Спекание карбида вольфрама — это точный, многоступенчатый процесс нагрева, который превращает спрессованный порошок в полностью плотный, высокоэффективный материал. Процесс включает нагрев «сырой» детали — хрупкого компакта из зерен карбида вольфрама (WC) и металлического связующего, такого как кобальт, — в контролируемой печи до тех пор, пока связующее не расплавится, не заполнит пустоты и не сплавит структуру в твердую массу при охлаждении.
Спекание часто рассматривается как единый этап нагрева, но его успех полностью зависит от предшествующих этапов порошковой металлургии. Истинный контроль над свойствами конечного продукта — его твердостью, ударной вязкостью и износостойкостью — достигается пониманием всего пути от исходного порошка до готовой детали.

Более широкий контекст: порошковая металлургия
Прежде чем деталь попадет в печь для спекания, она проходит несколько критических этапов подготовки. Окончательное качество определяется здесь.
Этап 1: Подготовка сырья
Процесс начинается с чрезвычайно мелких порошков. Обычно это комбинация карбида вольфрама (WC), который обеспечивает твердость, и кобальтового (Co) связующего, которое обеспечивает ударную вязкость.
Размер частиц и чистота этих исходных порошков имеют первостепенное значение, поскольку они напрямую влияют на окончательную микроструктуру и характеристики спеченной детали.
Этап 2: Измельчение и смешивание
Порошки WC и Co смешиваются вместе, часто с прессовочной смазкой, в процессе, называемом измельчением.
Цель состоит в том, чтобы создать идеально однородную смесь. Любая несогласованность в этой смеси приведет к дефектам, непостоянной плотности и плохой производительности конечного продукта.
Этап 3: Компактирование «сырой» детали
Этот однородный порошок затем прессуется в желаемую форму с использованием огромного давления.
Полученный объект известен как «сырой» компакт. Он хрупкий и пористый, но сохраняет свою форму, готовый к трансформационному нагреву в печи для спекания.
Внутри печи: Четыре основных этапа спекания
После формирования «сырой» детали начинается сам процесс спекания. Это происходит в вакуумной печи или печи с контролируемой атмосферой для предотвращения окисления.
Этап 1: Удаление связующего и предварительное спекание
По мере медленного повышения температуры (обычно до ~600°C) прессовочные смазки и любые другие формовочные агенты выгорают.
Этот этап очищает материал и создает пути для выхода газов. Деталь приобретает некоторую начальную прочность, но все еще остается очень пористой.
Этап 2: Твердофазное спекание
По мере дальнейшего повышения температуры, но оставаясь ниже точки плавления связующего, частицы начинают сплавляться в точках контакта.
Этот процесс, движимый атомной диффузией, начинает сжимать деталь и уменьшать пористость. Структура становится более консолидированной, но значительные пустоты остаются.
Этап 3: Жидкофазное спекание
Это самый критический этап. Температура поднимается выше точки плавления кобальтового связующего (около 1350-1500°C).
Теперь жидкий кобальт действует как растворитель, заполняя оставшиеся пустоты за счет капиллярного действия. Он стягивает твердые зерна карбида вольфрама вместе, устраняя почти всю пористость и вызывая значительную усадку детали.
Этап 4: Охлаждение
Деталь охлаждается строго контролируемым образом. Это крайне важно для затвердевания кобальтовой матрицы вокруг зерен WC без возникновения термического шока или растрескивания.
Окончательная микроструктура, а следовательно, и свойства материала, фиксируются на этом заключительном этапе.
Понимание критических компромиссов
Параметры цикла спекания — это постоянный баланс конкурирующих свойств.
Твердость против ударной вязкости
Соотношение карбида вольфрама и кобальта является основным определяющим фактором окончательных характеристик материала.
Более высокое содержание кобальта приводит к более вязкому, более ударопрочному материалу, но за счет твердости и износостойкости. И наоборот, меньшее количество кобальта означает более твердый, но более хрупкий материал.
Контроль размера зерна
Слишком длительное спекание или спекание при слишком высокой температуре может привести к увеличению зерен карбида вольфрама.
Более крупные зерна обычно снижают твердость и износостойкость. Добавки, известные как ингибиторы роста зерна, часто используются для поддержания тонкой микроструктуры во время жидкофазного спекания.
Дефекты спекания
Неправильно контролируемый процесс может привести к критическим дефектам. К ним относятся пористость (неполное уплотнение), скопление кобальта (неравномерное распределение связующего) или внутреннее растрескивание.
Эти дефекты нарушают структурную целостность детали и часто вызваны плохим начальным смешиванием, неправильными скоростями нагрева или загрязненной атмосферой печи.
Применение принципов спекания к вашей цели
Идеальный процесс спекания определяется предполагаемым применением конечной детали.
- Если ваша основная цель — максимальная износостойкость и твердость: Вы будете стремиться к более низкому содержанию кобальта и мелкому размеру зерен карбида вольфрама, что требует тщательного контроля времени и температуры спекания для предотвращения роста зерен.
- Если ваша основная цель — ударопрочность и вязкость: Вы будете использовать более высокое содержание кобальта, так как именно пластичная кобальтовая матрица поглощает энергию и предотвращает разрушение.
- Если ваша основная цель — общее качество и стабильность: Ваш контроль над чистотой исходного порошка, однородностью смешивания и чистой атмосферой печи более важен, чем любой отдельный параметр спекания.
