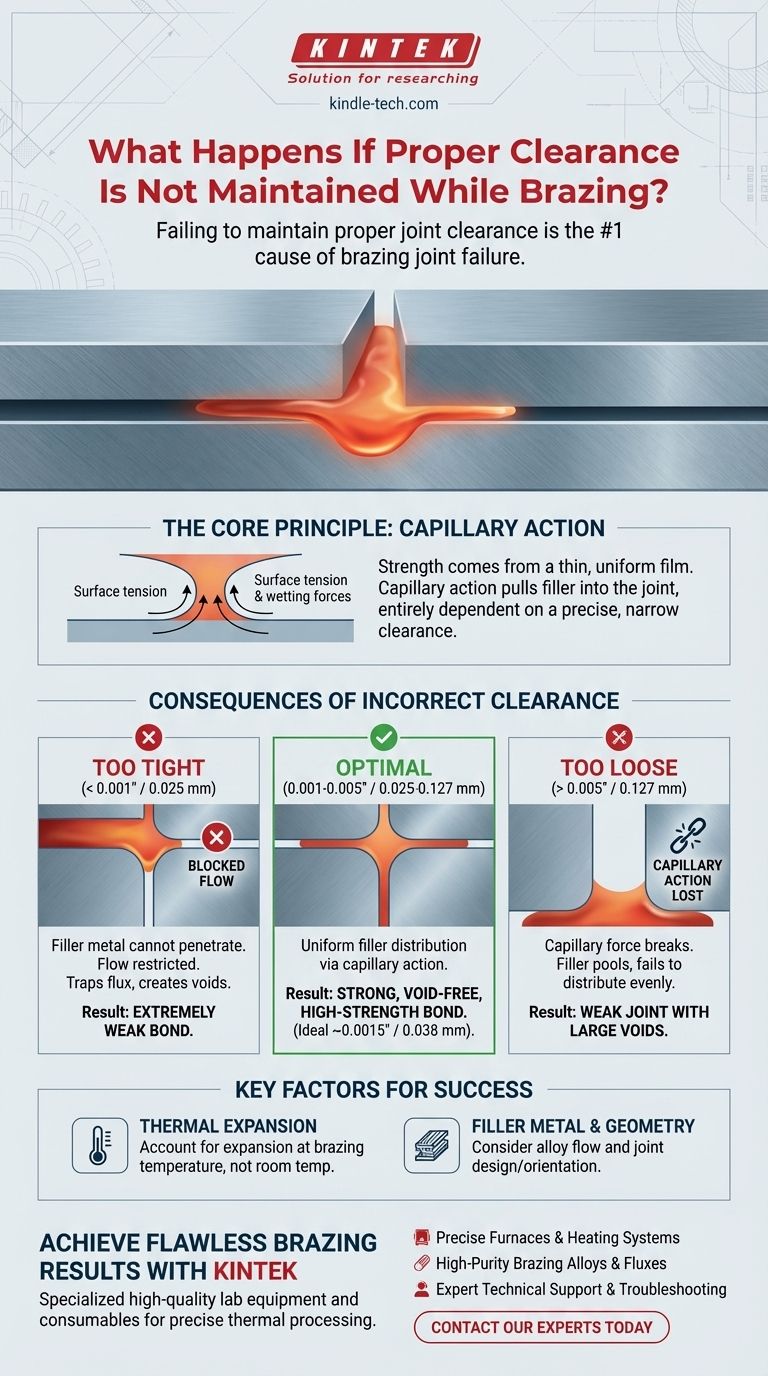
Несоблюдение надлежащего зазора в соединении при пайке твердым припоем является наиболее распространенной причиной выхода соединения из строя. Если зазор слишком мал, присадочный металл не может проникнуть в соединение, а если он слишком велик, капиллярное действие, необходимое для распределения присадки, теряется, что приводит к неполному и критически слабому соединению.
Основной принцип пайки твердым припоем заключается в том, что прочность соединения обеспечивается присадочным металлом, образующим тонкую однородную пленку между двумя поверхностями основного металла. Это возможно только благодаря капиллярному действию, силе, которая полностью зависит от поддержания точного, узкого зазора между деталями.

Критическая роль капиллярного действия
Чтобы понять, почему зазор имеет первостепенное значение, вы должны сначала понять силу, которая обеспечивает работу пайки твердым припоем.
Что такое капиллярное действие?
Капиллярное действие — это явление, при котором жидкость втягивается в очень узкое пространство, даже против силы тяжести. Расплавленный присадочный металл для пайки твердым припоем ведет себя как эта жидкость.
Эта сила создается комбинацией поверхностного натяжения присадочного металла и его притяжения к поверхности основных металлов (свойство, называемое «смачиванием»).
Как зазор регулирует эту силу
Капиллярное действие эффективно только в очень специфическом диапазоне зазоров. Зазор должен быть достаточно широким, чтобы расплавленный сплав мог течь, но достаточно узким, чтобы капиллярная сила была достаточно сильной, чтобы протянуть его через всю область соединения.
Правильный зазор обеспечивает полное и равномерное распределение присадочного металла, создавая беспористое, высокопрочное металлургическое соединение после охлаждения.
Последствия неправильного зазора
Отклонение от оптимального диапазона зазоров имеет немедленные и предсказуемые негативные последствия.
Когда зазор слишком мал
Если зазор слишком узок (например, менее 0,001 дюйма или 0,025 мм), расплавленный присадочный металл просто не может проникнуть в соединение.
