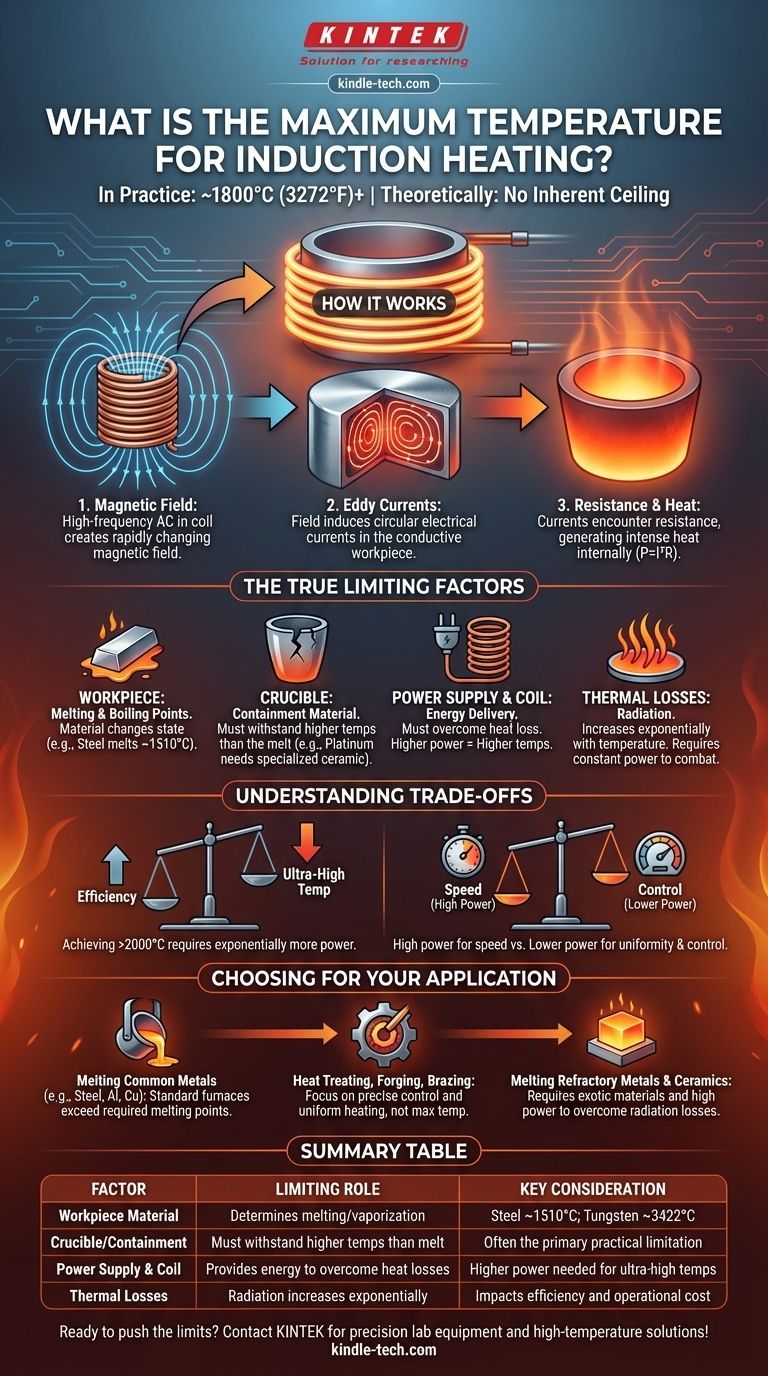
На практике системы индукционного нагрева легко достигают температур 1800°C (3272°F) и значительно выше. Однако теоретический максимум температуры определяется не самим индукционным процессом, а физическими свойствами нагреваемого материала и оборудования, в котором он находится.
Основной принцип, который необходимо понять, заключается в том, что индукционный нагрев не имеет внутреннего температурного потолка. Практические ограничения накладываются температурами плавления и испарения обрабатываемой детали, а также термостойкостью тигля или окружающих компонентов.

Как индукционный нагрев генерирует экстремальные температуры
Чтобы понять температурные пределы, мы должны сначала разобраться в механизме. Процесс основан на фундаментальных электромагнитных принципах для генерации тепла непосредственно внутри материала.
Роль магнитного поля
Индукционная система использует медную катушку, через которую пропускается высокочастотный переменный ток (AC). Это создает сильное и быстро меняющееся магнитное поле вокруг катушки.
Генерация вихревых токов в обрабатываемой детали
Когда электропроводящий материал, или обрабатываемая деталь, помещается внутрь этого магнитного поля, поле индуцирует в нем циркулирующие электрические токи. Они известны как вихревые токи (токи Фуко).
Сопротивление создает тепло
По мере протекания этих вихревых токов через материал они встречают электрическое сопротивление. Это сопротивление вызывает интенсивный локализованный нагрев — явление, описываемое формулой P = I²R (Мощность = Ток² × Сопротивление). Тепло генерируется внутри самой детали, а не от внешнего пламени или нагревательного элемента.
