Высокая стоимость производственной пресс-формы является прямым отражением ее сущности: это изготовленное на заказ, высокоточное промышленное оборудование. Ее цена обусловлена не простым металлическим блоком, а огромным объемом квалифицированного труда, временем на сложную обработку и высококачественными материалами, необходимыми для создания инструмента, способного производить тысячи или миллионы идентичных деталей с исключительной точностью и скоростью.
Ценник на пресс-форму может шокировать, пока вы не измените свою точку зрения. Вы покупаете не деталь; вы заказываете долговечную, специально спроектированную машину, единственная цель которой — идеально и эффективно воспроизводить ваш дизайн в масштабе. Стоимость — это инвестиция в производственные возможности, а не просто расход.

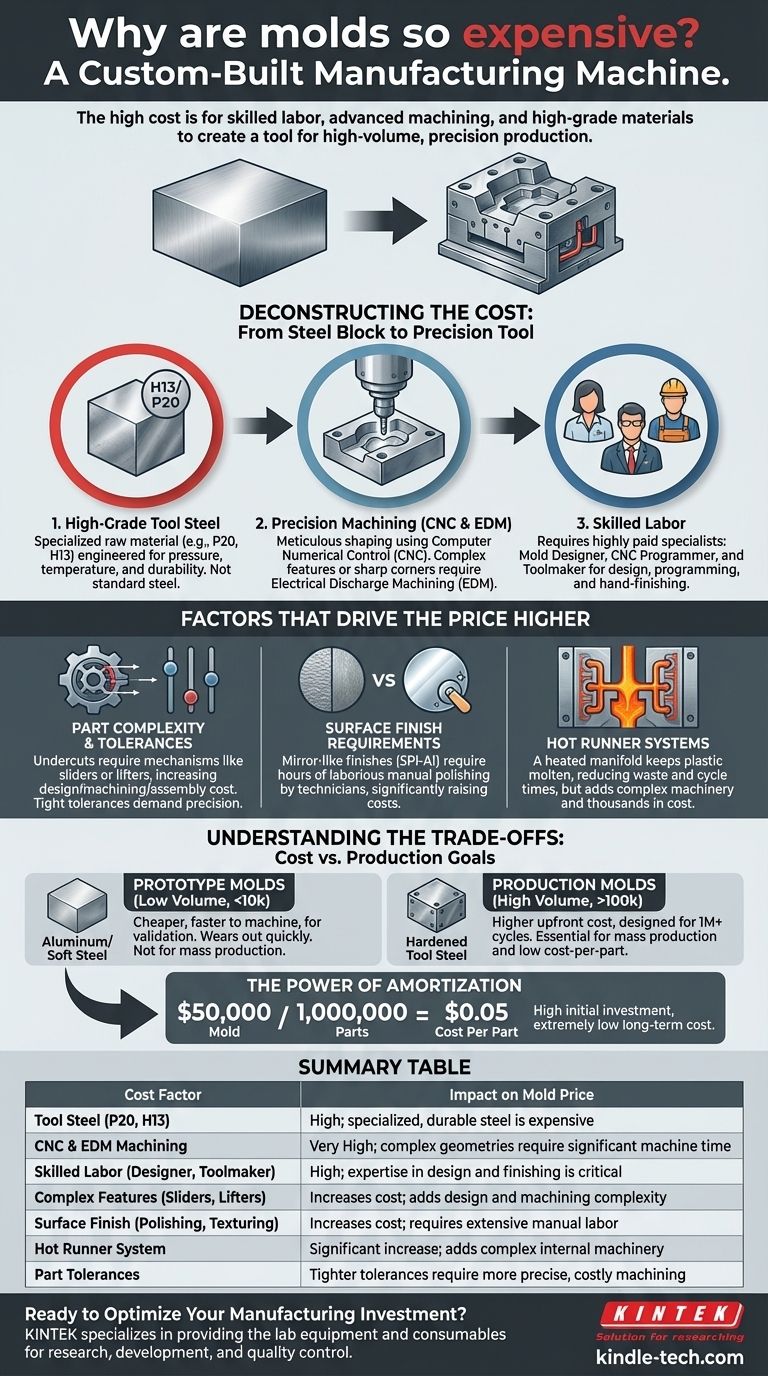
Деконструкция стоимости: от стального блока до прецизионного инструмента
Пресс-форма начинается как блок специализированной стали и преобразуется посредством ряда дорогостоящих, трудоемких процессов. Каждый шаг значительно увеличивает стоимость, но необходим для создания надежного производственного инструмента.
