
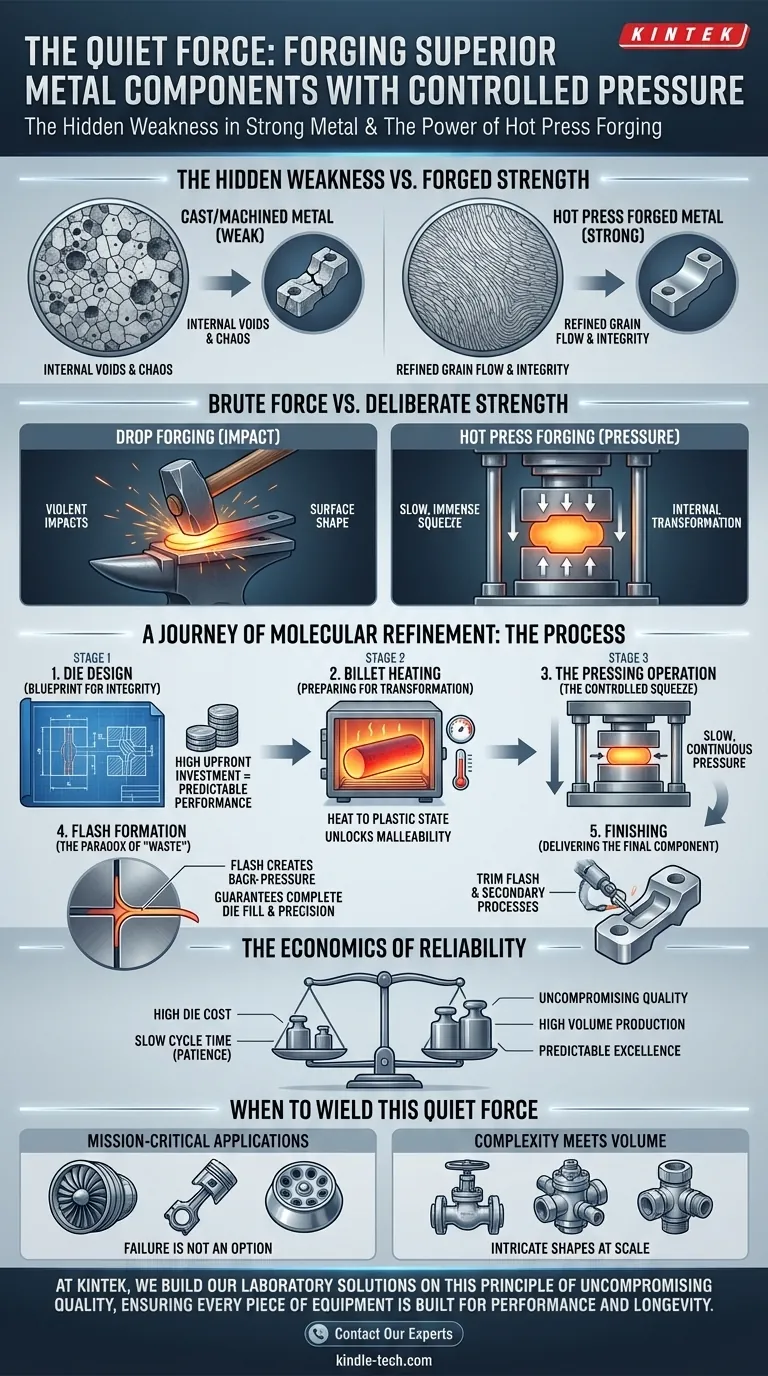
Скрытая слабость в прочном металле
Представьте себе критически важный компонент внутри высокоскоростной лабораторной центрифуги или конструктивный элемент промышленного пресса. Невооруженным глазом он кажется монолитным, воплощением прочности. Однако его истинная уязвимость скрыта глубоко внутри его кристаллической структуры — микроскопический ландшафт границ зерен и потенциальных пустот.
Катастрофический отказ часто начинается на этом невидимом уровне. Именно поэтому метод формовки металлической детали так же важен, как и сам металл. Дело не только в создании формы; дело в том, чтобы придать целостность изнутри.
Грубая сила против преднамеренной прочности
Когда мы думаем о ковке, мы часто представляем себе яростные, ударные удары молота. Это один из способов, известный как штамповка с падающим весом. Но есть более тихий, более методичный подход: горячая штамповка под давлением.
Вместо серии ударов, горячая штамповка под давлением применяет одно, непрерывное и огромное давление. Это разница между ударом по тесту и медленным его вымешиванием. Один создает поверхностную форму, но другой полностью трансформирует внутреннюю структуру. Это медленное приложение силы является ключом к получению превосходных механических свойств.
Путешествие молекулярного усовершенствования
Путь от сырой металлической заготовки до детали с высоким сопротивлением усталости — это мастер-класс по контролируемой металлургии. Каждый шаг преднамерен, разработан для организации внутреннего хаоса металла в однородную, устойчивую структуру.
