Самая важная часть предварительного нагрева — это не просто достижение определенной температуры, а замедление скорости охлаждения всей зоны сварного шва после завершения сварки. Хотя целевая температура необходима, конечная цель состоит в том, чтобы уменьшить термический шок, который вызывает растрескивание и хрупкость, обеспечивая прочный и пластичный конечный сварной шов.
Предварительный нагрев — это, по сути, процесс термического контроля. Его основная цель — предотвратить образование хрупких микроструктур и снизить остаточные напряжения за счет минимизации разницы температур между расплавленным сварочным прутком и окружающим основным металлом.

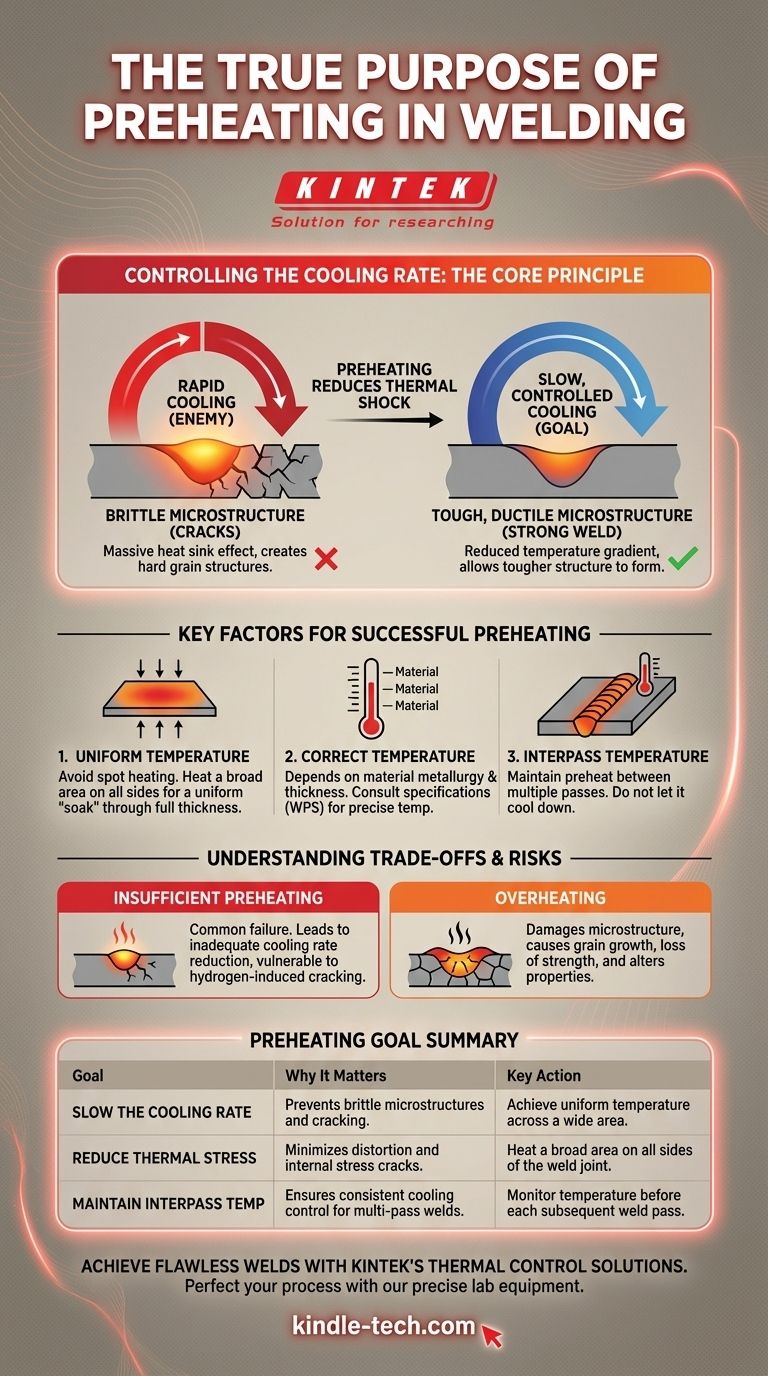
Основной принцип: контроль скорости охлаждения
Успех или неудача сварки определенных материалов часто зависит от скорости, с которой они остывают. Предварительный нагрев — ваш основной инструмент для контроля этой скорости.
Почему быстрое охлаждение — враг
Когда вы свариваете, вы создаете зону расплавленного металла, которая на тысячи градусов горячее окружающего основного материала.
Если окружающий металл холодный, он действует как массивный поглотитель тепла, отводя тепло от сварного шва с чрезвычайно высокой скоростью. Это быстрое охлаждение, или закалка, может создать твердую и хрупкую зернистую структуру (например, мартенсит в углеродистых сталях), которая очень подвержена растрескиванию.
Как предварительный нагрев замедляет процесс
Нагревая основной металл перед началом сварки, вы значительно уменьшаете разницу температур между сварочной ванной и основным материалом.
Этот меньший температурный градиент означает, что тепло рассеивается гораздо медленнее. Медленный, контролируемый процесс охлаждения позволяет сформироваться более прочной, более пластичной микроструктуре, резко снижая риск послесварочного растрескивания.
Снижение термических напряжений и деформации
Предварительный нагрев также помогает управлять механическими силами. Нагрев большой области вызывает расширение основного металла до начала сварки.
Когда сварной шов и предварительно нагретая зона остывают вместе, они сжимаются более равномерно. Это минимизирует внутреннее напряжение, которое накапливается из-за неравномерного усадки, что является основной причиной как деформации, так и трещин, связанных с напряжением.