Основа: высококачественная инструментальная сталь
Сам сырьевой материал является основным фактором стоимости. Пресс-формы не изготавливаются из стандартной, недорогой стали. Они строятся из высококачественной инструментальной стали, такой как P20 или H13.
Эта специализированная сталь разработана для того, чтобы выдерживать огромное давление и высокие температуры процесса литья под давлением в течение сотен тысяч циклов без деформации или износа. Закаленные инструментальные стали, такие как H13, используемые для производства миллионов деталей, еще дороже и значительно сложнее в обработке, что еще больше увеличивает затраты.
Основной процесс: прецизионная обработка
Это самый большой фактор затрат. Стальной блок тщательно формируется с использованием ЧПУ (числового программного управления). Компьютерный резец вырезает полость — негативное пространство вашей детали — из цельного блока.
Чем сложнее геометрия вашей детали, тем больше времени требуется на обработку. Такие особенности, как мелкие детали, глубокие ребра или изогнутые поверхности, требуют более длинных и сложных траекторий обработки. Для острых внутренних углов или элементов, до которых фрезерный инструмент физически не может добраться, используется еще более специализированный процесс, называемый электроэрозионной обработкой (ЭЭО), который медленнее и добавляет дополнительные затраты.
Человеческий фактор: квалифицированный труд и дизайн
Создание пресс-формы требует команды высокооплачиваемых специалистов. Все начинается с конструктора пресс-форм, инженера, который переводит дизайн вашей детали в функциональную пресс-форму, планируя такие вещи, как поток материала, каналы охлаждения и выталкивание детали.
Затем программист ЧПУ создает сложные траектории для станка, а квалифицированный инструментальщик контролирует весь процесс, от настройки станка до окончательной сборки и ручной доводки. Часы работы этих экспертов составляют значительную часть окончательного счета.
Факторы, которые повышают цену
Помимо базового производственного процесса, специфические особенности конструкции вашей детали могут значительно увеличить сложность и стоимость пресс-формы.
Сложность детали и допуски
Если ваша деталь имеет поднутрения — элементы, которые препятствуют ее прямому извлечению из пресс-формы, — пресс-форма должна включать сложные механизмы. Это могут быть ползуны (боковые действия) или подъемники, которые перемещаются на место перед впрыском, а затем отводятся, чтобы позволить детали быть извлеченной. Это значительно увеличивает затраты на проектирование, обработку и сборку.
Аналогично, требование жестких допусков означает, что пресс-форма должна быть обработана с исключительной точностью, что требует более тщательной настройки, более низких скоростей обработки и более строгих проверок качества, что все вместе увеличивает стоимость.
Требования к чистоте поверхности
Отделка вашей пластиковой детали является прямой копией отделки внутри полости пресс-формы. Стандартная, обработанная поверхность является самым дешевым вариантом.
Однако, если вам требуется текстурированная или сильно полированная, зеркальная поверхность (стандарт SPI-A1), стоимость резко возрастает. Этот уровень отделки достигается часами трудоемкой, ручной полировки высококвалифицированным специалистом.
Системы горячего канала
Пресс-форме нужен способ для расплавленного пластика попасть в полость. Базовая система холодного канала — это простой канал, который застывает вместе с деталью и выбрасывается как отходы.
Система горячего канала — это нагреваемый коллектор, который поддерживает пластик расплавленным до самой детали. Это исключает отходы и может сократить время цикла, но по сути это сложный механизм, встроенный внутрь вашей пресс-формы, что добавляет тысячи или десятки тысяч долларов к первоначальной стоимости.
Понимание компромиссов: стоимость против производственных целей
Самая распространенная ошибка — попытка сэкономить на качестве пресс-формы, чтобы сократить первоначальные инвестиции. Этот подход почти всегда приводит к более высоким затратам и производственным проблемам в будущем.
Миф о "дешевой" пресс-форме
Плохо сделанная, "дешевая" пресс-форма — это обуза. Она может страдать от преждевременного износа, производить детали с дефектами, такими как облой или утяжки, и требовать частых простоев для обслуживания. Стоимость потерянного времени производства и дефектных деталей быстро перевешивает любую первоначальную экономию.
