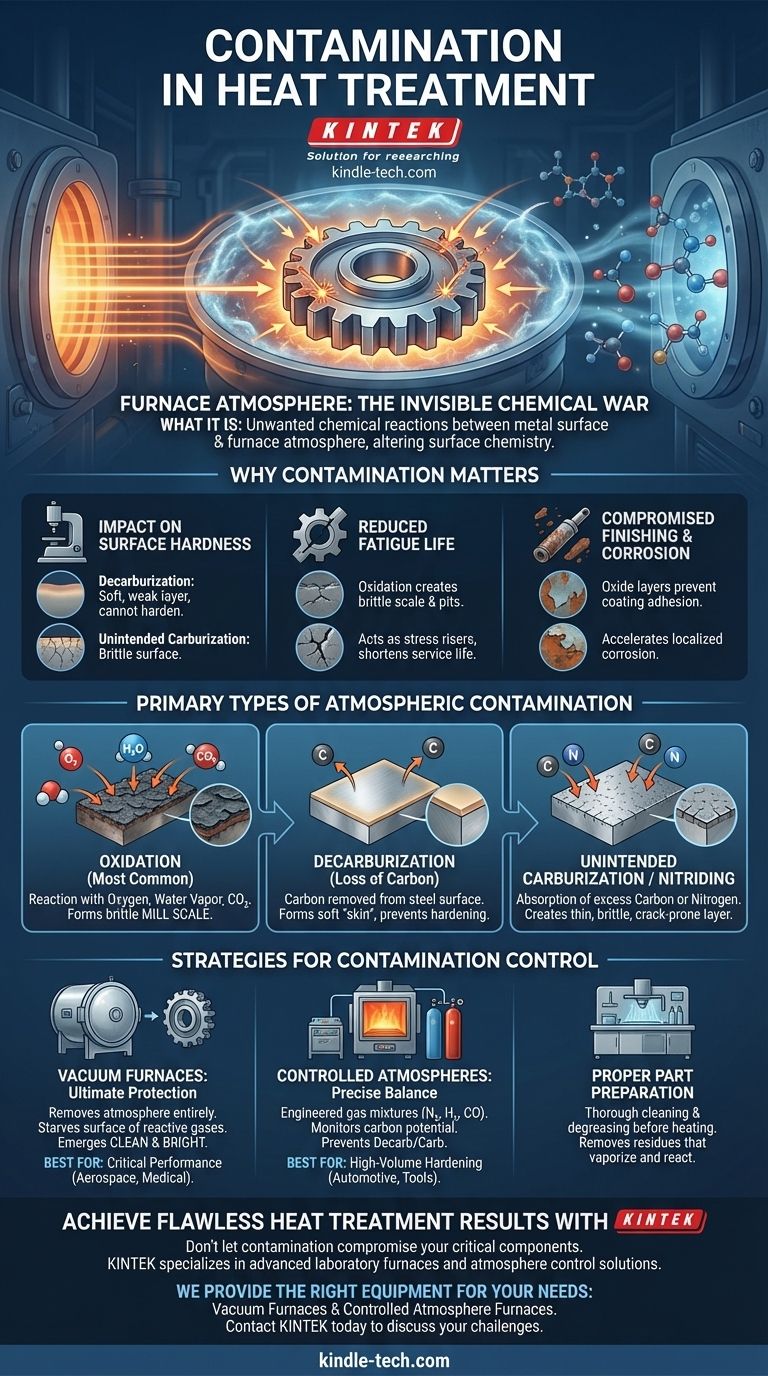
При термообработке загрязнение — это любая нежелательная химическая реакция между поверхностью металлической детали и окружающей средой, в первую очередь атмосферой печи. Эти реакции изменяют химический состав и микроструктуру поверхности детали, часто ухудшая ее предполагаемые механические свойства, такие как твердость, усталостная долговечность и коррозионная стойкость. Целью современной термообработки является не только контроль температуры, но и контроль этих поверхностных реакций.
