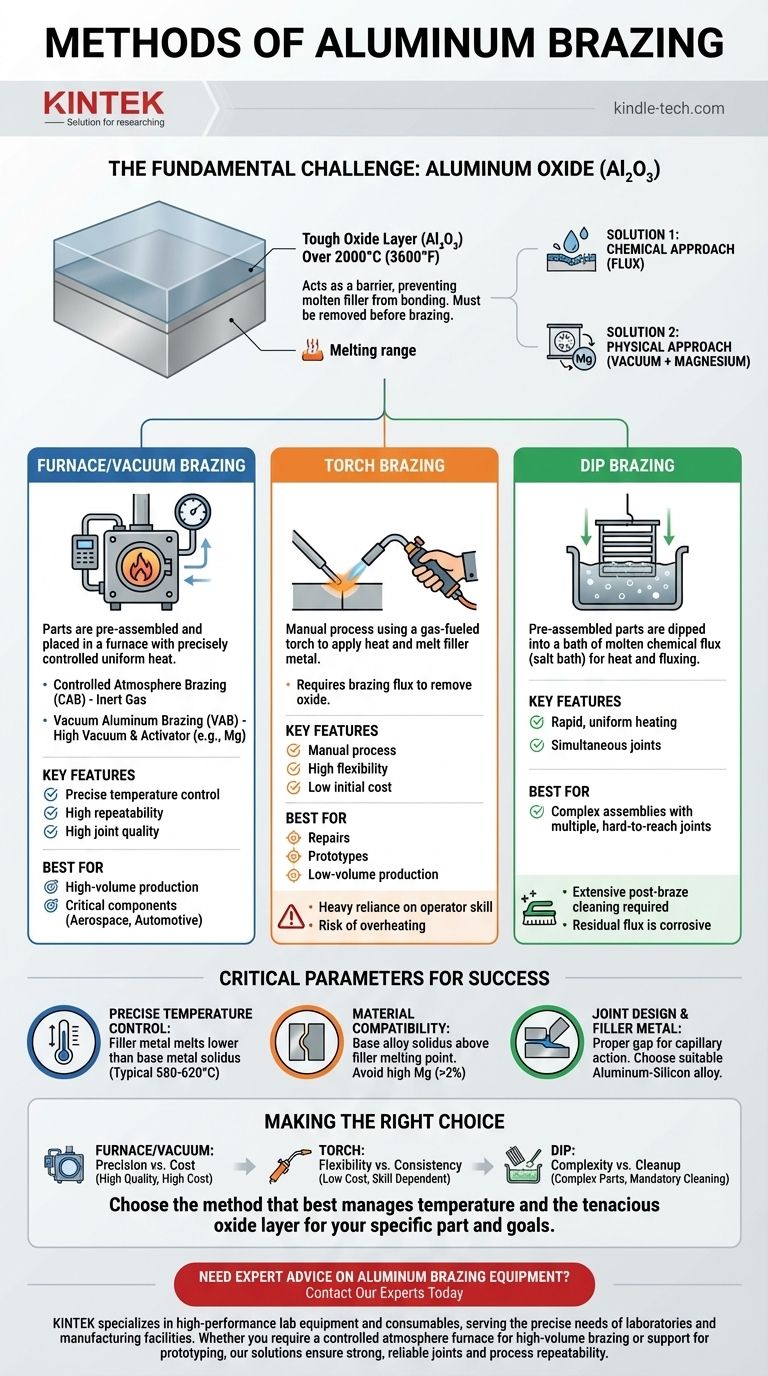
Основными методами пайки алюминия являются печная пайка (включая пайку в контролируемой атмосфере и в вакууме), газовая пайка (горелкой) и пайка в расплаве. Каждый метод предлагает свой способ подвода тепла и контроля окружающей среды, но все они должны преодолевать фундаментальные проблемы работы с алюминием, а именно его стойкий оксидный слой и узкое температурное окно пайки.
Успех любого метода пайки алюминия зависит не столько от источника тепла, сколько от точного контроля двух критических факторов: преодоления стойкого слоя оксида алюминия (Al₂O₃) и поддержания равномерной температуры чуть ниже точки плавления основного металла.

Фундаментальная проблема: оксид алюминия
Почему Al₂O₃ является проблемой
Каждая алюминиевая поверхность мгновенно покрывается тонким, прочным и прозрачным слоем оксида алюминия. Этот слой имеет очень высокую температуру плавления (более 2000°C / 3600°F), что намного выше температуры плавления самого алюминия.
Эта стабильная оксидная пленка действует как барьер, не позволяя расплавленному присадочному металлу «смачивать» или сцепляться с основным алюминием, делая пайку невозможной без предварительного удаления этого слоя.
Преодоление оксидного слоя
Для преодоления этого оксидного слоя используются две основные стратегии. Первая — химический подход с использованием флюса, который растворяет оксид. Вторая — физический подход с использованием вакуума в сочетании с активирующим металлом.
При вакуумной пайке высокий вакуум удаляет большую часть кислорода. Вводится активирующий металл, обычно магний (Mg), который испаряется при температуре пайки и активно вступает в реакцию с любым оставшимся кислородом, эффективно разрушая оксидный слой на поверхности детали.
Основные методы пайки
Печная пайка (включая вакуумную)
Это наиболее распространенный метод для крупносерийного производства, особенно в автомобильной и аэрокосмической промышленности. Детали предварительно собираются с присадочным металлом и помещаются в печь.
Печь обеспечивает высокоравномерный, точно контролируемый нагрев. Пайка в контролируемой атмосфере (CAB) использует инертный газ, а вакуумная пайка алюминия (VAB) использует вакуум и часто считается методом самого высокого качества для критически важных применений.