Прототипные пресс-формы против производственных пресс-форм
Для мелкосерийного производства (обычно менее 10 000 единиц) можно использовать пресс-форму из более мягкой стали или даже высококачественного алюминия. Эти материалы дешевле и быстрее в обработке, что приводит к значительно более низкой первоначальной стоимости. Однако они быстро изнашиваются и не подходят для массового производства.
Производственная пресс-форма из закаленной инструментальной стали (например, H13) стоит значительно дороже, но рассчитана на 1 000 000+ циклов. Выбор полностью зависит от вашего производственного прогноза.
Сила амортизации
Высокая первоначальная стоимость производственной пресс-формы становится незначительной, если распределить ее на большой объем деталей. Пресс-форма за 50 000 долларов, которая производит один миллион деталей, добавляет всего 0,05 доллара к стоимости каждой отдельной детали. Это фундаментальный экономический принцип литья под давлением: высокие первоначальные инвестиции для чрезвычайно низкой стоимости за деталь.
Правильный выбор для вашего проекта
Правильная стратегия пресс-формы полностью зависит от ваших производственных целей. Соответствующие первоначальные инвестиции имеют решающее значение для успеха.
- Если ваша основная цель — быстрое прототипирование или низкосерийная проверка (<10 000 единиц): Рассмотрите пресс-форму из более мягкой стали или алюминия, чтобы минимизировать первоначальные инвестиции при проверке вашего дизайна.
- Если ваша основная цель — массовое производство и самая низкая стоимость за деталь (>100 000 единиц): Инвестируйте в высококачественную, многогнездную пресс-форму из закаленной стали, возможно, с системой горячего канала, чтобы максимизировать эффективность и долговечность.
- Если ваша основная цель — баланс стоимости для средних объемов (10 000–100 000 единиц): Одногнездная пресс-форма из инструментальной стали P20 является рабочей лошадкой отрасли, обеспечивая надежное и экономичное решение для большинства применений.
Понимание того, что пресс-форма является долгосрочным производственным активом, а не одноразовым расходом, является ключом к разумным инвестициям в будущее вашего продукта.
Сводная таблица:
| Фактор стоимости | Влияние на цену пресс-формы |
|---|---|
| Инструментальная сталь (P20, H13) | Высокое; специализированная, прочная сталь дорога |
| Обработка на ЧПУ и ЭЭО | Очень высокое; сложные геометрии требуют значительного машинного времени |
| Квалифицированный труд (конструктор, инструментальщик) | Высокое; опыт в проектировании и доводке критически важен |
| Сложные элементы (ползуны, подъемники) | Увеличивает стоимость; добавляет сложность проектирования и обработки |
| Чистота поверхности (полировка, текстурирование) | Увеличивает стоимость; требует обширного ручного труда |
| Система горячего канала | Значительное увеличение; добавляет сложный внутренний механизм |
| Допуски детали | Более жесткие допуски требуют более точной, дорогостоящей обработки |
Готовы оптимизировать свои производственные инвестиции?
Ориентироваться в стоимости и спецификациях пресс-форм сложно. KINTEK специализируется на предоставлении лабораторного оборудования и расходных материалов, необходимых для исследований, разработок и контроля качества в производственных процессах. Независимо от того, занимаетесь ли вы прототипированием или масштабированием производства, наличие правильных инструментов имеет решающее значение для успеха.
Позвольте нам помочь вам оснастить вашу лабораторию для эффективности и точности. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут поддержать ваш проект от концепции до конечного продукта.
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Лабораторная пресс-форма для инфракрасного излучения
- Пресс-форма кольцевая для лабораторных применений
- Инфракрасная пресс-форма без извлечения образца для лабораторных применений
- Пресс-форма специальной формы для лаборатории
Люди также спрашивают
- В какой отрасли используется литье под давлением? От медицины до автомобилестроения — оно повсюду
- Каковы этапы процесса формования? Руководство по формованию пластика, металла и керамики
- В чем важность термопластавтомата? Открытие возможностей высокообъемного, точного производства
- Каковы 5 этапов литья под давлением? Руководство по эффективному, высококачественному производству
- Каково применение термопластавтоматов? Обеспечение массового производства сложных деталей



