Основная задача термообработки заключается не только в нагреве и охлаждении металла; она заключается в управлении невидимой химической войной, которая бушует на поверхности детали. Неспособность контролировать атмосферу печи означает, что вы не контролируете конечные свойства вашего компонента.
Почему загрязнение является критической проблемой
Загрязнение — это не просто косметическая проблема; оно напрямую подрывает саму цель процесса термообработки. Изменения, которые оно вызывает, могут привести к преждевременному выходу компонента из строя.
Влияние на твердость поверхности
Многие виды термообработки, такие как закалка стали, зависят от точного содержания углерода на поверхности. Загрязнение напрямую атакует это.
Обезуглероживание — это потеря углерода с поверхности, создающая мягкий, слабый слой, который не может быть должным образом закален. Непреднамеренное науглероживание — это противоположное явление, когда поглощается избыток углерода, что потенциально делает поверхность слишком хрупкой.
Снижение усталостной долговечности
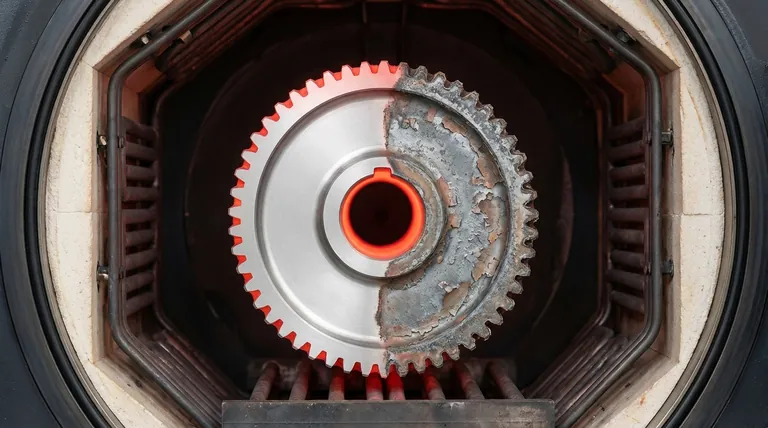
Загрязнение, такое как окисление, создает грубый, хрупкий слой окалины на поверхности. Эта окалина может отслаиваться, оставляя микроскопические ямки и трещины.
Эти поверхностные дефекты действуют как концентраторы напряжений, создавая точки зарождения усталостных трещин, которые образуются и растут при циклической нагрузке, значительно сокращая срок службы компонента.
Нарушение отделки и коррозия
Загрязненная поверхность химически отличается от основного металла. Это может вызвать проблемы с последующими этапами производства.
Оксидные слои могут препятствовать надлежащему сцеплению покрытий, таких как краска или гальваническое покрытие. Они также могут создавать гальванические элементы, которые ускоряют локализованную коррозию.
Основные виды атмосферного загрязнения
При повышенных температурах металлические поверхности обладают высокой реакционной способностью. Газы внутри печи являются основными агентами загрязнения.
Окисление: Самая распространенная угроза
Окисление — это реакция поверхности металла с кислородом, водяным паром (H₂O) или диоксидом углерода (CO₂). Это наиболее распространенная форма загрязнения.
Оно образует слой оксида металла, часто называемый прокатной окалиной. Эту окалину обычно необходимо удалять с помощью дорогостоящих вторичных операций, таких как пескоструйная обработка или кислотное травление.
Обезуглероживание: Потеря углерода
Для сталей обезуглероживание является серьезной проблемой. Оно происходит, когда газы в атмосфере реагируют с углеродом и удаляют его из поверхностных слоев стали.
В результате на детали образуется мягкая «корочка», которая не поддается закалке. Это особенно вредно для компонентов, которые зависят от высокой твердости поверхности для износостойкости, таких как шестерни и подшипники.
Непреднамеренное науглероживание или азотирование
Может также возникнуть противоположная проблема. Если атмосфера печи имеет чрезмерно высокую концентрацию угарного газа или азотсодержащих газов (например, аммиака), металлическая поверхность может поглощать эти элементы.
Хотя иногда это делается намеренно (в процессах, называемых науглероживанием или азотированием), это непреднамеренное поглощение может создать тонкий, чрезвычайно хрупкий поверхностный слой, который склонен к сколам или растрескиванию.