В конечном итоге, освоение спекания карбида вольфрама заключается в использовании тепла и контролируемой атмосферы для превращения хрупкого порошкового компакта в полностью плотный, исключительно прочный компонент.
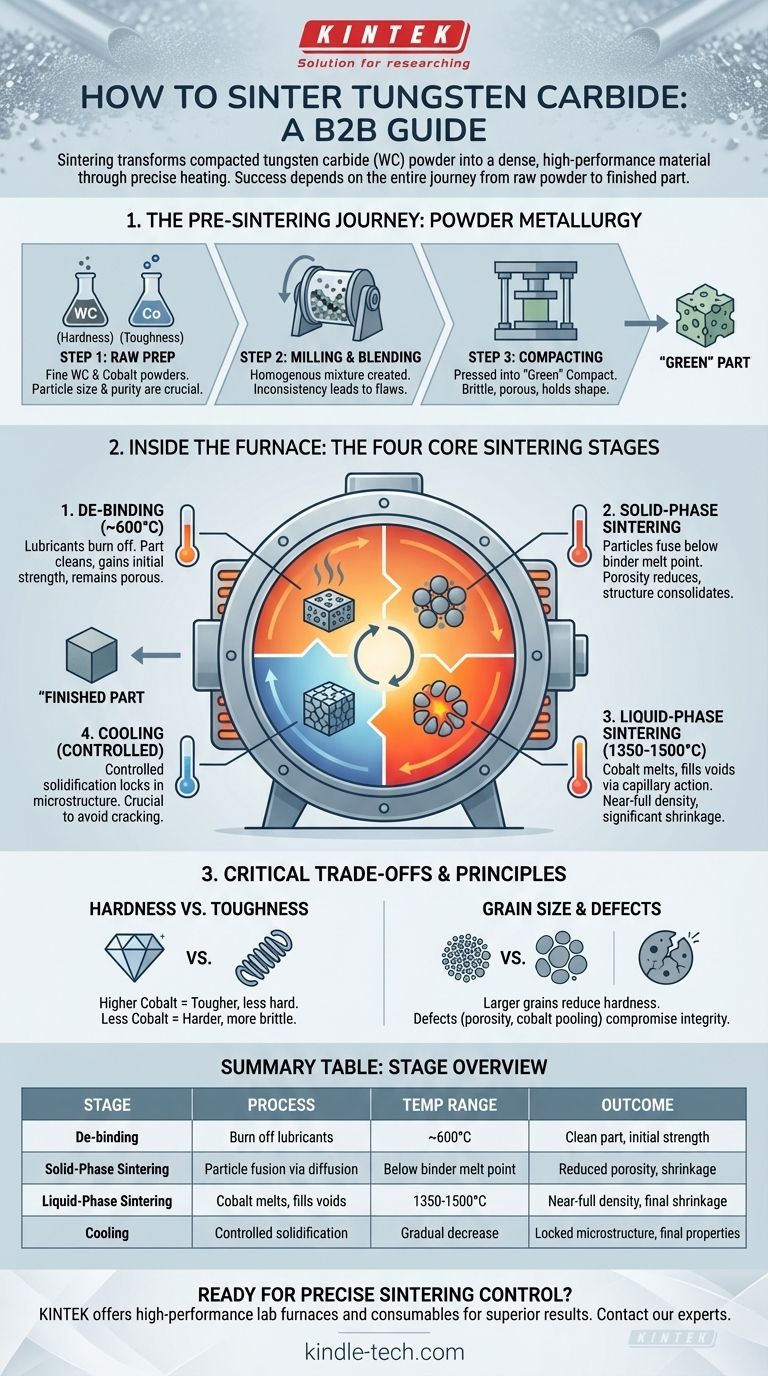
Сводная таблица:
| Этап спекания | Ключевой процесс | Температурный диапазон | Результат |
|---|---|---|---|
| Удаление связующего | Выжигание смазок | ~600°C | Чистая деталь, начальная прочность |
| Твердофазное спекание | Сплавление частиц путем диффузии | Ниже точки плавления связующего | Уменьшение пористости, усадка |
| Жидкофазное спекание | Кобальт плавится, заполняет пустоты | 1350-1500°C | Почти полная плотность, окончательная усадка |
| Охлаждение | Контролируемое затвердевание | Постепенное снижение | Зафиксированная микроструктура, окончательные свойства |
Готовы добиться точного контроля над процессом спекания карбида вольфрама? KINTEK специализируется на высокопроизводительных лабораторных печах и расходных материалах, разработанных для требовательных применений порошковой металлургии. Наше оборудование обеспечивает равномерный нагрев, контролируемую атмосферу и надежные результаты для превосходных свойств материала. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать потребности вашей лаборатории в спекании и повысить качество вашей продукции.
Визуальное руководство
Связанные товары
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
- Печь для вакуумной термообработки и спекания с давлением воздуха 9 МПа
Люди также спрашивают
- Что происходит с вольфрамом при нагревании? Откройте для себя его исключительную термостойкость и уникальные свойства
- Какова самая высокая температура плавления молибдена? 2622°C для применения в условиях экстремального нагрева
- Как высокотемпературная вакуумная печь для спекания способствует образованию пористых материалов Fe-Cr-Al?
- Какова температура плавления вольфрама в вакууме? Реальный предел — сублимация, а не плавление
- Почему для ПСП необходимо использовать спекающие добавки? Достижение полной плотности в сверхвысокотемпературной керамике



