Истинные ограничивающие факторы температуры
Хотя процесс элегантен, достижение и поддержание сверхвысоких температур — это борьба с законами физики и материаловедения. «Максимальная температура» является функцией преодоления этих четырех ключевых ограничений.
Температура плавления и кипения обрабатываемой детали
Самый очевидный предел — это сам материал. Вы можете нагревать кусок стали до тех пор, пока он не расплавится (около 1510°C), а затем испарится (около 2862°C). Индукционный процесс может обеспечить энергию для этого, но материал изменит свое состояние, что часто и является целью в применении печей.
Тигель или материал удержания
Для процессов плавки обрабатываемая деталь помещается в контейнер, называемый тиглем. Этот тигель должен оставаться твердым при температурах, превышающих температуру плавления материала внутри него. Например, для плавки платины (~1770°C) требуется специальный керамический или графитовый тигель, способный выдерживать такой экстремальный нагрев. Тигель часто является основным практическим ограничением.
Источник питания и конструкция катушки
Количество энергии, подаваемой на обрабатываемую деталь, определяется выходной мощностью источника питания и индуктивной связью — эффективностью передачи магнитного поля между катушкой и деталью. Для достижения более высоких температур система должна подавать энергию быстрее, чем она теряется в окружающую среду. Это требует большей мощности и оптимизированной конструкции катушки.
Тепловые потери в окружающую среду
Чем горячее становится объект, тем быстрее он излучает тепло. При экстремальных температурах это излучение становится доминирующей формой тепловых потерь. Индукционная система должна обладать достаточной мощностью, чтобы постоянно преодолевать эти огромные тепловые потери для продолжения повышения или даже просто поддержания температуры.
Понимание компромиссов
Выбор или проектирование индукционной системы включает в себя балансирование конкурирующих факторов. Это не просто погоня за максимально возможной температурой.
Эффективность против температуры
Достижение сверхвысоких температур (выше 2000°C) требует экспоненциально большей мощности для борьбы с потерями на излучение. Эффективность системы снижается по мере роста целевой температуры, что значительно увеличивает эксплуатационные расходы.
Ограничения материала против желаемой цели
Материал, который вы хотите нагреть, определяет всю конструкцию системы. Если вам нужно расплавить вольфрам (температура плавления ~3422°C), ваша основная проблема — не индукционный процесс, а поиск тигельных материалов и изоляторов, способных выдержать эти условия.
Скорость против контроля
Система с очень высокой мощностью может достичь целевой температуры почти мгновенно. Однако это может вызвать термический шок, повреждающий деталь. Меньшая мощность обеспечивает более медленный, более равномерный нагрев и дает более тонкий контроль, что критически важно для таких применений, как закалка и отпуск.
Сделайте правильный выбор для вашего применения
Ваше применение, а не теоретический предел технологии, должно определять ваше решение.
- Если ваш основной фокус — плавка обычных металлов (например, стали, алюминия, меди): Стандартные индукционные печи более чем способны, поскольку их рабочие температуры легко и эффективно превышают требуемые точки плавления.
- Если ваш основной фокус — термообработка, ковка или пайка: Максимальная температура гораздо менее важна, чем точный контроль температуры и равномерный нагрев, которые являются ключевыми преимуществами индукции.
- Если ваш основной фокус — плавка тугоплавких металлов или передовой керамики: Успех вашего проекта будет зависеть от поиска экзотических материалов для удержания и проектирования системы с достаточной мощностью для преодоления экстремальных потерь тепла излучением.
В конечном счете, достижимая вами температура является прямой функцией конструкции вашей системы и фундаментальных свойств ваших материалов.
Сводная таблица:
| Фактор | Ограничивающая роль | Ключевое соображение |
|---|---|---|
| Материал заготовки | Определяет точку плавления/испарения | Сталь плавится при ~1510°C; Вольфрам при ~3422°C |
| Тигель/Контейнер | Должен выдерживать более высокие температуры, чем расплав | Часто является основным практическим ограничением |
| Источник питания и катушка | Обеспечивает энергию для преодоления тепловых потерь | Требуется большая мощность для сверхвысоких температур |
| Тепловые потери | Излучение экспоненциально возрастает с температурой | Влияет на эффективность и эксплуатационные расходы |
Готовы расширить границы высокотемпературной обработки? KINTEK специализируется на лабораторном оборудовании высокой точности и расходных материалах для сложных применений. Независимо от того, плавите ли вы тугоплавкие металлы или нуждаетесь в точной термообработке, наш опыт в системах индукционного нагрева и высокотемпературных материалах гарантирует, что ваша лаборатория будет работать с максимальной производительностью. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные температурные и материальные задачи!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Печь с контролируемой атмосферой азота и водорода
- Нагревательный гидравлический пресс 24Т 30Т 60Т с нагревательными плитами для лабораторного горячего прессования
Люди также спрашивают
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Почему в печи вакуумного горячего прессования для изготовления мишеней IZO необходимо поддерживать среду высокого вакуума?



















