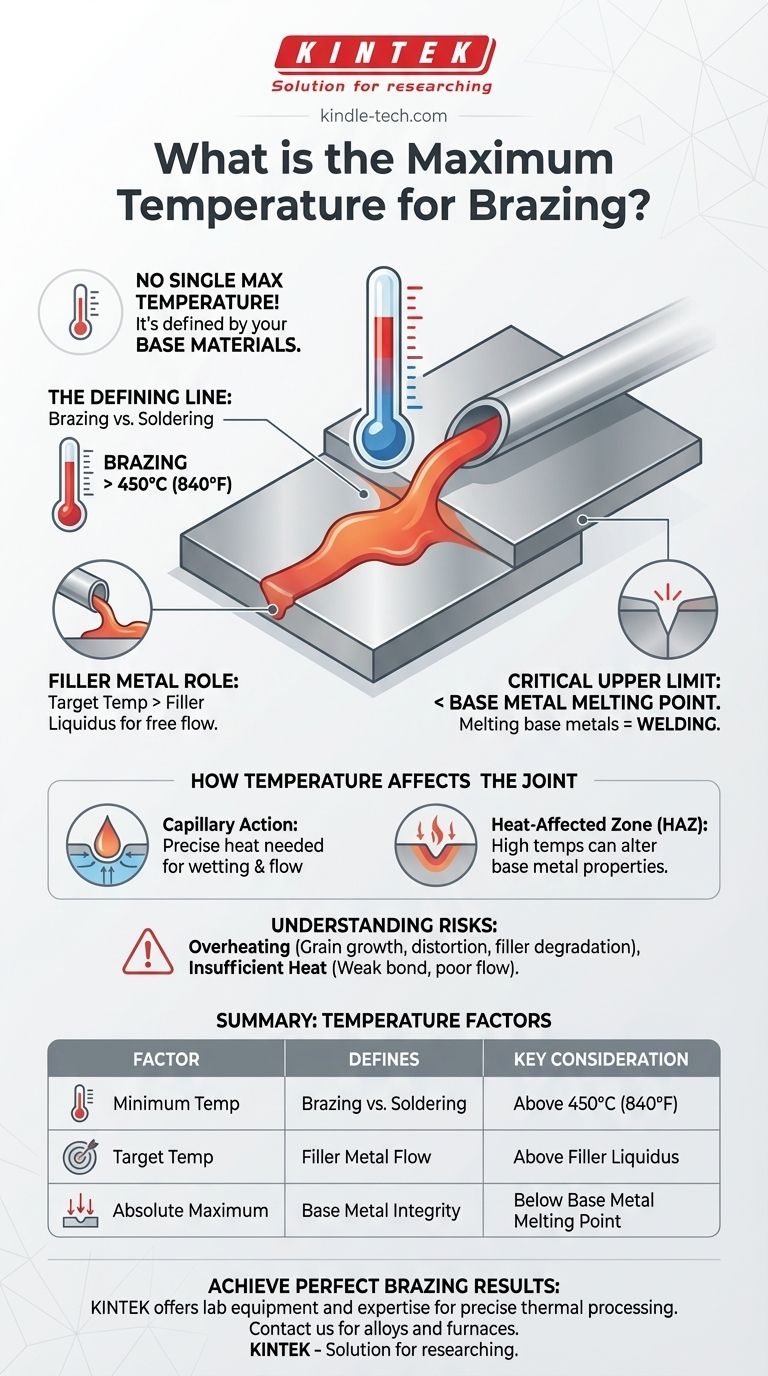
Если быть точным, единой максимальной температуры для пайки твердым припоем не существует. Вместо этого максимальная температура всегда определяется материалами, которые вы соединяете. Пайка твердым припоем — это, по сути, процесс соединения металлов с использованием присадочного металла, который плавится выше 450°C (840°F), но всегда ниже температуры плавления самих основных металлов.
Основной принцип пайки твердым припоем заключается в нагреве основных металлов до такой степени, чтобы припой расплавился и потек, но никогда не до такой степени, чтобы расплавились сами основные металлы. Поэтому «максимальная» температура диктуется термической стойкостью соединяемых деталей, а не самим процессом.

Разграничительная линия: Пайка твердым припоем против других процессов
Чтобы понять температурные пределы, важно отличать пайку твердым припоем от связанных с ней процессов термического соединения. Температурный диапазон — это то, что принципиально определяет процесс.
Порог 450°C (840°F)
Официальное определение Американского общества сварщиков гласит, что пайка твердым припоем происходит при температуре выше 450°C (840°F). Любой аналогичный процесс, использующий присадочный металл, плавящийся ниже этой температуры, технически классифицируется как пайка мягким припоем.
Этот порог является минимальной температурой для того, чтобы процесс считался пайкой твердым припоем.
Роль присадочного металла
Конкретная температура, которую вы используете, определяется сплавом присадочного металла. Каждый припой имеет «диапазон плавления», определяемый его солидусом (температура, при которой он начинает плавиться) и ликвидусом (температура, при которой он полностью жидкий).
Ваша целевая температура пайки твердым припоем обычно устанавливается немного выше температуры ликвидуса присадочного металла, чтобы обеспечить его свободное течение.