Стратегии контроля загрязнения
Предотвращение загрязнения требует изоляции горячей металлической детали от реактивной атмосферы. Выбранный метод зависит от материала, процесса и требуемого качества конечной детали.
Вакуумные печи: Максимальная защита
Наиболее эффективный способ предотвращения атмосферного загрязнения — это полное удаление атмосферы.
В вакуумной печи воздух откачивается до начала нагрева. Это лишает поверхность реактивных газов, таких как кислород, гарантируя, что деталь выходит чистой и яркой с неповрежденным исходным химическим составом поверхности.
Контролируемые атмосферы: Точный баланс
Для многих применений создание точно спроектированной атмосферы является более экономичным решением.
Эти атмосферы используют специальные смеси газов (таких как азот, водород и угарный газ) для создания среды, которая является химически нейтральной или даже полезной для поверхности детали. «Углеродный потенциал» газа тщательно отслеживается и контролируется для предотвращения обезуглероживания или непреднамеренного науглероживания.
Правильная подготовка деталей
Загрязнение исходит не только из атмосферы печи. Оно также может исходить от самих деталей.
Остатки от смазочно-охлаждающих жидкостей, ингибиторов ржавчины или даже отпечатки пальцев могут испаряться при высоких температурах и вызывать нежелательные поверхностные реакции. Тщательная очистка и обезжиривание деталей перед термообработкой является критически важным первым шагом.
Правильный выбор для вашего применения
Выбор правильного уровня контроля атмосферы — это баланс между металлургическими требованиями, качеством конечной детали и стоимостью.
- Если ваш основной акцент делается на критической производительности и отделке (аэрокосмическая, медицинская промышленность): Вакуумная печь является бескомпромиссным решением. Она обеспечивает высочайший уровень чистоты и гарантирует, что свойства поверхности не будут нарушены.
- Если ваш основной акцент делается на стабильной, крупносерийной закалке (автомобильные шестерни, инструменты): Печь с контролируемой атмосферой предлагает лучший баланс производительности и стоимости, обеспечивая точный контроль над поверхностным углеродом.
- Если ваш основной акцент делается на массовой обработке, где чистота поверхности не критична (отжиг сырья): Могут быть приемлемы более простые печи с меньшим контролем атмосферы, но вы должны учитывать этапы последующей обработки, такие как дробеструйная очистка для удаления окалины.
В конечном счете, контроль невидимой атмосферы печи является ключом к достижению видимых, надежных и стабильных результатов в ваших термообработанных компонентах.
Сводная таблица:
| Тип загрязнения | Основная причина | Ключевой негативный эффект |
|---|---|---|
| Окисление | Реакция с O₂, H₂O или CO₂ | Образует хрупкую окалину, снижает усталостную долговечность |
| Обезуглероживание | Потеря углерода с поверхности стали | Создает мягкий слой, препятствует надлежащей закалке |
| Непреднамеренное науглероживание/азотирование | Поглощение избытка углерода/азота | Создает хрупкую поверхность, склонную к сколам |
Добейтесь безупречных результатов термообработки с KINTEK
Не позволяйте загрязнению ставить под угрозу целостность ваших критически важных компонентов. KINTEK специализируется на передовых лабораторных печах и решениях для контроля атмосферы, разработанных для предотвращения окисления, обезуглероживания и других поверхностных реакций.
Мы предлагаем подходящее оборудование для ваших нужд:
- Вакуумные печи: Для максимальной защиты дорогостоящих деталей в аэрокосмической и медицинской промышленности.
- Печи с контролируемой атмосферой: Для точной, крупносерийной закалки автомобильных и инструментальных компонентов.
Наши эксперты помогут вам выбрать идеальную систему, чтобы гарантировать стабильную твердость, улучшенную усталостную долговечность и превосходную отделку — исключая дорогостоящую вторичную обработку.
Свяжитесь с KINTEK сегодня, чтобы обсудить ваши задачи по термообработке и обеспечить надежную работу ваших компонентов.
Визуальное руководство