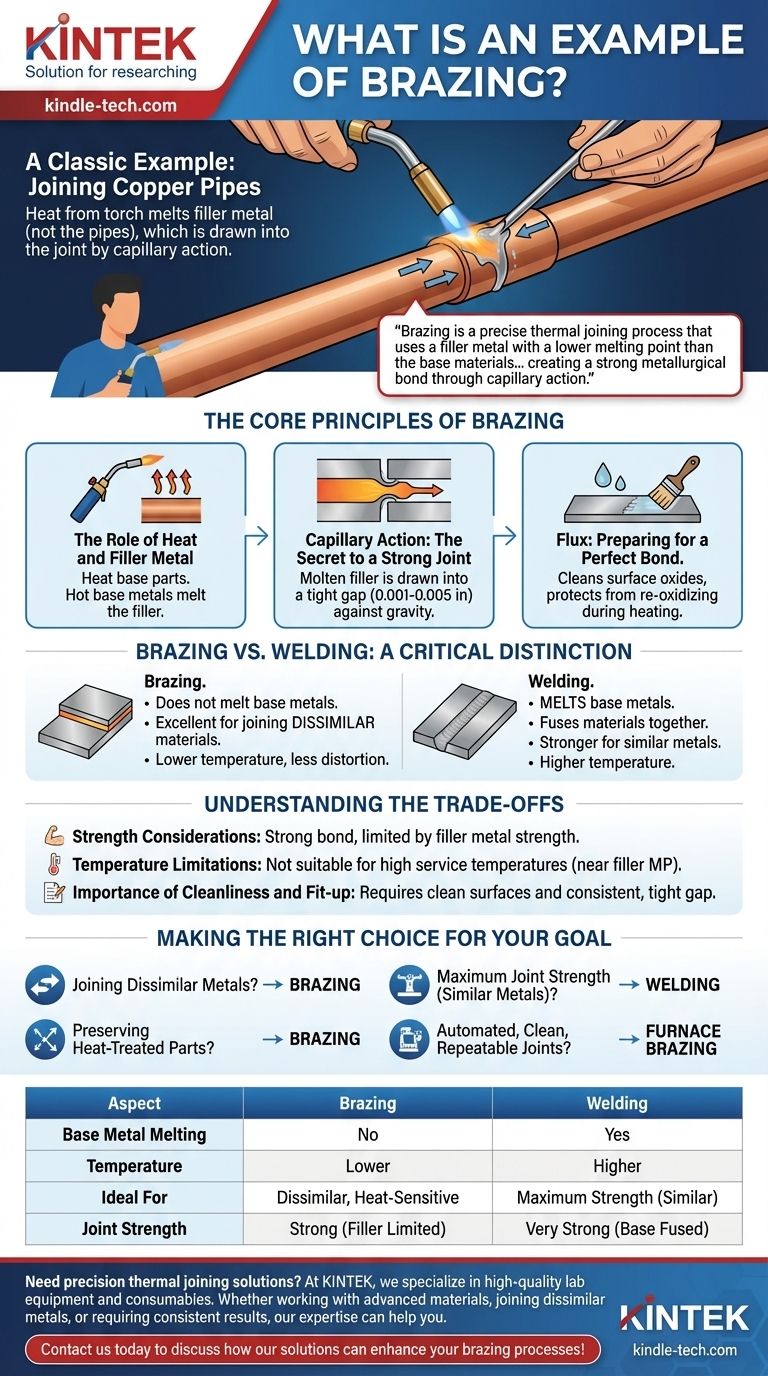
Классическим примером пайки твердым припоем является процесс соединения медных труб в системах сантехники и ОВК (отопление, вентиляция и кондиционирование). При этом методе горелка нагревает медные трубы в месте соединения, и как только они становятся достаточно горячими, присадочный металлический сплав (часто серебряный сплав) подносится к шву. Горячие трубы мгновенно расплавляют присадочный металл, который затем затягивается в узкий зазор между двумя частями трубы за счет капиллярного действия, создавая прочное, герметичное соединение без плавления самой меди.
Пайка твердым припоем — это точный процесс термического соединения, при котором используется присадочный металл с более низкой температурой плавления, чем у основных материалов. Ключевой принцип заключается в том, что основные материалы нагреваются для расплавления припоя, а не наоборот, что создает прочную металлургическую связь посредством явления, называемого капиллярным действием.

Основные принципы пайки твердым припоем
Чтобы по-настоящему понять пайку твердым припоем, необходимо выйти за рамки конкретного применения и уловить фундаментальную науку, которая делает ее возможной. Этот процесс представляет собой тщательный баланс температуры, материаловедения и физики.
Роль тепла и присадочного металла
Пайка твердым припоем проводится при температуре ниже точки плавления соединяемых основных материалов. Тепло от горелки или печи широко подается на основные детали вокруг зоны соединения.
Присадочный металл в виде проволоки или прутка вводится только после того, как основные детали достигли нужной температуры. Это критически важный шаг; именно горячие основные детали расплавляют припой, гарантируя, что тепло находится именно там, где это необходимо.
Капиллярное действие: секрет прочного соединения
Настоящее волшебство пайки твердым припоем — это капиллярное действие. Это свойство жидкости втягиваться в очень узкое пространство, даже преодолевая силу тяжести.
Для того чтобы это сработало, детали должны иметь очень специфический, плотный зазор между собой (обычно от 0,001 до 0,005 дюйма). Когда расплавленный припой касается этого зазора, он мгновенно втягивается внутрь, полностью заполняя пространство между двумя поверхностями и создавая прочное соединение по мере остывания.
