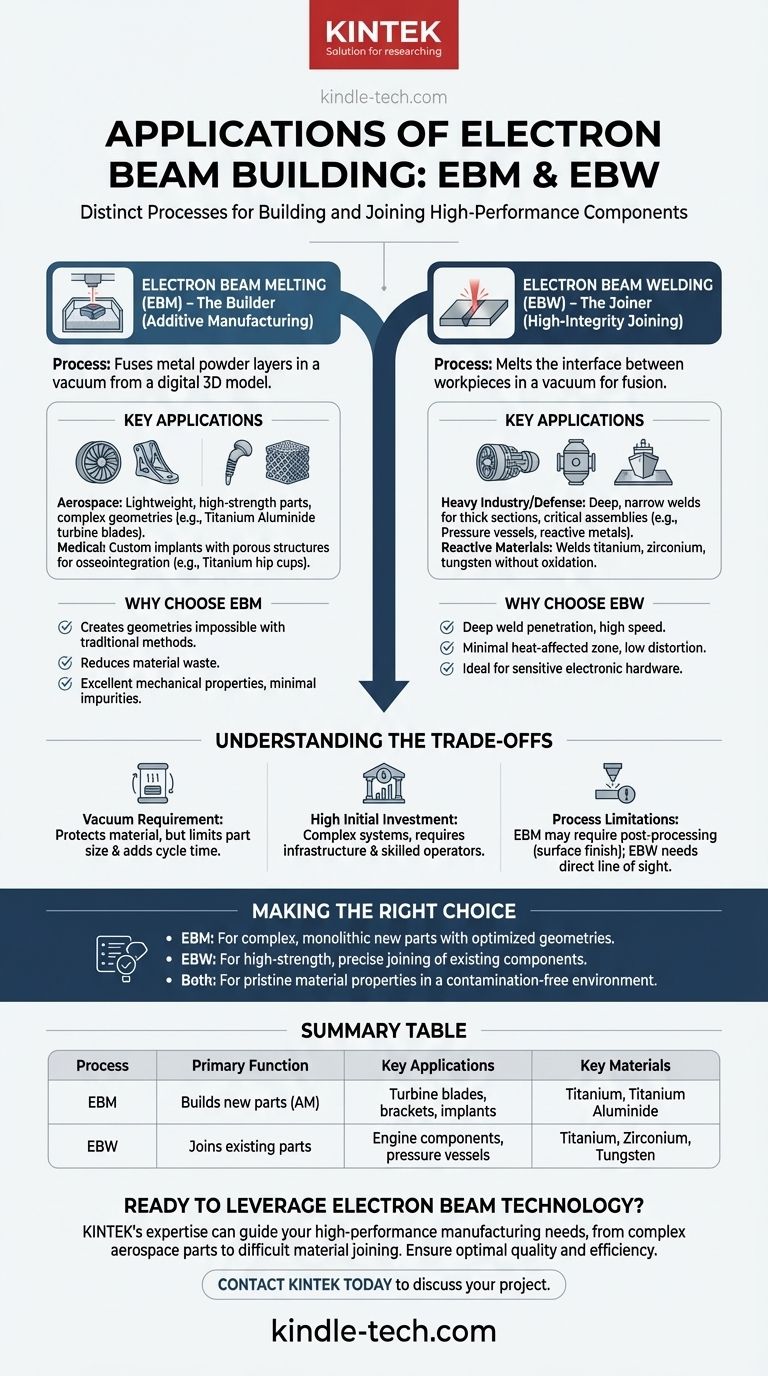
По своей сути, термин "электронно-лучевое построение" относится к двум различным, но взаимосвязанным производственным процессам. Первый — это электронно-лучевое плавление (EBM), метод 3D-печати, который создает детали из металлического порошка, а второй — электронно-лучевая сварка (EBW), которая соединяет компоненты вместе. Применение сосредоточено в секторах с высокими эксплуатационными характеристиками, таких как аэрокосмическая отрасль, медицина и оборона, где технология используется для создания всего: от лопаток турбин реактивных двигателей и медицинских имплантатов до специализированных электронных компонентов и конструктивных сборок.
Главный вывод заключается в том, что электронный луч — это источник энергии, а не единый процесс. Вы должны сначала определить, заключается ли ваша цель в том, чтобы создать новую деталь с нуля (EBM), или соединить существующие детали вместе (EBW), поскольку это определяет все применение и результат.

Процесс «Построения»: Электронно-лучевое плавление (EBM)
Электронно-лучевое плавление — это форма сплавления в порошковом слое, технология аддитивного производства (3D-печать). Он использует высокоэнергетический электронный луч для плавления и спекания слоев металлического порошка в вакууме, создавая полностью плотную твердую деталь по цифровой 3D-модели.
Ключевые области применения в аэрокосмической отрасли
EBM широко используется для производства легких, высокопрочных компонентов для самолетов и космических аппаратов. К ним относятся сложные детали, такие как лопатки турбин, которые выигрывают от высокотемпературных возможностей таких материалов, как алюминид титана, и конструктивные кронштейны с оптимизированными, топологически обусловленными конструкциями, которые невозможно изготовить традиционными методами механической обработки.
Медицинские имплантаты и устройства
Эта технология идеально подходит для создания индивидуальных медицинских имплантатов. Поскольку EBM может обрабатывать биосовместимые материалы, такие как титан, и создавать замысловатые пористые решетчатые структуры, он используется для изготовления ортопедических имплантатов, таких как вертлюжные впадины и спинальные кейджи. Пористая поверхность способствует остеоинтеграции, при которой кость пациента врастает в имплантат для более прочного и постоянного соединения.
