Для большинства распространенных применений пайка алюминия осуществляется при температуре от 577°C до 607°C (от 1070°F до 1125°F). Это не одно фиксированное число, а точный рабочий диапазон. Точная температура определяется конкретным используемым присадочным сплавом, и она должна быть достаточно высокой, чтобы расплавить этот припой, но безопасно ниже точки плавления алюминиевых деталей, которые вы соединяете.
Успешная пайка алюминия заключается не столько в достижении одного магического числа, сколько в управлении чрезвычайно узким температурным окном. Цель состоит в том, чтобы расплавить присадочный сплав, чтобы он мог затечь в шов, не расплавляя случайно основной металл — разница, которая может составлять всего 10°C (20°F).
Основной принцип: припой против основного металла
Чтобы правильно паять алюминий, вы должны понимать взаимосвязь между присадочным металлом, образующим шов, и основным металлом самих деталей.
Роль присадочного сплава
Температура пайки полностью диктуется присадочным сплавом (также называемым паяльным прутком или проволокой). Каждый сплав имеет температуру ликвидуса — точку, при которой он становится полностью жидким.
Фундаментальное правило состоит в том, чтобы нагреть сборку как минимум на 25°C (50°F) выше температуры ликвидуса присадочного сплава. Это гарантирует, что припой легко затечет в шов за счет капиллярного действия.
Очень распространенным припоем для алюминия является AA 4047 (алюминиево-кремниевый сплав), температура ликвидуса которого составляет приблизительно 577°C (1070°F). Вот почему нижняя граница диапазона пайки часто начинается здесь.
Ограничение основного металла
Верхний предел вашего температурного окна определяется температурой плавления основного алюминия, который вы соединяете. Вы должны оставаться безопасно ниже этой температуры, чтобы избежать катастрофического отказа.
Например, распространенный конструкционный сплав, такой как AA 6061, начинает плавиться (его температура солидуса) около 582°C (1080°F).
Критическое температурное окно
Когда вы сравниваете числа, проблема становится очевидной.
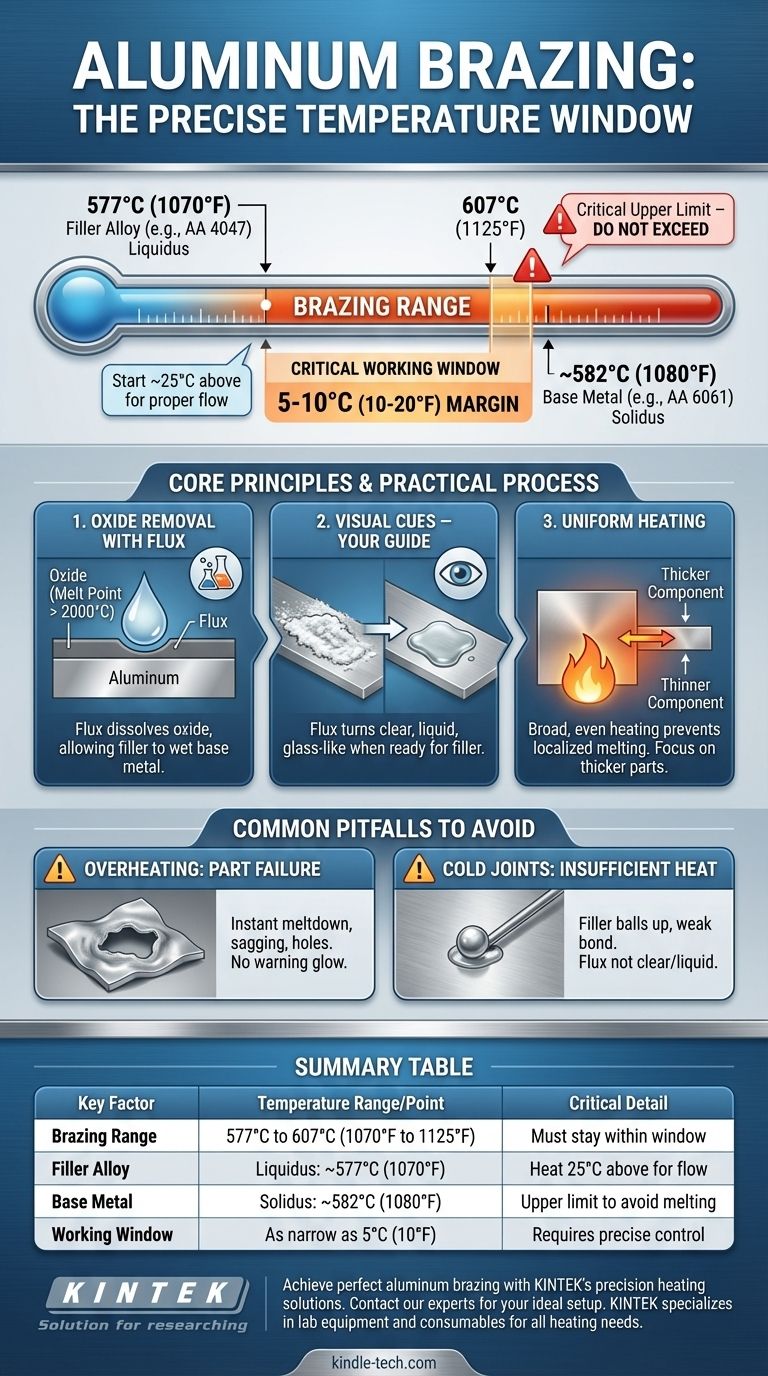
Вы должны быть горячее ликвидуса припоя (~577°C), но холоднее солидуса основного металла (~582°C). Это дает вам рабочее окно всего в несколько градусов. Этот крайне узкий предел является единственным наиболее критическим фактором при пайке алюминия.
