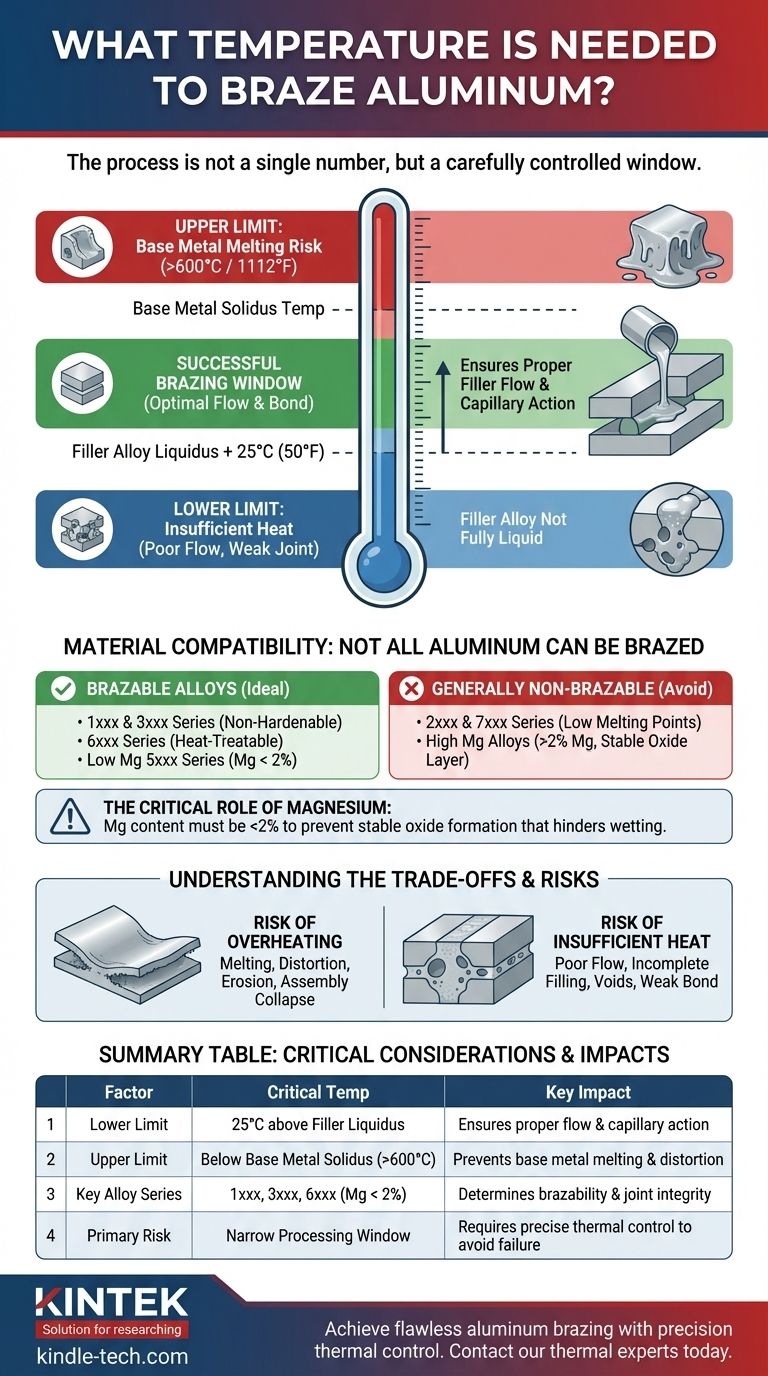
Для успешной пайки алюминия температура процесса — это не одно число, а тщательно контролируемое окно. Температура должна быть достаточно высокой, чтобы расплавить присадочный сплав, но достаточно низкой, чтобы основной алюминий оставался твердым. Как правило, температура солидуса основного алюминиевого сплава должна быть выше 600°C (1112°F), чтобы считаться пригодным для пайки.
Основная проблема пайки алюминия заключается в поддержании температуры, которая лишь немного превышает температуру плавления вашего присадочного материала, но при этом остается значительно ниже температуры плавления соединяемых алюминиевых деталей. Это критическое температурное окно является ключом к получению прочного и успешного соединения.

Основной принцип: Температурное окно пайки
Успешная пайка происходит в определенном термическом диапазоне. Понимание верхнего и нижнего пределов этого окна, определяемых вашими материалами, имеет решающее значение для контроля процесса.
Нижний предел: Плавление присадочного сплава
Минимальная температура для процесса определяется присадочным металлом, также известным как паяльный сплав.
Вы должны нагреть узел как минимум на 25°C (50°F) выше температуры ликвидуса этого присадочного сплава. Температура ликвидуса — это температура, при которой сплав становится полностью жидким и может проникать в зазор за счет капиллярного действия.
Верхний предел: Защита основного металла
Максимально допустимая температура определяется соединяемыми алюминиевыми деталями.
Температура солидуса основного алюминия — точка, при которой он начинает плавиться — должна быть выше температуры пайки. Это гарантирует сохранение структурной целостности деталей на протяжении всего процесса.
