На практике максимальная частота для большинства промышленных индукционных нагревателей находится в диапазоне низких однозначных мегагерц (МГц), обычно от 1 до 2 МГц. Хотя специализированное лабораторное оборудование или оборудование для обработки полупроводников может работать на более высоких частотах, подавляющее большинство коммерческих применений для нагрева металлов значительно ниже этого потолка. Более важный вопрос не в абсолютном максимуме, а в том, почему выбирается конкретная частота.
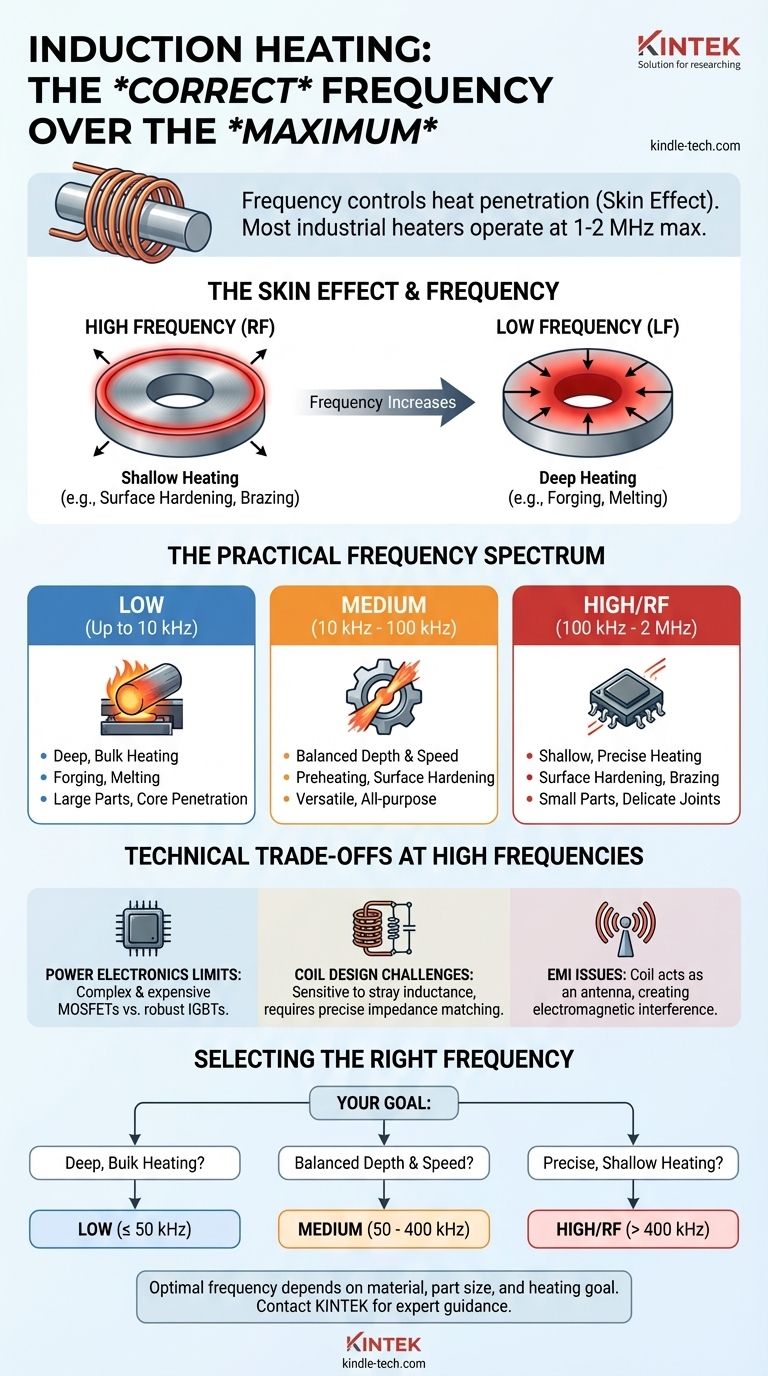
"Максимальная" частота менее важна, чем правильная частота. В индукционном нагреве частота является основным инструментом, используемым для контроля глубины проникновения тепла в материал — принцип, известный как скин-эффект. Выбор правильной частоты является наиболее важным решением для эффективного достижения желаемого результата нагрева.
Почему частота является наиболее важным параметром
Частота переменного тока в индукционной катушке напрямую определяет, как и где тепло генерируется в заготовке. Это не произвольная настройка; это фундаментальный физический контроль.
Введение в скин-эффект
Основной принцип, действующий здесь, — это скин-эффект. Когда переменное магнитное поле индуцирует ток в проводнике, этот ток имеет тенденцию концентрироваться на поверхности, или "коже", материала.
Чем выше частота, тем более выраженным становится этот эффект, заставляя ток течь в более тонком, более поверхностном слое. Это означает, что высокая частота равна поверхностному нагреву, в то время как низкая частота равна глубокому нагреву.
Высокая частота для поверхностного нагрева
Частоты в радиочастотном (РЧ) диапазоне (от 100 кГц до нескольких МГц) используются, когда требуется нагреть только поверхность детали.
Это идеально подходит для таких применений, как поверхностная закалка зубьев шестерни, где требуется твердый, износостойкий внешний слой, при этом сердцевина зуба остается прочной и пластичной. Другие применения включают пайку мелких, деликатных соединений или сварку тонкостенных труб.
Низкая частота для глубокого нагрева
Напротив, низкие и средние частоты (от сетевой частоты до ~50 кГц) используются для применений, требующих глубокого, равномерного проникновения тепла.