Поток будет ограничен, часто останавливаясь на внешнем крае. Это также может привести к застреванию флюса внутри соединения, создавая пустоты и потенциальные места коррозии, что приводит к чрезвычайно слабому или несуществующему соединению.
Когда зазор слишком велик
Если зазор слишком велик (например, более 0,005 дюйма или 0,127 мм), сила капиллярного действия нарушается.
Присадочный металл не будет распределяться равномерно и будет стремиться следовать силе тяжести или скапливаться в больших лужах. Полученное соединение будет иметь большие пустоты и будет зависеть от прочности на сдвиг самого присадочного металла, которая значительно ниже, чем у правильно спаянного соединения.
Определение оптимального зазора
Хотя существует общее правило, несколько факторов влияют на идеальный зазор для конкретного применения.
Общее эмпирическое правило
Для большинства распространенных припоев идеальный зазор в соединении при температуре пайки твердым припоем составляет от 0,001 до 0,005 дюйма (от 0,025 до 0,127 мм).
Многие опытные специалисты считают, что зазор в 0,0015 дюйма (0,038 мм) обеспечивает максимальную прочность соединения для широкого спектра применений.
Факторы, изменяющие идеальный зазор
Общее правило является отправной точкой. Вы также должны учитывать особенности ваших материалов и конструкции соединения.
Различные присадочные металлы имеют разные характеристики текучести. Более текучие сплавы могут требовать более узких зазоров, в то время как более вязкие сплавы могут нуждаться в немного более широком зазоре.
Критически важно учитывать тепловое расширение. Зазор должен быть правильным при температуре пайки твердым припоем, а не при комнатной температуре. При соединении разнородных металлов их различные скорости расширения могут либо уменьшить зазор, либо слишком сильно увеличить его во время нагрева.
Распространенные ошибки, которых следует избегать
Понимание теории — это первый шаг. Избегание этих распространенных ошибок — следующий.
Принятие присадочного металла за прочность
Распространенная ошибка — думать, что более толстый слой присадочного металла создает более прочное соединение. Верно обратное. Прочность паяного соединения обусловлена взаимодействием тонкой пленки между присадочным и основным металлами. Любой избыток присадочного металла в широком зазоре активно ослабляет соединение.
Забывая о тепловом расширении
Разработка соединения с идеальным зазором при комнатной температуре бесполезна, если этот зазор исчезает или становится чрезмерным при 800°C. Всегда рассчитывайте эффекты теплового расширения, особенно при соединении таких материалов, как сталь с медью или сталь с твердым сплавом.
Игнорирование геометрии детали
Ориентация и длина соединения имеют значение. Для очень длинных нахлестов может потребоваться немного больший зазор, чтобы сплав мог проникнуть на всю длину до затвердевания.
Правильный выбор для вашей цели
Достижение правильного зазора является функцией тщательного проектирования и подготовки.
- Если ваша основная цель — крупносерийное производство: Проектируйте детали так, чтобы они были самофиксирующимися со встроенными зазорами (например, выступами или уступами) и используйте предварительно сформированные кольца из присадочного металла для обеспечения постоянства.
- Если ваша основная цель — соединение разнородных металлов: Вы должны рассчитать дифференциальное тепловое расширение, чтобы определить правильный холодный зазор, который приведет к идеальному горячему зазору.
- Если ваша основная цель — разовый ремонт или прототипы: Используйте щупы для проверки зазоров перед нагревом. Стремитесь к плотной «посадке скольжения» между двумя частями.
В конечном итоге, освоение зазора в соединении является наиболее важным фактором в создании прочных, надежных и воспроизводимых паяных соединений.
Сводная таблица:
| Проблема с зазором | Последствие | Получаемое качество соединения |
|---|---|---|
| Слишком мал (< 0,001 дюйма / 0,025 мм) | Присадочный металл не может течь; флюс задерживается | Слабое или отсутствующее соединение; пустоты |
| Слишком велик (> 0,005 дюйма / 0,127 мм) | Капиллярное действие теряется; присадка скапливается | Слабое соединение с большими пустотами |
| Оптимальный (0,001-0,005 дюйма / 0,025-0,127 мм) | Равномерное распределение присадки за счет капиллярного действия | Прочное, беспористое, высокопрочное соединение |
Добейтесь безупречных результатов пайки твердым припоем с KINTEK
Сталкиваетесь с непостоянными паяными соединениями или неожиданными отказами? Основной причиной часто является неправильный зазор в соединении. В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, необходимых для точной термической обработки.
Мы понимаем, что успех вашей лаборатории зависит от надежных, воспроизводимых результатов. Независимо от того, работаете ли вы над крупносерийным производством, соединением разнородных металлов или сложными научно-исследовательскими проектами, наличие правильных инструментов и знаний имеет решающее значение.
Позвольте нам помочь вам:
- Выбрать правильные печи и системы нагрева для точного контроля температуры.
- Подобрать высокочистые припои и флюсы, оптимизированные для ваших конкретных материалов.
- Получить экспертную техническую поддержку для устранения проблем с конструкцией соединения и параметрами процесса.
Не позволяйте проблемам с зазором в соединении скомпрометировать вашу работу. Свяжитесь с нашими экспертами сегодня для консультации и убедитесь, что ваши процессы пайки твердым припоем построены на основе прочности и надежности.
Визуальное руководство