Почему EBM выбирают для этих задач
EBM позволяет создавать геометрии, которые невозможно изготовить литьем или механической обработкой, значительно сокращает отходы материала и производит детали с превосходными механическими свойствами. Высокотемпературная вакуумная среда минимизирует примеси и остаточные напряжения, в результате чего детали часто превосходят те, которые получены литьем.
Процесс «Соединения»: Электронно-лучевая сварка (EBW)
В то время как EBM строит детали, EBW их соединяет. Этот процесс использует тонко сфокусированный электронный луч для плавления границы между двумя заготовками, которые затем сплавляются вместе по мере остывания расплавленного материала. Это процесс соединения с высокой плотностью энергии, а не процесс построения.
Применение в тяжелой промышленности и обороне
EBW создает исключительно глубокие и узкие сварные швы, что делает ее пригодной для соединения толстых секций металла. Он используется для изготовления критически важных сборок, таких как компоненты авиационных двигателей, сосуды под давлением и потенциально крупные конструкции, такие как обшивка корпуса судна или резервуары для хранения, где целостность сварного шва имеет первостепенное значение.
Работа со сложными и реактивными материалами
Весь процесс EBW происходит в вакууме, что предотвращает атмосферное загрязнение кислородом или азотом. Это делает его предпочтительным методом для сварки реактивных металлов, таких как титан и цирконий, а также тугоплавких металлов с высокой температурой плавления, таких как вольфрам и молибден, которые в противном случае окислились бы или стали бы хрупкими.
Почему EBW выбирают для этих задач
EBW ценится за глубокое проплавление, высокую скорость сварки и минимальную зону, подверженную термическому воздействию. Это низкое тепловыделение уменьшает деформацию детали, что критически важно при соединении точно обработанных компонентов для аэрокосмической отрасли или чувствительного электронного оборудования.
Понимание компромиссов
И EBM, и EBW являются мощными, но специализированными процессами с общими ограничениями, которые важно понимать.
Требование вакуума
Необходимость в вакуумной камере высокого разрежения является величайшей силой и самым большим ограничением этой технологии. Она защищает материал, но ограничивает максимальный размер детали, которую можно изготовить или сварить, и добавляет значительное время к каждому циклу для откачки камеры.
Высокие первоначальные инвестиции
Системы электронного луча сложны и дороги в покупке, установке и обслуживании. Они требуют значительной инфраструктуры, включая высоковольтные источники питания и радиационную защиту (из-за генерации рентгеновских лучей), и требуют высококвалифицированных операторов.
Ограничения, специфичные для процесса
Детали EBM часто имеют более грубую чистоту поверхности, чем детали, изготовленные другими аддитивными методами, и могут потребовать последующей механической обработки. Для EBW лучу требуется прямая видимость соединения, что может сделать невозможной сварку некоторых сложных или скрытых геометрий.
Выбор правильного варианта для вашего применения
Выбор правильного процесса электронного луча полностью зависит от вашей производственной цели.
- Если ваша основная цель — создание сложной монолитной детали по цифровому дизайну: EBM — правильная технология для аддитивного производства новых компонентов с оптимизированной геометрией и внутренними элементами.
- Если ваша основная цель — соединение двух или более металлических компонентов с высокопрочным, точным швом: EBW — превосходный выбор для высоконадежной сварки, особенно для толстых секций или реактивных материалов.
- Если ваша основная цель — достижение безупречных свойств материала без атмосферного загрязнения: Оба процесса идеальны, поскольку общая вакуумная среда защищает металл от окисления и примесей.
Понимание этого фундаментального различия между построением и соединением — это первый шаг к использованию мощи технологии электронного луча для решения вашей конкретной инженерной задачи.
Сводная таблица:
| Процесс | Основная функция | Ключевые области применения | Ключевые материалы |
|---|---|---|---|
| Электронно-лучевое плавление (EBM) | Создание новых деталей (Аддитивное производство) | Лопатки турбин, конструктивные кронштейны, медицинские имплантаты | Титан, Алюминид титана |
| Электронно-лучевая сварка (EBW) | Соединение существующих деталей (Высоконадежная сварка) | Компоненты авиационных двигателей, сосуды под давлением, сборки из реактивных металлов | Титан, Цирконий, Вольфрам, Молибден |
Готовы использовать технологию электронного луча для ваших высокопроизводительных производственных нужд?
Независимо от того, разрабатываете ли вы сложные аэрокосмические компоненты, создаете индивидуальные медицинские имплантаты или свариваете сложные материалы, опыт KINTEK в области передового лабораторного и производственного оборудования может помочь вам достичь превосходных результатов. Наша команда может проконсультировать вас по выбору правильной технологии для вашего конкретного применения, обеспечивая оптимальное качество деталей и эффективность процесса.
Свяжитесь с KINTEL сегодня, чтобы обсудить, как наши решения могут продвинуть ваши проекты в области аддитивного производства и высокоточной сварки.
Визуальное руководство
Связанные товары
- Тигли для электронно-лучевого испарения, тигли для электронных пушек для испарения
- Трехмерный электромагнитный просеивающий прибор
- Электрохимическая ячейка для оценки покрытий
- Настраиваемые электролизеры PEM для различных исследовательских применений
- Производитель заказных деталей из ПТФЭ-тефлона для чашек Петри и выпарительных чаш
Люди также спрашивают
- Каковы эффекты магнетронного распыления? Получите высококачественные, долговечные тонкие пленки для вашей лаборатории
- Что такое распыление? Полное руководство по нанесению высококачественных тонких пленок
- Какова основа магнетронного напыления? Освоение высококачественного нанесения тонких пленок
- Что такое магнетронное распыление? Руководство по высококачественному осаждению тонких пленок
- Как называется контейнер, в котором находится металлический исходный материал при электронно-лучевом испарении? Обеспечьте чистоту и качество при осаждении тонких пленок



