Это необходимо для таких процессов, как ковка, где весь слиток стали должен быть нагрет до сердцевины, прежде чем ему будет придана форма. Это также используется для плавки больших объемов металла или сквозной закалки больших валов.
Практический спектр индукционного нагрева
Системы индукционного нагрева обычно классифицируются по их рабочему диапазону частот, который напрямую соответствует их предполагаемым применениям.
Низкочастотные (НЧ) системы (до 10 кГц)
Эти системы являются основными для объемного нагрева. Они используют самые низкие частоты для глубокого проникновения тепла в крупные детали. Представьте себе нагрев массивных стальных заготовок или плавку целых тиглей металла.
Среднечастотные (СЧ) системы (от 10 кГц до 100 кГц)
Это универсальный, "многоцелевой" диапазон. Он обеспечивает хороший баланс между глубиной и скоростью нагрева, что делает его подходящим для предварительного нагрева деталей перед сваркой, поверхностной закалки компонентов среднего размера и различных применений ковки.
Радиочастотные (РЧ) системы (от 100 кГц и выше)
Как уже обсуждалось, это область точности и поверхностной обработки. РЧ-системы используются для неглубокой цементации, пайки и нагрева очень мелких деталей, где зона нагрева должна быть строго контролируемой. Большинство промышленных РЧ-систем работают в диапазоне от 100 кГц до 400 кГц, а специализированные применения достигают 1-2 МГц.
Понимание технических компромиссов
Переход к чрезвычайно высоким частотам не только излишен для большинства задач; он также технически сложен и неэффективен по нескольким причинам.
Пределы силовой электроники
Источники питания, которые управляют индукционными катушками, полагаются на твердотельные переключатели, такие как IGBT и MOSFET. IGBT надежны и могут выдерживать огромную мощность, но они медленнее, что делает их идеальными для низко- и среднечастотных систем. MOSFET намного быстрее и используются в РЧ-системах, но создание высокомощных систем с ними сложнее и дороже.
Проблема проектирования катушек
На очень высоких частотах индукционная катушка и вся цепь становятся чрезвычайно чувствительными к паразитной индуктивности и емкости. Достижение эффективной передачи мощности требует точного согласования импеданса, что становится все труднее по мере увеличения частоты. Катушка перестает вести себя как простой индуктор и начинает действовать как сложная линия передачи.
Проблема электромагнитных помех (ЭМП)
По мере увеличения частоты в РЧ-спектре индукционная катушка становится более эффективной антенной. Это означает, что она излучает больше электромагнитной энергии в окружающую среду вместо того, чтобы передавать ее в заготовку. Это не только неэффективно, но и создает значительные электромагнитные помехи (ЭМП), которые строго регулируются для предотвращения сбоев в работе другого электронного оборудования.
Выбор правильной частоты для вашего применения
Оптимальная частота всегда определяется материалом, размером детали и вашей конкретной целью нагрева. Не существует единой "лучшей" частоты, есть только правильный инструмент для работы.
- Если ваша основная цель — глубокий, объемный нагрев (например, ковка, плавка): Ваше применение требует низко- и среднечастотных систем (обычно ниже 50 кГц) для обеспечения проникновения тепла до сердцевины заготовки.
- Если ваша основная цель — поверхностная закалка или термообработка: Ваш выбор будет зависеть от требуемой глубины слоя. Средне- и высокочастотные системы (от 50 кГц до 400 кГц) являются стандартным выбором здесь.
- Если ваша основная цель — точный нагрев очень мелких деталей или неглубоких поверхностей: Вам нужна высокочастотная (РЧ) система, часто работающая выше 400 кГц, чтобы ограничить энергию очень малой и неглубокой областью.
В конечном итоге, выбор правильной частоты является ключом к успешному, эффективному и воспроизводимому процессу индукционного нагрева.
Сводная таблица:
| Диапазон частот | Типичные применения | Глубина нагрева |
|---|---|---|
| Низкая (до 10 кГц) | Ковка, плавка | Глубокий, объемный нагрев |
| Средняя (10 кГц - 100 кГц) | Предварительный нагрев, поверхностная закалка | Сбалансированная глубина и скорость |
| Высокая/РЧ (100 кГц - 2 МГц) | Поверхностная закалка, пайка | Неглубокий, точный нагрев |
Испытываете трудности с достижением нужной глубины проникновения тепла в вашем процессе? Эксперты KINTEK могут помочь. Мы специализируемся на лабораторном оборудовании и расходных материалах, предоставляя индивидуальные решения для ваших потребностей в индукционном нагреве. Независимо от того, требуется ли вам глубокий объемный нагрев для ковки или точная поверхностная обработка для закалки, наша команда поможет вам выбрать оптимальную частоту и оборудование. Свяжитесь с нами сегодня, чтобы обсудить ваше конкретное применение и повысить эффективность вашей лаборатории с помощью правильных технологий!
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Нагревательные элементы из карбида кремния (SiC) для электрических печей
- Лабораторная малогабаритная магнитная мешалка с постоянной температурой, нагреватель и мешалка
Люди также спрашивают
- Какую роль играет индукционная вакуумная печь горячего прессования в спекании? Достижение плотности 98% в твердосплавных блоках
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Как система давления печи вакуумного горячего прессования влияет на сплавы Cu-18Ni-2W? Повышение плотности и производительности
- Каковы преимущества вакуумной печи горячего прессования для W-50%Cu? Достижение плотности 99,6% при более низких температурах



















