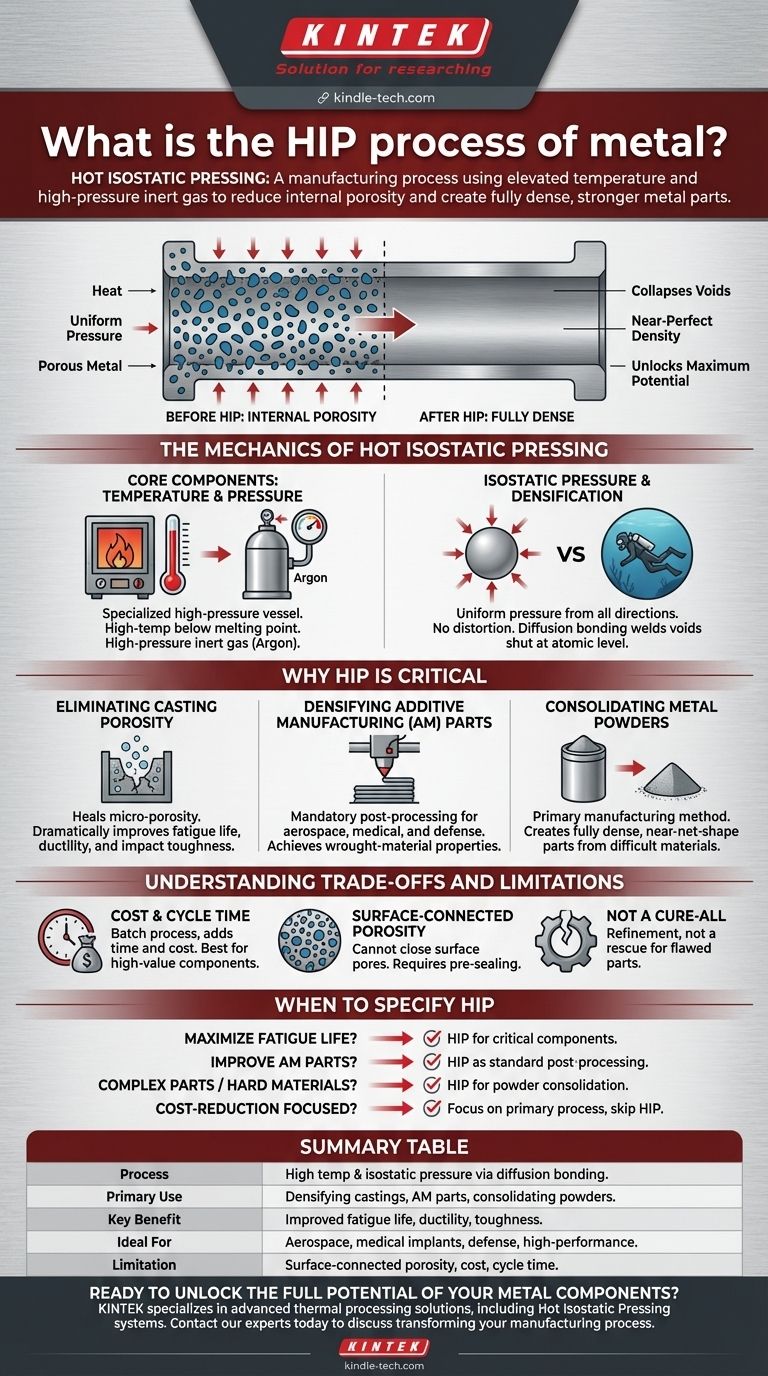
Горячее изостатическое прессование, часто сокращаемое как ГИП (HIP), — это производственный процесс, который использует комбинацию повышенной температуры и инертного газа под высоким давлением для уменьшения или устранения внутренней пористости в металлах и других материалах. Подвергая компонент равномерному давлению со всех сторон при высокой температуре, процесс схлопывает внутренние пустоты, создавая деталь с полной плотностью, более прочную и надежную.
Основная проблема многих высокоэффективных компонентов, будь то литые или напечатанные на 3D-принтере, заключается в наличии микроскопических внутренних пустот. Горячее изостатическое прессование — это окончательное решение для устранения этих дефектов, преобразующее внутреннюю структуру детали для достижения почти идеальной плотности и раскрытия ее максимального механического потенциала.

Механика горячего изостатического прессования
Основные компоненты: температура и давление
Процесс ГИП происходит внутри специальной камеры высокого давления. Эта камера содержит печь для нагрева компонента и систему для подачи инертного газа под высоким давлением — чаще всего аргона.
Температура поднимается до уровня ниже точки плавления материала, делая его достаточно мягким и податливым для возникновения пластической деформации.
Принцип изостатического давления
Одновременно камера заполняется инертным газом, создавая огромное давление. Термин «изостатический» имеет решающее значение; это означает, что давление прикладывается равномерно со всех сторон.
Это аналогично давлению, которое вы ощущаете на большой глубине в океане. Эта равномерность является ключевой, поскольку она позволяет внутренним пустотам схлопываться без искажения внешней формы детали.
