Короче говоря, тепловыделение при индукционном нагреве зависит от величины наведенного тока, электрического сопротивления заготовки и продолжительности нагрева. Этот процесс регулируется фундаментальным принципом, известным как эффект Джоуля, при котором электрические токи (называемые вихревыми токами), протекающие через материал, генерируют тепло, преодолевая сопротивление материала.
Основная задача индукционного нагрева заключается не просто в генерации тепла, а в его точном контроле. Этот контроль достигается путем манипулирования мощностью и частотой индукционной катушки для воздействия на наведенные токи, с учетом специфических физических свойств нагреваемого материала.
Основной принцип: Первый закон Джоуля
По своей сути, индукционный нагрев является прямым применением фундаментальной физики. Количество генерируемого тепла является произведением тока, сопротивления и времени.
Уравнение тепла
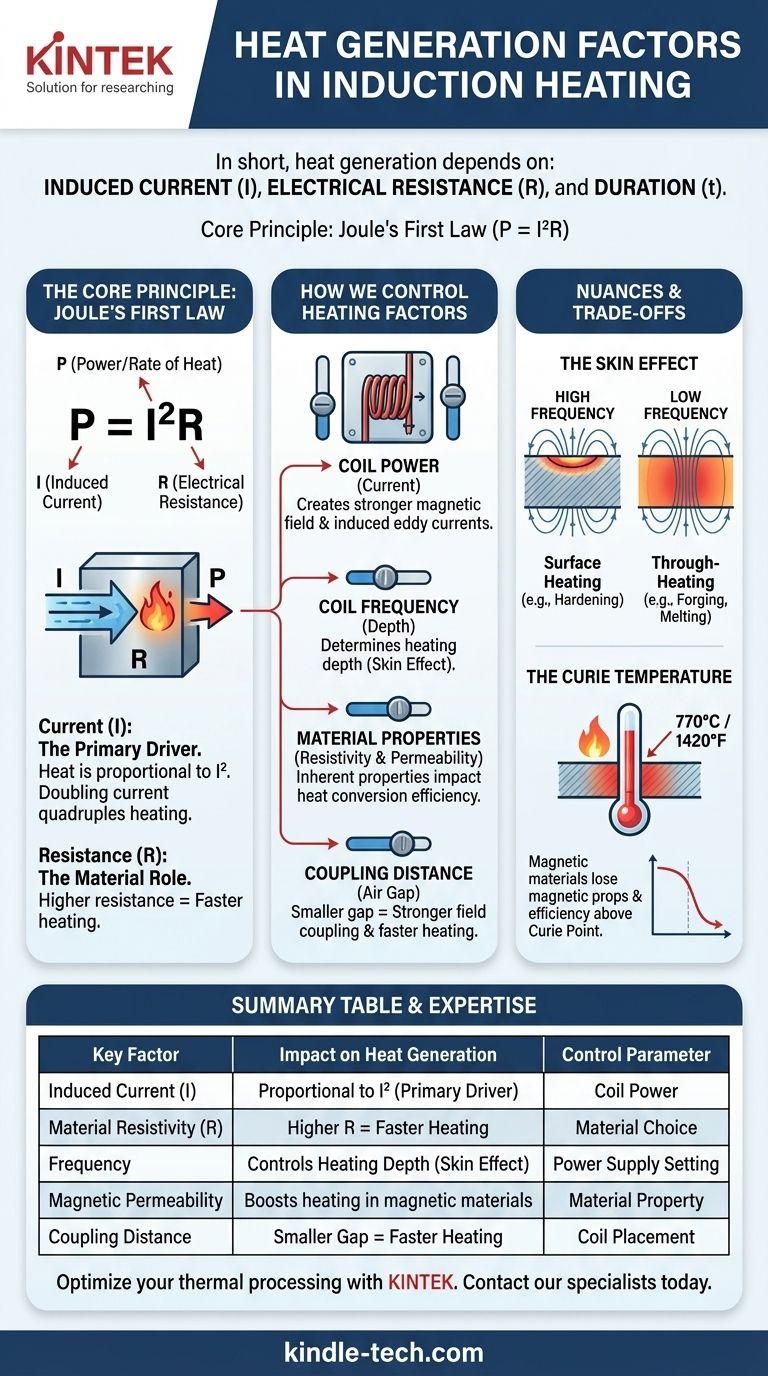
Мощность, или скорость тепловыделения, определяется формулой P = I²R. Здесь P — мощность (тепло в секунду), I — ток, протекающий через материал, а R — электрическое сопротивление материала.
Ток (I): Основной движущий фактор
Наиболее значимым фактором является наведенный вихревой ток. Поскольку генерируемое тепло пропорционально квадрату тока, удвоение наведенного тока в четыре раза увеличит скорость нагрева.
Сопротивление (R): Роль материала
Электрическое сопротивление (или, точнее, удельное сопротивление) заготовки определяет, насколько эффективно вихревые токи преобразуются в тепло. Материалы с более высоким сопротивлением будут нагреваться быстрее при том же значении тока.
Как мы контролируем факторы нагрева
Хотя вы не можете напрямую «установить» вихревые токи или сопротивление материала, вы контролируете их косвенно через параметры индукционной системы. Это практические рычаги, которые вы можете регулировать.
