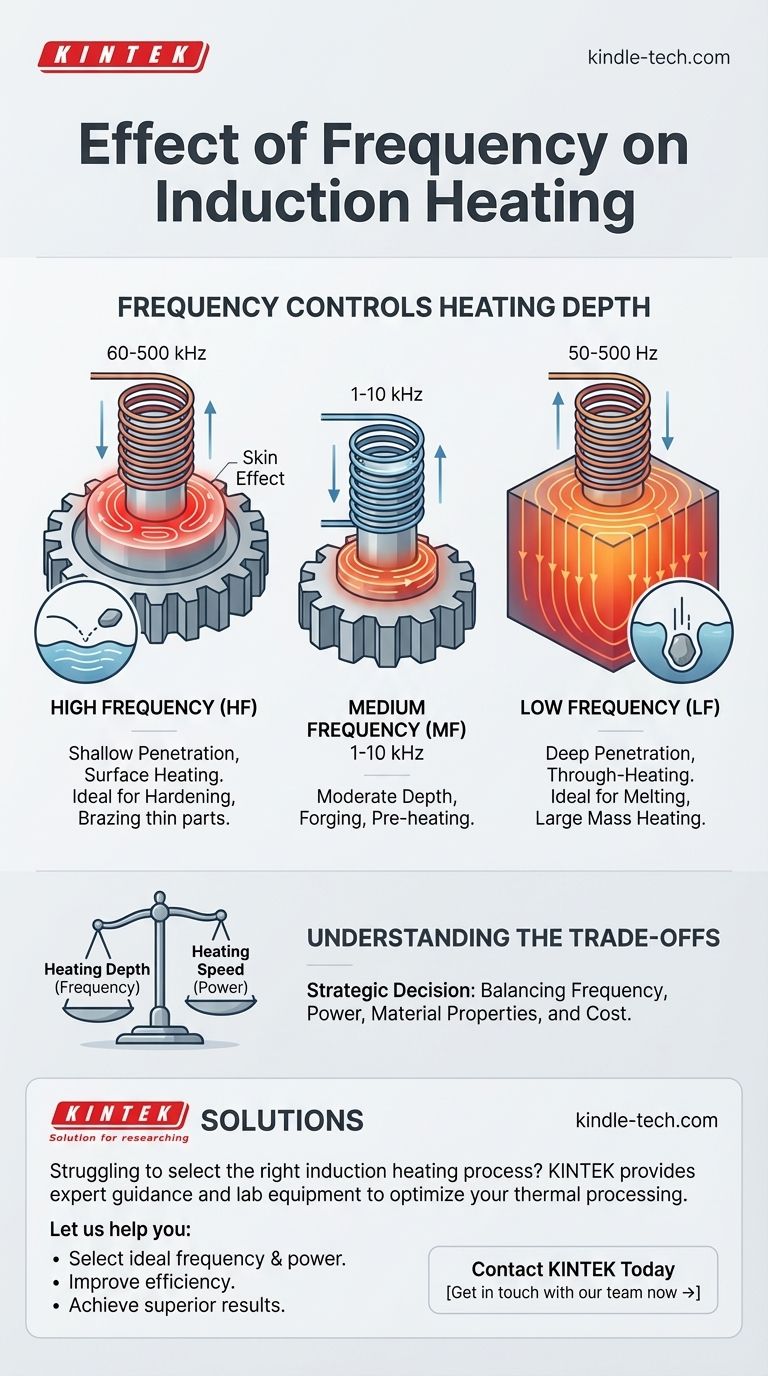
При индукционном нагреве частота является основным регулятором глубины нагрева. Более высокая частота концентрирует эффект нагрева вблизи поверхности заготовки, что известно как «скин-эффект». И наоборот, более низкая частота позволяет индуцированной энергии проникать глубже в материал, что приводит к более равномерному сквозному нагреву. Эта зависимость имеет основополагающее значение для выбора правильного процесса для вашего конкретного применения.
Хотя частота напрямую контролирует глубину проникновения тепла, выбор правильного индукционного процесса редко зависит только от частоты. Это стратегическое решение, которое уравновешивает желаемую глубину нагрева (частота) с требуемой скоростью нагрева (мощность) и свойствами материала.

Основной принцип: частота и скин-эффект
Чтобы понять роль частоты, мы должны сначала рассмотреть основную физику индукции. Процесс работает за счет индукции электрических токов внутри самого материала, которые, в свою очередь, генерируют тепло.
Как работает индукционный нагрев
Индукционная система использует катушку для создания мощного, быстро меняющегося магнитного поля. Когда электропроводящая деталь (например, стальная шестерня) помещается в это поле, в ней индуцируются закручивающиеся электрические токи. Они называются токами Фуко. Естественное сопротивление материала току этих токов генерирует огромное, точное тепло посредством процесса, называемого джоулевым нагревом.
Введение «Скин-эффекта»
Частота переменного магнитного поля определяет, где текут эти токи Фуко. При высоких частотах токи вынуждены течь в тонком слое у поверхности детали. Это и есть скин-эффект.
Представьте, что вы пускаете камешек по воде. Очень быстрое вращение на высокой частоте заставит камешек скользить по поверхности. Медленный бросок на низкой частоте заставит камешек утонуть и глубоко проникнуть в воду. Тот же принцип применяется к токам Фуко в проводнике.
