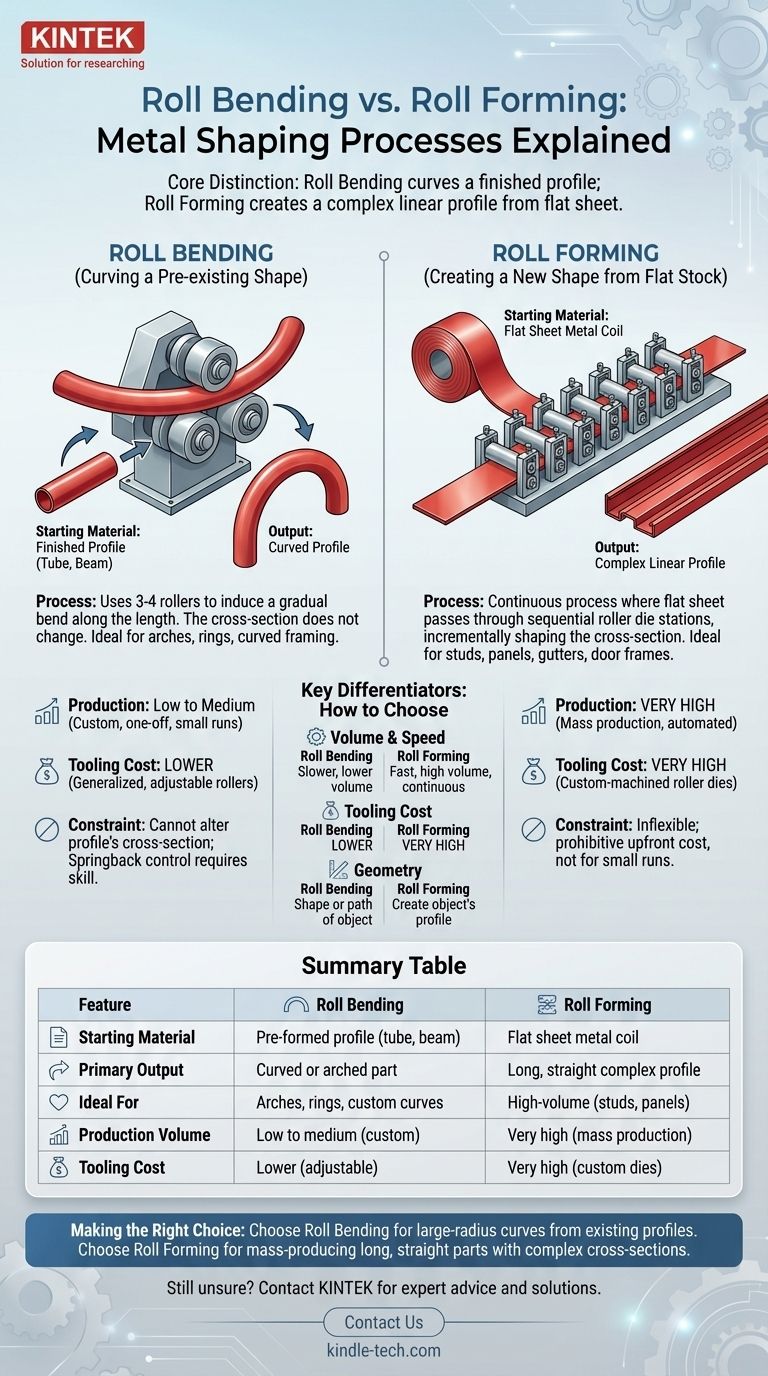
На первый взгляд, вальцовка и профилирование кажутся похожими, поскольку оба процесса используют валики для придания формы металлу. Однако это принципиально разные производственные процессы, предназначенные для совершенно разных применений. Вальцовка берет существующую конструктивную форму — такую как труба или двутавровая балка — и изгибает ее в большую дугу, в то время как профилирование берет плоскую полосу листового металла и постепенно формирует из нее сложное линейное поперечное сечение.
Основное различие заключается во входных данных и выходных данных. Вальцовка начинается с готового профиля и создает изгиб. Профилирование начинается с плоского листового металла и создает сложный линейный профиль.

Основной процесс: История двух геометрий
Понимание механики каждого процесса раскрывает их уникальные цели. Оборудование, поток материала и конечный продукт не могут быть более разными.
Вальцовка: Изгиб существующей формы
Вальцовка, также известная как гибка профилей или гибка секций, использует набор из трех или четырех валиков, расположенных в пирамидальной или зажимной конфигурации.
Предварительно сформированная конструктивная форма, такая как труба, уголок или экструдированный профиль, подается через эти валики. Давление и положение валиков вызывают постепенный изгиб по длине материала.
Ключевой принцип заключается в том, что поперечное сечение профиля не меняется. Процесс просто изгибает всю деталь по желаемому радиусу, создавая такие компоненты, как конструктивные арки, кольца или изогнутые рамы.
Профилирование: Создание новой формы из плоского проката
Профилирование — это непрерывный процесс, который начинается с длинной рулонной полосы плоского листового металла. Эта полоса подается через ряд станций роликовых матриц, расположенных в длинную линию.