Ключевые факторы успешного предварительного нагрева
Достижение желаемой медленной скорости охлаждения требует большего, чем просто направление горелки на металл. Сосредоточьтесь на этих критических факторах.
Достижение равномерной температуры
Самая распространенная ошибка — это локальный нагрев — нагрев только непосредственного сварочного соединения. Это неэффективно и может даже увеличить напряжение.
Вы должны нагреть широкую область со всех сторон сварочного соединения. Цель состоит в равномерном «прогреве», при котором тепло проникает по всей толщине материала. Для небольших деталей идеально подходит печь. Для более крупных конструкций используйте большую нагревательную горелку постоянным размашистым движением, чтобы избежать образования горячих точек.
Определение правильной температуры
Требуемая температура предварительного нагрева — это не одно число; она полностью зависит от металлургии и толщины материала.
Такие факторы, как содержание углерода в стали, тип сплава и толщина детали, определяют необходимую температуру. Предварительного нагрева в 120°C (250°F) может быть достаточно для чугунного изделия, в то время как для толстой секции из высокопрочной легированной стали может потребоваться более 250°C (500°F). Всегда сверяйтесь со спецификациями материала или спецификацией сварочной процедуры (WPS).
Поддержание межпроходной температуры
Для сварных швов, требующих нескольких проходов, необходимо поддерживать температуру предварительного нагрева. Это называется межпроходной температурой.
Дать детали остыть между проходами сводит на нет всю цель предварительного нагрева. Вы должны проверять температуру перед нанесением каждого последующего валика, чтобы убедиться, что скорость охлаждения остается медленной и контролируемой на протяжении всего процесса.
Понимание компромиссов и рисков
Хотя предварительный нагрев необходим, его необходимо выполнять правильно. Неправильное применение создает свои собственные проблемы.
Опасность недостаточного предварительного нагрева
Это самая частая причина неудачи. Недостаточный или слишком локализованный нагрев не замедлит скорость охлаждения в достаточной степени, чтобы предотвратить растрескивание. Это создает ложное чувство безопасности, оставляя сварной шов уязвимым для разрушения, особенно из-за водородного охрупчивания.
Проблема перегрева
Больше — не всегда лучше. Превышение рекомендуемой температуры предварительного нагрева для данного материала может повредить его микроструктуру, что приведет к потере прочности или вязкости. Перегрев может вызвать чрезмерный рост зерна или изменить свойства, приданные предыдущими термообработками.
Как применить это к вашему сварному шву
Сосредоточьтесь на основной цели предварительного нагрева, чтобы направлять свои действия.
- Если ваша основная цель — предотвратить трещины в чугуне или высокоуглеродистой стали: Сосредоточьтесь на достижении медленного, равномерного охлаждения. Это может включать обертывание детали в термическое одеяло после сварки для еще большего замедления охлаждения.
- Если ваша основная цель — сварка толстых секций материала: Убедитесь, что тепло полностью «пропитало» всю толщину детали, чтобы уменьшить внутренние напряжения, вызывающие растрескивание глубоко в шве.
- Если ваша основная цель — минимизация деформации на большой сборке: Уделите первоочередное внимание нагреву широкой, равномерной области вокруг соединения, чтобы сбалансировать термическое расширение и последующее сжатие.
Понимая, что предварительный нагрев связан с контролем скорости охлаждения, вы переходите от простого следования правилу к освоению процесса сварки.
Сводная таблица:
| Основная цель предварительного нагрева | Почему это важно | Ключевое действие |
|---|---|---|
| Замедлить скорость охлаждения | Предотвращает образование хрупких микроструктур и растрескивание. | Достичь равномерной температуры на широкой области. |
| Снизить термическое напряжение | Минимизирует деформацию и внутренние трещины от напряжений. | Нагреть широкую область со всех сторон сварочного соединения. |
| Поддерживать межпроходную температуру | Обеспечивает постоянный контроль охлаждения для многопроходных сварных швов. | Контролировать температуру перед каждым последующим сварочным проходом. |
Достигайте безупречных сварных швов с помощью решений KINTEK для термического контроля
Совершенствование процесса предварительного нагрева имеет решающее значение для получения прочных сварных швов без трещин. В KINTEK мы специализируемся на предоставлении точного, надежного лабораторного оборудования и расходных материалов, которые поддерживают критически важные термические процессы, такие как тестирование и подготовка материалов.
Независимо от того, разрабатываете ли вы новые сварочные процедуры или обеспечиваете целостность материала, наши инструменты помогают вам поддерживать точные температуры, необходимые для успеха.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут улучшить ваши рабочие процессы сварки и испытаний материалов.
Визуальное руководство
Связанные товары
- Муфельная печь для лаборатории 1200℃
- Графитировочная печь для вакуумного графитирования материалов отрицательного электрода
- Горизонтальная высокотемпературная графитизационная печь с графитовым нагревом
- Печь для вакуумной термообработки и спекания под давлением для высокотемпературных применений
- Графитовая вакуумная печь с нижним выгрузкой для графитации углеродных материалов
Люди также спрашивают
- Что такое озоление в химии? Повысьте аналитическую точность с помощью методов озоления
- Какова цель спекания в порошковой металлургии? Превращение порошка в высокопрочные детали
- Какой тигель используется в муфельной печи? Выберите правильный материал для вашего применения
- Зачем керамике нужна спекание? Раскройте прочность и долговечность посредством высокотемпературного синтеза
- Что такое процесс спекания в керамических материалах? Руководство по превращению порошка в высокопрочные детали



