H3: Чертеж целостности: Дизайн инструмента и штампа
Процесс начинается не с тепла или давления, а с инженерии. Штампы — формы из закаленной стали — тщательно спроектированы. Они являются чертежом окончательной формы детали и, что более важно, ее внутреннего потока зерен.
Значительные первоначальные затраты на эти штампы — это не просто стоимость формы; это инвестиция в окончательную, предсказуемую производительность детали.
H3: Подготовка к трансформации: Нагрев заготовки
Далее заготовка из сырого металла нагревается в печи. Цель — не расплавить ее, а довести до точной температуры, при которой она станет пластичной и податливой.
Это момент, когда жесткая кристаллическая решетка металла разблокируется, делая его восприимчивым к изменениям без растрескивания или ослабления. Он готов к трансформации.
H3: Контролируемое сжатие: Операция прессования
Нагретая заготовка помещается в нижний штамп. Затем гидравлический или механический пресс медленно, мощно и непрерывно опускает верхний штамп.
Это давление проникает глубоко в сердцевину металла, заставляя зерна переориентироваться и усовершенствоваться вдоль контуров штампа. Пустоты сжимаются и устраняются. Результатом является плотная, однородная структура зерна, которая придает детали исключительное сопротивление усталости и предел прочности на разрыв.
H3: Парадокс "отходов": Роль облоя
При закрытии штампов небольшое количество избыточного материала выдавливается в тонкую ленту вокруг детали. Это называется "облой".
Облой — это не дефект, а важная, запланированная особенность. Поскольку эта тонкая лента остывает и сопротивляется течению, она создает обратное давление внутри полости штампа. Это давление гарантирует, что металл полностью заполнит каждую сложную деталь формы, создавая деталь почти конечной формы с невероятной точностью. То, что кажется отходами, на самом деле является гарантией качества.
Экономика надежности
Выбор горячей штамповки под давлением — это стратегическое решение, обусловленное четким пониманием компромиссов.
- Высокая стоимость уверенности: Прочные, термостойкие штампы дороги. Это делает процесс наиболее подходящим для средних и крупных серий производства, где затраты могут быть амортизированы за счет тысяч надежных деталей. Это цена, уплаченная за предсказуемое превосходство.
- Терпение как инженерная добродетель: Медленное время цикла является прямой компромиссом ради качества. Скорость приносится в жертву, чтобы давление успело оказать свое магическое воздействие глубоко внутри материала, — компромисс, который является обязательным для критически важных применений.
| Ключевой этап | Основное действие | Основной результат |
|---|---|---|
| Дизайн штампа | Разработка высокопрочного инструментария | Определяет геометрию детали и внутреннюю целостность |
| Нагрев заготовки | Нагрев металла до пластического состояния | Раскрывает пластичность материала |
| Прессование | Применение медленного, непрерывного давления | Усовершенствует и выравнивает структуру зерна |
| Формирование облоя | Управление потоком избыточного материала | Обеспечивает полное заполнение штампа и четкую детализацию |
| Финишная обработка | Обрезка облоя и выполнение вторичных процессов | Поставляет окончательный, точный компонент |
Когда использовать эту тихую силу
В конечном счете, решение использовать горячую штамповку под давлением является психологическим, основанным на том, насколько вы готовы принять риск.
- Выбирайте его, когда отказ недопустим. Для критически важных деталей в аэрокосмической, автомобильной промышленности или высокопроизводительном лабораторном оборудовании усовершенствованная структура зерна обеспечивает запас прочности, который не могут обеспечить другие процессы.
- Выбирайте его, когда сложность должна сочетаться с объемом. Для сложных форм, которые необходимо надежно и последовательно производить в больших масштабах, процесс оправдывает первоначальные инвестиции.
В лаборатории целостность каждой детали — от ротора центрифуги до клапана в системе высокого давления — имеет первостепенное значение. Оборудование надежно настолько, насколько надежен его самый слабый компонент. Понимание глубокой металлургической дисциплины, стоящей за таким процессом, как горячая штамповка под давлением, отличает надежные инструменты от потенциальных рисков.
В KINTEK мы строим наши лабораторные решения на этом самом принципе бескомпромиссного качества, гарантируя, что каждое оборудование создано для производительности и долговечности. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-форма для шариков для лаборатории
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования 25Т 30Т 50Т
- Ручной гидравлический пресс с нагревательными плитами для лабораторного горячего прессования
Связанные статьи
- Гидравлическая дилемма: одноосное против двухосного давления в производстве современных материалов
- Физика совершенства: почему вакуум — самый мощный инструмент материаловеда
- Победа над пустотой: Тихая сила вакуумного горячего прессования
- Невидимая физика совершенства: управление теплом, давлением и временем
- Этапы работы термопресса и меры предосторожности


