Совместимость материалов: Не весь алюминий подлежит пайке
Конкретный сплав вашего основного металла является наиболее важным фактором, определяющим, возможна ли пайка вообще. Ключевыми являются достаточно высокая температура плавления и контролируемое содержание магния.
Алюминиевые сплавы, пригодные для пайки
Идеально подходят сплавы с температурой солидуса, безопасно превышающей температуру ликвидуса присадочного материала.
К ним относятся большинство не упрочняемых термической обработкой сплавов серий 1xxx и 3xxx, а также упрочняемые термической обработкой сплавы серии 6xxx. Некоторые сплавы серии 5xxx также подходят, но только при низком содержании магния.
Обычно непригодные для пайки сплавы
Многие распространенные высокопрочные сплавы имеют температуры плавления, слишком низкие для традиционных методов пайки.
К ним относятся большинство сплавов серий 2xxx и 7xxx. Их температуры солидуса часто ниже температуры ликвидуса стандартных алюминиевых присадочных металлов, что создает невозможный технологический диапазон.
Критическая роль магния
Содержание магния должно строго контролироваться, в идеале ниже 2%.
Более высокое содержание магния образует очень стабильный и прочный слой оксида на поверхности алюминия. Эта оксидная пленка мешает присадочному металлу смачивать поверхность и проникать в зазор, что приводит к разрушению соединения.
Понимание компромиссов и рисков
Достижение правильной температуры — это баланс. Отклонение от идеального окна сопряжено со значительными рисками, которые могут поставить под угрозу всю сборку.
Риск перегрева
Если температура слишком высока или выдержка слишком долгая, вы рискуете расплавить основной металл.
Это может привести к деформации деталей, эрозии в месте соединения или даже к полному разрушению сборки. Запас погрешности может быть весьма небольшим.
Риск недостаточного нагрева
Если температура слишком низкая, присадочный сплав не станет полностью жидким.
Это приводит к плохому заполнению и неполному заполнению зазора, создавая пустоты и слабые места. Полученное соединение будет ненадежным и не достигнет заданной прочности.
Правильный выбор для вашего применения
Выбор правильных материалов и контроль температуры процесса имеют первостепенное значение. Ваша цель определяет выбор материала.
- Если ваш основной фокус — структурная целостность: Используйте пригодные для пайки, упрочняемые термической обработкой сплавы, такие как серия 6xxx, которые позволяют проводить упрочнение после пайки.
- Если ваш основной фокус — общая сборка или теплообмен: Используйте распространенные не упрочняемые термической обработкой сплавы, такие как серии 1xxx или 3xxx, известные своей превосходной свариваемостью.
- Если ваш основной фокус — предотвращение отказа: Всегда проверяйте конкретное обозначение сплава и подтверждайте, что содержание магния ниже 2%, прежде чем пытаться паять.
В конечном счете, успешная пайка алюминия зависит от точного термического контроля в пределах окна, определяемого вашими конкретными материалами.
Сводная таблица:
| Фактор | Критическая температура / Соображение | Ключевое влияние |
|---|---|---|
| Нижний предел | На 25°C (50°F) выше температуры ликвидуса присадочного сплава | Обеспечивает правильное течение присадочного металла и капиллярное действие. |
| Верхний предел | Ниже температуры солидуса основного алюминиевого сплава (>600°C / 1112°F) | Предотвращает плавление основного металла и деформацию деталей. |
| Ключевые серии сплавов | 1xxx, 3xxx, 6xxx (с содержанием Mg < 2%) | Определяет пригодность к пайке и целостность соединения. |
| Основной риск | Узкое технологическое окно | Требует точного контроля температуры для предотвращения отказа. |
Достигайте безупречной пайки алюминия с помощью точного термического контроля.
Навигация по узкому температурному окну для пайки алюминия имеет решающее значение для создания прочных, надежных соединений без повреждения компонентов. Правильное оборудование обеспечивает точность и равномерность нагрева, необходимые для успеха.
KINTEK специализируется на высокоэффективных лабораторных печах и решениях для термической обработки, разработанных для сложных применений, таких как пайка алюминия. Наше оборудование обеспечивает точность и согласованность, необходимые вашей лаборатории для избежания рисков перегрева или недостаточного нагрева.
Позвольте нам помочь вам оптимизировать процесс пайки. Свяжитесь с нашими специалистами по термической обработке сегодня, чтобы обсудить ваши конкретные требования к применению и найти идеальное решение для нужд вашей лаборатории.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Алюминиевая трубка для печи (Al2O3) для передовых тонких керамических материалов
- Инженерный усовершенствованный тигель из тонкой глиноземной керамики Al2O3 для лабораторной муфельной печи
- Лабораторная трубчатая печь высокой температуры 1400℃ с корундовой трубкой
- Лабораторная трубчатая печь высокой температуры 1700℃ с алюминиевой трубкой
Люди также спрашивают
- Что такое вакуумная печь для термообработки? Полное руководство по обработке в контролируемой атмосфере
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает печь для вакуумной пайки? Достижение превосходного соединения металлов без использования флюса
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде



