Механизм уплотнения
Сочетание высокой температуры и огромного, равномерного давления заставляет материал ползти и деформироваться на микроскопическом уровне. Стенки любых внутренних пор или пустот сжимаются вместе.
При этих температурах на атомном уровне происходит диффузионная связь, которая эффективно заваривает пустоты и создает прочную, гомогенную металлургическую связь.
Почему ГИП является критически важным процессом
Устранение литейной пористости
Даже лучшие металлические отливки содержат определенный уровень микропористости из-за захваченного газа или усадки во время затвердевания. Эти крошечные пустоты являются концентраторами напряжений и основными местами зарождения усталостных трещин.
ГИП уплотняет отливку, залечивая эти поры и резко улучшая усталостную долговечность, пластичность и ударную вязкость.
Уплотнение деталей аддитивного производства (АП)
Металлические детали, напечатанные на 3D-принтере с использованием таких процессов, как лазерное спекание в слое порошка, также могут иметь внутренние дефекты, такие как газовая пористость или пустоты из-за неполного сплавления.
Для критически важных применений в аэрокосмической отрасли, производстве медицинских имплантатов и оборонной промышленности ГИП часто является обязательным этапом постобработки, чтобы гарантировать, что напечатанная деталь достигнет свойств, эквивалентных или превосходящих традиционные деформированные материалы.
Консолидация металлических порошков
ГИП также может использоваться в качестве основного метода производства. В этом применении металлические порошки герметизируются в формованном контейнере или «банке» в вакууме.
Затем цикл ГИП консолидирует порошок в полностью плотную, твердую деталь близкой к конечной форме. Это очень эффективно для создания компонентов из материалов, которые трудно обрабатывать или ковать.
Понимание компромиссов и ограничений
Стоимость и время цикла
ГИП — это периодический процесс, который значительно увеличивает стоимость и время выполнения заказа в производственном цикле. Один цикл ГИП может занять много часов. По этой причине он обычно применяется для компонентов с высокой стоимостью или критически важными характеристиками.
Пористость, сообщающаяся с поверхностью
Критическое ограничение заключается в том, что ГИП не может закрывать поры, открытые на поверхность. Газ под высоким давлением просто проникнет в пустоту, выровняв давление и не дав ей схлопнуться. Детали с поверхностной пористостью могут потребовать герметизации сваркой или другим методом перед процессом ГИП.
Не панацея от грубых дефектов
ГИП исключительно эффективно для устранения микроскопических пустот. Однако оно не может исправить крупномасштабные дефекты, проблемы с химией или проблемы, вызванные плохой первоначальной практикой литья или печати. Это процесс усовершенствования, а не спасательная операция для принципиально дефектной детали.
Когда следует указывать процесс ГИП
Чтобы принять правильное решение, вы должны согласовать процесс с требованиями конечного использования вашего компонента.
- Если ваш основной фокус — максимальное увеличение усталостной долговечности и надежности критически важных компонентов: ГИП является важным шагом для устранения микропустот, которые инициируют трещины при циклической нагрузке.
- Если ваш основной фокус — улучшение механических свойств металлических деталей, напечатанных на 3D-принтере: Используйте ГИП в качестве стандартного этапа постобработки для достижения полной плотности и раскрытия характеристик, сравнимых с деформированными сплавами.
- Если ваш основной фокус — создание сложных деталей из труднообрабатываемых материалов: Рассмотрите ГИП для консолидации порошка для получения деталей близкой к конечной форме, что минимизирует механическую обработку.
- Если ваш основной фокус — снижение затрат для некритичных применений с низким уровнем нагрузки: ГИП, вероятно, является ненужной тратой; вместо этого сосредоточьтесь на оптимизации основного производственного процесса.
Понимая ГИП как мощный инструмент для достижения совершенства материала, вы можете поднять свои компоненты от просто функциональных до поистине исключительных.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Процесс | Высокая температура и изостатическое газовое давление устраняют внутреннюю пористость посредством диффузионной связи. |
| Основное применение | Уплотнение отливок, деталей, напечатанных на 3D-принтере, и консолидация металлических порошков. |
| Основное преимущество | Резко улучшает усталостную долговечность, пластичность и ударную вязкость. |
| Идеально подходит для | Аэрокосмической отрасли, медицинских имплантатов, оборонной промышленности и других высокопроизводительных применений. |
| Ограничение | Не может устранить пористость, сообщающуюся с поверхностью; увеличивает стоимость и время цикла. |
Готовы раскрыть весь потенциал ваших металлических компонентов?
KINTEK специализируется на передовых решениях для термической обработки, включая системы горячего изостатического прессования и расходные материалы. Независимо от того, уплотняете ли вы критически важные аэрокосмические отливки или обеспечиваете надежность напечатанных на 3D-принтере медицинских имплантатов, наш опыт и оборудование помогают вам достичь почти идеальной плотности детали и превосходных механических свойств.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как ГИП может трансформировать ваш производственный процесс и обеспечить более прочные и надежные детали.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Какие преимущества горячего изостатического прессования перед традиционным одноосным прессованием для электродных слоев Li6PS5Cl?

