Каждая станция имеет уникальный набор валиков, которые выполняют небольшую, инкрементальную часть общего изгиба. По мере прохождения металлической полосы через последовательные станции ее поперечное сечение постепенно формируется в конечный, сложный профиль.
Этот метод используется для создания длинных прямых деталей с равномерным поперечным сечением, таких как металлические стойки, кровельные панели, водосточные желоба и дверные коробки.
Ключевые отличия: Как выбрать
Выбор между этими двумя процессами редко бывает неоднозначным. Ваш выбор будет продиктован геометрией вашей детали, требуемым объемом производства и вашим бюджетом на оснастку.
Исходный материал и конечная геометрия
Вальцовка начинается с готовых по размерам профилей и изменяет их продольную форму с прямой на изогнутую. Думайте об этом как о формировании пути объекта.
Профилирование начинается с простого плоского листа и создает сложную форму поперечного сечения по прямой траектории. Речь идет о создании самого профиля объекта.
Объем производства и скорость
Профилирование — это чрезвычайно быстрый, автоматизированный и непрерывный процесс. Он предназначен для крупносерийного производства, где требуются тысячи метров определенного профиля.
Вальцовка — гораздо более медленный, более обдуманный процесс. Он часто используется для мелкосерийного изготовления на заказ, уникальных архитектурных элементов или небольших производственных партий.
Стоимость оснастки и настройки
Наиболее существенное деловое различие — это инвестиции в оснастку. Профилирование требует длинной серии специально изготовленных роликовых матриц, по одной для каждой стадии изгиба. Это приводит к очень высоким начальным затратам на оснастку, часто в десятки или сотни тысяч долларов.
Вальцовка использует более универсальные, часто регулируемые валики, которые могут подходить для различных стандартных размеров профилей. Это приводит к значительно более низким затратам на настройку и оснастку, что делает ее доступной для небольших работ.
Понимание компромиссов и ограничений
Ни один процесс не является универсально превосходящим; каждый имеет четкие ограничения, которые определяют его идеальный вариант использования. Объективная оценка этих компромиссов имеет решающее значение для принятия обоснованного производственного решения.
Ограничения вальцовки
Основное ограничение вальцовки заключается в том, что она не может создавать или изменять поперечное сечение профиля. Вы должны начинать с той формы, которую хотите.
Кроме того, контроль пружинения материала — тенденции металла частично возвращаться к своей первоначальной форме — требует значительного мастерства и опыта оператора для последовательного достижения точных радиусов.
Высокий барьер для входа в профилирование
Основной недостаток профилирования — это запретительно высокая стоимость оснастки. Эти инвестиции оправданы только при очень больших объемах производства, которые позволяют амортизировать затраты на множество единиц.
Этот процесс также негибок. После создания набора роликовых матриц он может производить только один конкретный профиль. Любое изменение конструкции требует дорогостоящей переналадки. Он совершенно непригоден для прототипирования или небольших партий.
Правильный выбор для вашего применения
Выбор правильного процесса становится простым, когда вы сосредоточены на основной цели вашего проекта: вы создаете изгиб или создаете профиль?
- Если ваша основная цель — создание кривых большого радиуса, колец или арок из существующих труб, балок или экструдированных профилей: Вальцовка — это правильный и наиболее экономически эффективный метод.
- Если ваша основная цель — массовое производство длинных прямых деталей с постоянным, сложным поперечным сечением из листового металла: Профилирование — единственный жизнеспособный процесс для достижения скорости и низкой стоимости за единицу в масштабе.
- Если ваша основная цель — создание небольшого количества прямых, нестандартных профилей: Ни один из процессов не идеален; вам следует рассмотреть листогибочный пресс, который предлагает большую гибкость для небольших партий.
Понимая фундаментальное различие между изгибом существующего профиля и формированием нового, вы можете уверенно выбрать производственный процесс, который идеально соответствует вашим проектным намерениям и производственным целям.
Сводная таблица:
| Характеристика | Вальцовка | Профилирование |
|---|---|---|
| Исходный материал | Предварительно сформированный конструктивный профиль (труба, балка) | Рулон плоского листового металла |
| Основной результат | Изогнутая или арочная деталь | Длинная, прямая деталь со сложным поперечным сечением |
| Идеально для | Арок, колец, нестандартных изгибов | Крупносерийного производства (например, металлические стойки, панели) |
| Объем производства | Низкий до среднего (на заказ, единичные) | Очень высокий (массовое производство) |
| Стоимость оснастки | Ниже (универсальные, регулируемые валики) | Очень высокая (специальные роликовые матрицы) |
Все еще не уверены, какой процесс формовки металла подходит для вашего проекта?
В KINTEK мы специализируемся на предоставлении правильного оборудования и экспертных консультаций для ваших лабораторных и производственных нужд. Независимо от того, работаете ли вы с конструктивными профилями или листовым металлом, наша команда поможет вам выбрать идеальное решение для обеспечения точности, эффективности и экономичности.
Свяжитесь с нами сегодня через нашу контактную форму, чтобы обсудить ваше конкретное применение и узнать, как KINTEK может поддержать ваш успех.
Визуальное руководство