Понимание практического процесса
Достижение правильной температуры — это лишь часть решения. Сам процесс имеет критически важные шаги, необходимые для успеха.
Удаление оксидного слоя с помощью флюса
Алюминий мгновенно образует прочный, прозрачный слой оксида алюминия. Этот оксид имеет температуру плавления более 2000°C (3600°F) и будет препятствовать соединению присадочного металла с алюминием под ним.
Этот слой необходимо удалить с помощью флюса. Паяльные флюсы для алюминия представляют собой химические соединения, которые активируются при температурах пайки, агрессивно растворяя оксидный слой и позволяя расплавленному припою смачивать основной металл.
Визуальные подсказки — ваш лучший ориентир
Термометры и температурные карандаши могут быть полезны, но наиболее надежным индикатором является сам флюс. Когда сборка достигает правильной температуры пайки, белый, корковый флюс превратится в прозрачный, жидкий, стекловидный слой.
Видя это "смачивающее" действие флюса, вы получаете сигнал о том, что деталь готова принять присадочный металл.
Важность равномерного нагрева
Поскольку температурное окно настолько узкое, неравномерный нагрев является основной причиной отказа. Если вы нагреете одно место слишком быстро, эта область расплавится раньше, чем остальная часть шва нагреется достаточно, чтобы принять припой.
Всегда нагревайте сборку широко и равномерно. При соединении деталей разной толщины сосредоточьте тепло на более толстом компоненте и позвольте ему передавать тепло более тонкому.
Распространенные ошибки, которых следует избегать
Понимание рисков является ключом к их предотвращению. Пайка алюминия не прощает ошибок.
Ошибка: перегрев и выход детали из строя
Это самый распространенный и драматичный отказ. Даже несколько секунд чрезмерного нагрева могут привести к образованию отверстия или провисанию и разрушению всей детали. Алюминий почти не дает визуальных предупреждений (например, свечения красным) перед плавлением.
Ошибка: недостаточный нагрев и "холодные" швы
Если основной металл недостаточно горячий, присадочный сплав не будет течь за счет капиллярного действия. Он будет "скатываться" на поверхности, создавая слабое, комковатое соединение без структурной целостности. Это часто происходит из-за нанесения припоя до того, как флюс станет прозрачным и жидким.
Ошибка: неправильное нанесение флюса
Использование слишком малого количества флюса приведет к неполной очистке оксидного слоя, что вызовет пустоты и слабые места в шве. Большинство флюсов для пайки алюминия являются коррозионными, поэтому крайне важно тщательно очистить деталь горячей водой и щеткой после пайки, чтобы предотвратить будущую коррозию.
Правильный выбор для вашей цели
Ваш подход должен определяться вашим конкретным применением и уровнем опыта.
- Если ваша основная цель — освоение процесса: Практикуйтесь на обрезках того же алюминиевого сплава. Используйте предварительно флюсованный паяльный пруток, чтобы упростить процесс и сосредоточиться на наблюдении за моментом, когда флюс становится прозрачным, а припой начинает течь.
- Если ваша основная цель — соединение деталей разной толщины: Сосредоточьте источник тепла на более толстой детали. Цель состоит в том, чтобы вся область соединения достигла температуры пайки в один и тот же момент.
- Если ваша основная цель — максимальная прочность соединения: Убедитесь, что ваши детали идеально чистые перед нанесением флюса. Чистое, хорошо подогнанное соединение позволяет капиллярному действию эффективно работать, втягивая припой глубоко в шов для полного соединения.
В конечном итоге, успешная пайка алюминия — это навык управления теплом, где вы учитесь доверять визуальным подсказкам флюса больше, чем показаниям температуры.
Сводная таблица:
| Ключевой фактор | Температурный диапазон/точка | Критическая деталь |
|---|---|---|
| Диапазон пайки | от 577°C до 607°C (от 1070°F до 1125°F) | Необходимо оставаться в этом окне |
| Присадочный сплав (например, AA 4047) | Ликвидус: ~577°C (1070°F) | Нагреть до 25°C выше для правильного течения |
| Основной металл (например, AA 6061) | Солидус: ~582°C (1080°F) | Критический верхний предел для предотвращения плавления |
| Рабочее окно | Всего 5°C (10°F) | Требует точного контроля температуры |
Добейтесь идеальных результатов пайки алюминия с прецизионными решениями для нагрева от KINTEK. Независимо от того, работаете ли вы в области исследований и разработок, производства или ремонта, наши лабораторные печи и оборудование для контроля температуры обеспечивают равномерный нагрев и точность, необходимые для освоения этого деликатного процесса. Не позволяйте узкому температурному окну компрометировать ваши соединения — свяжитесь с нашими экспертами сегодня, чтобы найти идеальную установку для пайки для ваших конкретных алюминиевых сплавов и требований к применению. KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя все ваши потребности в лабораторном нагреве.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Алюминиевая трубка для печи (Al2O3) для передовых тонких керамических материалов
- Инженерный усовершенствованный тигель из тонкой глиноземной керамики Al2O3 для лабораторной муфельной печи
- Лабораторная трубчатая печь высокой температуры 1400℃ с корундовой трубкой
- Лабораторная трубчатая печь высокой температуры 1700℃ с алюминиевой трубкой
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Каковы конкретные функции введения восстановительных или инертных газовых сред при вакуумной пайке?



