Критический верхний предел: Основной металл
Абсолютная максимальная температура для любой операции пайки твердым припоем — это температура плавления основных металлов. Если вы достигаете температуры плавления соединяемых деталей, вы больше не паяете твердым припоем; вы свариваете.
Это самое критическое правило в пайке твердым припоем, поскольку плавление основных металлов нарушает их структурную целостность и сводит на нет цель процесса.
Как температура влияет на соединение
Контроль температуры — это не только предотвращение расплавления. Точное управление нагревом имеет решающее значение для создания прочного, надежного соединения.
Капиллярное действие и смачивание
Основной механизм распределения присадочного металла — это капиллярное действие, при котором жидкий сплав втягивается в плотный зазор между основными металлами.
Для этого необходима правильная температура. Если нагрев слишком низкий, припой не станет достаточно жидким, чтобы «смочить» поверхности и потечь. Если он слишком высокий, он может течь слишком быстро, оставляя пустоты.
Зона термического влияния (ЗТВ)
Несмотря на то, что пайка твердым припоем происходит ниже температуры плавления основного металла, высокие температуры все же создают зону термического влияния (ЗТВ). Это область, где микроструктура и механические свойства основного металла могут быть изменены.
Например, ранее термообработанная стальная деталь может быть размягчена (отпущена), если температура пайки твердым припоем слишком высока или поддерживается слишком долго, что ослабляет конечную сборку.
Понимание компромиссов и рисков
Выбор правильной температуры включает балансирование потребностей присадочного металла с ограничениями основного металла. Неправильное управление этим балансом приводит к значительным рискам.
Риск перегрева основных металлов
Наиболее распространенный вид отказа — перегрев. Это может вызвать рост зерна в металле, делая его хрупким, или привести к искажению и деформации прецизионных деталей. Для таких материалов, как закаленные инструментальные стали, перегрев может полностью разрушить их заданные свойства.
Деградация присадочного металла
Чрезмерный нагрев может повредить сам присадочный металл. Некоторые сплавы содержат элементы с низкими температурами кипения, такие как цинк или кадмий. Перегрев может привести к испарению или «выгоранию» этих элементов, что изменяет химический состав припоя и может выделять опасные пары.
Недостаточный нагрев и слабое соединение
И наоборот, недостижение надлежащей рабочей температуры для присадочного металла приводит к плохому соединению. Припой может слипаться, не растекаясь, не прилипать к основным металлам и создавать соединение с незначительной или отсутствующей механической прочностью.
Правильный выбор для вашей цели
Идеальная температура пайки твердым припоем — это тщательно контролируемое окно, специфичное для вашего припоя и основных материалов. Чтобы обеспечить успешное соединение, сосредоточьтесь на конкретных требованиях вашего проекта.
- Если ваша основная задача — соединение термочувствительных или термообработанных деталей: Выберите припой с максимально низкой рабочей температурой, чтобы минимизировать воздействие на свойства основного металла.
- Если ваша основная задача — перекрытие больших зазоров или создание галтелей: Выберите сплав с более широким диапазоном плавления (вязкое состояние) и тщательно контролируйте нагрев, чтобы манипулировать присадочным металлом по мере его затвердевания.
- Если ваша основная задача — максимальная прочность соединения для таких материалов, как сталь или карбиды: Выберите высокопрочный припой (например, никель-серебряный или серебряный сплав) и обеспечьте равномерный нагрев основных металлов до идеальной рабочей температуры припоя для надлежащего смачивания и растекания.
В конечном итоге, успешная пайка твердым припоем — это точный баланс: достаточно горячий, чтобы активировать присадочный металл, но достаточно холодный, чтобы сохранить целостность основных материалов.
Сводная таблица:
| Фактор | Определяет | Ключевое соображение |
|---|---|---|
| Минимальная температура | Пайка твердым припоем против пайки мягким припоем | Должна быть выше 450°C (840°F) |
| Целевая температура | Течение присадочного металла | Устанавливается выше точки ликвидуса припоя |
| Абсолютный максимум | Целостность основного металла | Должна оставаться ниже температуры плавления основного металла |
Достигайте идеальных результатов пайки твердым припоем каждый раз. Выбор правильной температуры критически важен для прочности соединения и целостности основного металла. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, необходимых для точной термической обработки. Наши эксперты помогут вам выбрать идеальные припои и печи для ваших конкретных материалов и требований применения. Свяжитесь с нашей командой сегодня, чтобы обсудить, как мы можем поддержать потребности вашей лаборатории в пайке твердым припоем и соединении.
Визуальное руководство
Связанные товары
- Печь с контролируемой атмосферой 1200℃, печь с азотной инертной атмосферой
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Графитировочная печь сверхвысоких температур в вакууме
Люди также спрашивают
- Как создать инертную атмосферу? Освойте безопасные и чистые процессы с помощью инертизации
- Каково назначение инертной атмосферы? Руководство по защите ваших материалов и процессов
- Что такое термообработка в инертной атмосфере? Защитите ваши металлы от окисления и обезуглероживания
- Что обеспечивает инертную атмосферу? Обеспечьте безопасность и чистоту с помощью азота, аргона или CO2
- Можно ли нагревать газообразный азот? Используйте инертное тепло для точности и безопасности



