Флюс: подготовка поверхности для идеального соединения
На металлических поверхностях естественным образом образуется оксидная пленка, которая препятствует правильному сцеплению присадочного металла. Здесь в игру вступает флюс.
Флюс — это химический чистящий агент, наносимый на соединение перед нагревом. Он плавится и активируется, растворяя оксиды и защищая поверхности от повторного окисления в процессе нагрева, обеспечивая прямое сцепление расплавленного припоя с чистым основным металлом.
Пайка твердым припоем против сварки: критическое различие
Многие люди путают пайку твердым припоем со сваркой, но это принципиально разные процессы с различными преимуществами и областями применения. Понимание этой разницы является ключом к оценке того, почему пайка твердым припоем выбирается для определенных задач.
Температура и основной металл
Самое существенное различие заключается в том, что сварка плавит основные металлы. Сварка сплавляет материалы, расплавляя их вместе, часто с использованием присадочного материала, чтобы по мере остывания образовался единый непрерывный кусок.
Пайка твердым припоем никогда не плавит основные металлы. Этот процесс с более низкой температурой с меньшей вероятностью приведет к деформации деталей, изменению их металлургических свойств (например, термообработки) или возникновению термических напряжений.
Соединение разнородных материалов
Поскольку пайка твердым припоем не плавит основные металлы, она исключительно эффективна для соединения материалов с очень разными свойствами, таких как медь со сталью или карбид со сталью. Это чрезвычайно трудно или невозможно достичь с помощью большинства традиционных методов сварки.
Понимание компромиссов
Хотя пайка твердым припоем является мощным методом, она не является универсальным решением. Важно осознавать ее ограничения, чтобы знать, когда она является подходящим выбором для технической проблемы.
Соображения прочности
Правильно выполненное соединение твердым припоем очень прочное, поскольку присадочный сплав образует металлургическую связь с основными материалами. Однако прочность соединения в конечном итоге ограничивается прочностью самого присадочного металла, которая, как правило, ниже, чем у основных металлов. Сварное соединение, которое сплавляет основные металлы, часто бывает прочнее.
Температурные ограничения
Присадочные металлы, используемые при пайке твердым припоем, имеют более низкую температуру плавления, чем основные металлы. Это означает, что деталь, соединенная пайкой, нельзя использовать в среде, где рабочие температуры приблизятся к температуре плавления присадочного сплава, так как соединение разрушится.
Важность чистоты и зазора
Пайка твердым припоем гораздо менее терпима к ошибкам в подготовке, чем сварка. Успех соединения полностью зависит от наличия чистых поверхностей и постоянного, плотного зазора между деталями для обеспечения надлежащего капиллярного действия.
Выбор правильного метода для вашей цели
Выбор правильного метода соединения полностью зависит от требований вашего проекта.
- Если ваш основной акцент делается на соединении разнородных металлов (например, стали и меди): Пайка твердым припоем почти всегда является лучшим и более практичным выбором.
- Если ваш основной акцент делается на сохранении свойств термообработанных деталей: Более низкие температуры пайки твердым припоем делают этот метод идеальным для предотвращения деформации или металлургического повреждения.
- Если ваш основной акцент делается на достижении максимальной прочности соединения однородных металлов: Сварка, как правило, является лучшим вариантом, поскольку она напрямую сплавляет основные металлы.
- Если ваш основной акцент делается на создании большого количества чистых, повторяющихся соединений в автоматическом режиме: Печная пайка твердым припоем — это высокоэффективный и широко используемый промышленный производственный процесс.
В конечном счете, понимание пайки твердым припоем дает вам универсальный и точный инструмент для решения сложных инженерных задач.
Сводная таблица:
| Аспект | Пайка твердым припоем | Сварка |
|---|---|---|
| Плавление основного металла | Нет | Да |
| Температура | Ниже (ниже точки плавления основного металла) | Выше (плавит основные металлы) |
| Идеально подходит для | Разнородные металлы, детали, чувствительные к нагреву | Максимальная прочность однородных металлов |
| Прочность соединения | Прочное, ограничено присадочным металлом | Очень прочное, сплавляет основные металлы |
Нужны ли вам точные решения для термического соединения для вашей лаборатории или производственной линии?
В KINTEK мы специализируемся на предоставлении высококачественного лабораторного оборудования и расходных материалов, адаптированных к вашим конкретным потребностям. Независимо от того, работаете ли вы с передовыми материалами, соединяете разнородные металлы или требуете стабильных, повторяющихся результатов, наш опыт поможет вам достичь превосходных результатов.
Свяжитесь с нами сегодня, чтобы обсудить, как наши решения могут улучшить ваши процессы пайки твердым припоем и повысить вашу операционную эффективность!
Визуальное руководство
Связанные товары
- Печь с контролируемой атмосферой 1700℃ Печь с инертной атмосферой азота
- Печь с контролируемой атмосферой 1200℃, печь с азотной инертной атмосферой
- Печь с контролируемой атмосферой 1400℃ с азотной и инертной атмосферой
- Малая печь для вакуумной термообработки и спекания вольфрамовой проволоки
- Лабораторная кварцевая трубчатая печь 1400℃ с трубчатой печью с глиноземной трубой
Люди также спрашивают
- Можно ли нагревать газообразный азот? Используйте инертное тепло для точности и безопасности
- Можно ли использовать азот для пайки? Объяснение ключевых условий и применений
- Как создать инертную атмосферу для химической реакции? Точный контроль атмосферы для вашей лаборатории
- Что такое пример инертной атмосферы? Откройте для себя лучший газ для вашего процесса
- Что обеспечивает инертную атмосферу? Обеспечьте безопасность и чистоту с помощью азота, аргона или CO2



