Эмпирическое правило: частота против глубины проникновения
Зависимость проста и обратна:
- Более высокая частота = Меньшее проникновение тока = Поверхностный нагрев
- Более низкая частота = Более глубокое проникновение тока = Сквозной нагрев
Этот контроль над глубиной нагрева является самой важной функцией частоты в любом индукционном применении.
Практическое применение различных частот
Выбор частоты полностью определяется инженерной целью. Различные диапазоны частот оптимизированы для различных промышленных процессов.
Высокая частота (ВЧ): для поверхностной обработки
Индукционный нагрев на высоких частотах, обычно от 60 кГц до 500 кГц, идеально подходит для применений, где необходимо нагревать только поверхность. Небольшая глубина нагрева идеальна для поверхностной закалки шестерен, валов и других компонентов, где требуется твердая, износостойкая поверхность поверх прочного, пластичного сердечника.
Средняя частота (СЧ): для сквозного нагрева и ковки
Этот диапазон используется для сквозного нагрева мелких деталей или предварительного нагрева более крупных деталей для ковки или формовки. Более глубокое проникновение тепла гарантирует, что все поперечное сечение компонента достигнет целевой температуры.
Низкая частота (НЧ): для нагрева больших масс
Индукционный нагрев на низких частотах используется для массивных заготовок, таких как большие слитки или плиты, и обеспечивает глубокое проникновение, необходимое для равномерного нагрева большого объема металла. Это также частота выбора для плавильных установок в индукционных печах.
Понимание компромиссов
Выбор частоты — это не чисто академическое упражнение. Он включает в себя баланс нескольких практических и экономических факторов для поиска оптимального решения.
Частота против мощности
Частота и мощность — независимые, но взаимосвязанные переменные. Вы можете достичь схожего результата нагрева с различными комбинациями. Например, установка на низкой мощности и высокой частоте может нагревать поверхность так же эффективно, как установка на более высокой мощности и средней частоте, но это может занять больше времени. Выбор часто зависит от требований к времени цикла по сравнению со стоимостью оборудования.
Влияние материала
Материал заготовки является критическим фактором. Магнитные материалы, такие как углеродистая сталь, нагреваются намного легче ниже их точки Кюри (точки, при которой они перестают быть магнитными), чем немагнитные материалы, такие как алюминий или медь. Оптимальная частота будет меняться в зависимости от удельного сопротивления и магнитной проницаемости материала.
Стоимость и сложность оборудования
Не существует одной машины, которая идеально справляется со всем. Высокочастотные источники питания часто используют другие внутренние компоненты, чем низкочастотные. Поэтому решение должно учитывать стоимость покупки, эффективность и профиль технического обслуживания оборудования, лучше всего подходящего для вашего основного применения.
Принятие правильного решения для вашей цели
В конечном счете, правильная частота — это та, которая наилучшим образом соответствует желаемому результату. Используйте цель вашего процесса в качестве ориентира.
- Если ваша основная цель — поверхностная закалка или пайка тонких деталей: Почти всегда правильным выбором будет более высокая частота для концентрации энергии на поверхности.
- Если ваша основная цель — равномерный нагрев компонента для ковки: Средняя частота обеспечивает баланс между глубиной проникновения и эффективным временем нагрева.
- Если ваша основная цель — плавка большого объема металла или нагрев очень толстой плиты: Необходима низкая частота, чтобы гарантировать проникновение энергии глубоко в массу.
Вооружившись этим пониманием, вы теперь можете выбрать процесс, основанный не только на частоте, но и на точном результате, которого вы хотите достичь.
Сводная таблица:
| Диапазон частот | Основное применение | Глубина нагрева |
|---|---|---|
| Высокая (60-500 кГц) | Поверхностная закалка, пайка | Неглубокая (Поверхность) |
| Средняя (1-10 кГц) | Сквозной нагрев, ковка | Умеренная |
| Низкая (50-500 Гц) | Плавка, нагрев больших масс | Глубокий (Равномерный) |
Испытываете трудности с выбором правильного процесса индукционного нагрева для ваших материалов?
Выбор частоты имеет решающее значение для достижения желаемого результата, будь то точная поверхностная закалка или равномерный сквозной нагрев. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и экспертных рекомендаций по оптимизации вашей термической обработки.
Мы можем помочь вам:
- Выбрать идеальную частоту и мощность для вашего конкретного материала и применения.
- Повысить эффективность и согласованность в ваших процессах нагрева.
- Достичь превосходных результатов при закалке, пайке, ковке или плавке.
Свяжитесь с KINTEK сегодня для консультации, и позвольте нашим экспертам помочь вам использовать мощь индукционного нагрева.
Связаться с нашей командой сейчас →
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Нагревательные элементы из карбида кремния (SiC) для электрических печей
- Лабораторная малогабаритная магнитная мешалка с постоянной температурой, нагреватель и мешалка
Люди также спрашивают
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Каково прикладное значение вакуумной горячей прессовой печи? Получение сложных карбидных керамик высокой плотности
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Почему точный контроль давления в вакуумной печи горячего прессования необходим для керамических мишеней IZO? Обеспечение высокой плотности
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению


