Мощность и частота индукционной катушки
Ток, протекающий через рабочую катушку, создает мощное переменное магнитное поле. Более высокий ток в катушке индуцирует более сильное магнитное поле и, следовательно, более сильные вихревые токи в заготовке, что приводит к более быстрому нагреву.
Частота переменного тока не менее важна. Она определяет, где в детали генерируется тепло, явление, известное как поверхностный эффект.
Свойства материала заготовки
Присущее материалу удельное сопротивление напрямую влияет на его способность генерировать тепло. Такие материалы, как сталь, имеют более высокое удельное сопротивление, чем медь, что значительно облегчает их индукционный нагрев.
Для магнитных материалов, таких как углеродистая сталь, магнитная проницаемость играет огромную роль. Высокая проницаемость концентрирует магнитное поле, значительно увеличивая наведенный ток и эффект нагрева.
Расстояние связи (воздушный зазор)
Это относится к физическому расстоянию между индукционной катушкой и заготовкой. Меньший зазор приводит к более сильной магнитной связи, что индуцирует больший ток и приводит к более эффективному и быстрому нагреву.
Понимание компромиссов и нюансов
Освоение индукционного нагрева требует понимания того, как эти факторы взаимодействуют, часто нелинейным образом.
Поверхностный эффект
Более высокие частоты заставляют вихревые токи течь в тонком слое вблизи поверхности заготовки. Это идеально подходит для таких применений, как поверхностная закалка.
Более низкие частоты позволяют магнитному полю проникать глубже в деталь, генерируя тепло более равномерно по всему ее поперечному сечению. Это необходимо для сквозного нагрева заготовок перед ковкой или для применения в плавильных процессах.
Температура Кюри
Магнитные материалы, такие как сталь, теряют свои магнитные свойства выше определенной температуры, известной как точка Кюри (около 770°C или 1420°F).
Когда деталь проходит свою температуру Кюри, ее проницаемость резко падает. Это снижает эффективность процесса нагрева, и источник индукционной энергии должен быть в состоянии компенсировать это, чтобы продолжить нагрев теперь уже немагнитного материала.
Конструкция и геометрия катушки
Форма, размер и количество витков в катушке имеют решающее значение. Катушка должна быть спроектирована таким образом, чтобы соответствовать геометрии заготовки для обеспечения равномерного магнитного поля и, следовательно, равномерного нагрева целевой области.
Правильный выбор для вашей цели
Оптимальные настройки полностью зависят от желаемого результата.
- Если ваша основная задача — поверхностная закалка стальной шестерни: Используйте высокую частоту для концентрации тепла на поверхности в сочетании с высокой мощностью в течение очень короткого времени.
- Если ваша основная задача — сквозной нагрев большой алюминиевой заготовки: Используйте более низкую частоту для глубокого проникновения и более длительное время нагрева, чтобы тепло равномерно распределилось по всему материалу.
- Если ваша основная задача — плавка стали в тигле: Используйте низкую или среднюю частоту для обеспечения глубокого проникновения и создания эффекта магнитного перемешивания в сочетании с высокой, постоянной мощностью.
Понимая эти основные факторы, вы можете перейти от грубого нагрева к точной и эффективной термической обработке.
Сводная таблица:
| Ключевой фактор | Влияние на тепловыделение | Параметр управления |
|---|---|---|
| Наведенный ток (I) | Тепло пропорционально I² (основной движущий фактор) | Мощность катушки |
| Удельное сопротивление материала (R) | Выше сопротивление = быстрее нагрев | Выбор материала |
| Частота | Контролирует глубину нагрева (поверхностный эффект) | Настройка источника питания |
| Магнитная проницаемость | Усиливает нагрев в магнитных материалах (например, сталь) | Свойство материала |
| Расстояние связи | Меньший зазор = сильнее поле и быстрее нагрев | Размещение заготовки в катушке |
Готовы применить эти знания и добиться точного, эффективного нагрева в вашей лаборатории или на производственной линии?
KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, включая системы индукционного нагрева, разработанные для таких применений, как поверхностная закалка, сквозной нагрев и плавка. Наши эксперты помогут вам выбрать правильное оборудование и настройки для оптимизации вашей термической обработки, экономя ваше время и энергию.
Свяжитесь с нашими специалистами по термической обработке сегодня, чтобы обсудить ваши конкретные потребности и открыть для себя преимущества KINTEK.
Визуальное руководство
Связанные товары
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Количественный пресс-станок для плоских плит с инфракрасным нагревом
- Машина для трубчатой печи CVD с несколькими зонами нагрева, оборудование для системы камеры химического осаждения из паровой фазы
- Циркуляционный термостат с охлаждением и нагревом на 10 л для реакций при высоких и низких температурах
Люди также спрашивают
- Какую роль играет механическое давление при вакуумном диффузионном соединении вольфрама и меди? Ключи к прочному соединению
- Какую роль играет среда высокого вакуума при спекании композитов из графитовой пленки/алюминия? Оптимизируйте свое соединение
- Почему высокоточная система контроля температуры в вакуумной горячей прессовальной печи имеет решающее значение? Идеальный синтез Cu-Ti3SiC2
- Какую роль играет печь вакуумного горячего прессования (VHP) в уплотнении композитов из аустенитной нержавеющей стали 316?
- Какие преимущества дает вакуумная горячая прессовая печь для керамических электролитов LSLBO? Достижение относительной плотности 94%