Пайка горелкой
Пайка горелкой — это ручной процесс, используемый для ремонта, изготовления прототипов или малосерийного производства. Оператор использует газовую горелку для нагрева сборки и расплавления присадочного металла.
Этот метод требует значительного мастерства оператора для равномерного подвода тепла и предотвращения перегрева или расплавления тонких алюминиевых деталей. Для удаления оксидного слоя почти всегда требуется паяльный флюс.
Пайка в расплаве (Dip Brazing)
При этом методе предварительно собранные детали погружаются в ванну с расплавленным химическим флюсом (соляная ванна). Ванна служит как источником тепла, так и флюсующим агентом.
Пайка в расплаве обеспечивает быстрый, равномерный нагрев и отлично подходит для изготовления сложных сборок с множеством соединений. Однако она требует тщательной очистки после пайки для удаления остатков флюса, который может вызывать коррозию.
Критические параметры для успешной пайки
Точный контроль температуры
Это самый важный фактор. Присадочный металл должен плавиться и течь при температуре, более низкой, чем температура солидуса основного металла (точка, при которой он начинает плавиться).
Типичные алюминиевые присадочные металлы плавятся при температуре 580–620°C (1076–1148°F). Печи достигают этого контроля за счет множества зон нагрева и тщательной конструкции, гарантируя, что нагревательные элементы не перегревают поверхность детали.
Совместимость материалов
Не все алюминиевые сплавы подходят для пайки. Температура солидуса основного сплава должна быть значительно выше температуры плавления присадочного металла.
Кроме того, сплавы с высоким содержанием магния (более 2%) очень трудно паять, поскольку они образуют высокостабильный оксидный слой, устойчивый к удалению стандартными флюсами или вакуумными процессами.
Конструкция соединения и присадочный металл
Зазор между соединяемыми деталями имеет решающее значение. Правильная конструкция соединения гарантирует, что расплавленный присадочный металл будет затянут в зазор за счет капиллярного действия.
Присадочный металл, обычно алюминиево-кремниевый сплав, выбирается на основе его температуры плавления и характеристик текучести для создания прочной, герметичной металлургической связи после охлаждения.
Понимание компромиссов
Печная/Вакуумная пайка: Точность против Стоимости
Этот метод предлагает наивысший уровень контроля, повторяемости и качества шва, что делает его идеальным для критически важных компонентов в аэрокосмической отрасли или полупроводниках. Однако стоимость оборудования высока, и он лучше всего подходит для массового производства.
Пайка горелкой: Гибкость против Постоянства
Пайка горелкой имеет очень низкую первоначальную стоимость, а также высокую портативность и гибкость для разовых работ или ремонта. Основным недостатком является сильная зависимость от навыков оператора, что может привести к непостоянному качеству и более высокому риску разрушения детали из-за перегрева.
Пайка в расплаве: Сложность против Очистки
Этот метод отлично подходит для одновременного соединения очень сложных сборок с множеством труднодоступных швов. Главный компромисс — обязательный и тщательный процесс очистки после пайки для предотвращения коррозии от остаточного соляного флюса.
Выбор правильного метода для вашего применения
Выбор правильного метода требует сопоставления возможностей процесса с конкретными потребностями вашего проекта в отношении качества, объема и сложности.
- Если ваш основной фокус — крупносерийное производство или сложные, критически важные соединения: Печная или вакуумная пайка обеспечивают необходимый контроль и повторяемость.
- Если ваш основной фокус — малосерийное прототипирование, ремонт или простые соединения: Ручная пайка горелкой является наиболее экономичным и гибким вариантом.
- Если ваш основной фокус — сложные сборки с множеством одновременных соединений: Пайка в расплаве обеспечивает превосходную равномерность нагрева, при условии, что вы можете справиться с последующей очисткой.
В конечном счете, успешная пайка алюминия является результатом выбора метода, который наилучшим образом управляет температурой и стойким оксидным слоем для вашей конкретной детали и производственных целей.
Сводная таблица:
| Метод | Ключевая особенность | Лучше всего подходит для |
|---|---|---|
| Печная/Вакуумная пайка | Точный контроль температуры, высокая повторяемость | Крупносерийное производство, критически важные компоненты (аэрокосмическая отрасль, автомобилестроение) |
| Пайка горелкой | Ручной процесс, высокая гибкость | Ремонт, прототипы, малосерийное производство |
| Пайка в расплаве | Быстрый, равномерный нагрев в ванне с расплавленной солью | Сложные сборки с множеством соединений |
Нужен совет эксперта по оборудованию для пайки алюминия для вашей лаборатории или производственной линии?
KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, удовлетворяя точные потребности лабораторий и производственных предприятий. Независимо от того, нужна ли вам печь с контролируемой атмосферой для крупносерийной пайки или поддержка для прототипирования, наши решения обеспечивают прочные, надежные соединения и повторяемость процесса.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем оптимизировать ваш процесс пайки алюминия.
Визуальное руководство
Связанные товары
- Печь для спекания и пайки в вакууме
- Лабораторная муфельная печь с нижним подъемом
- Вольфрамовая вакуумная печь для термообработки и спекания при 2200 ℃
- Вакуумная печь для термообработки с футеровкой из керамического волокна
- Печь для вакуумной термообработки молибдена
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Каковы преимущества пайки по сравнению со сваркой? Достижение чистого соединения металлов с минимальными деформациями
- Что такое пайка в термообработке? Достижение превосходного качества и эффективности соединений
- Что такое процесс пайки для ремонта? Низкотемпературное решение для прочного и бесшовного соединения металлов
- Для чего лучше всего использовать пайку? Соединение разнородных металлов и сложных сборок



















