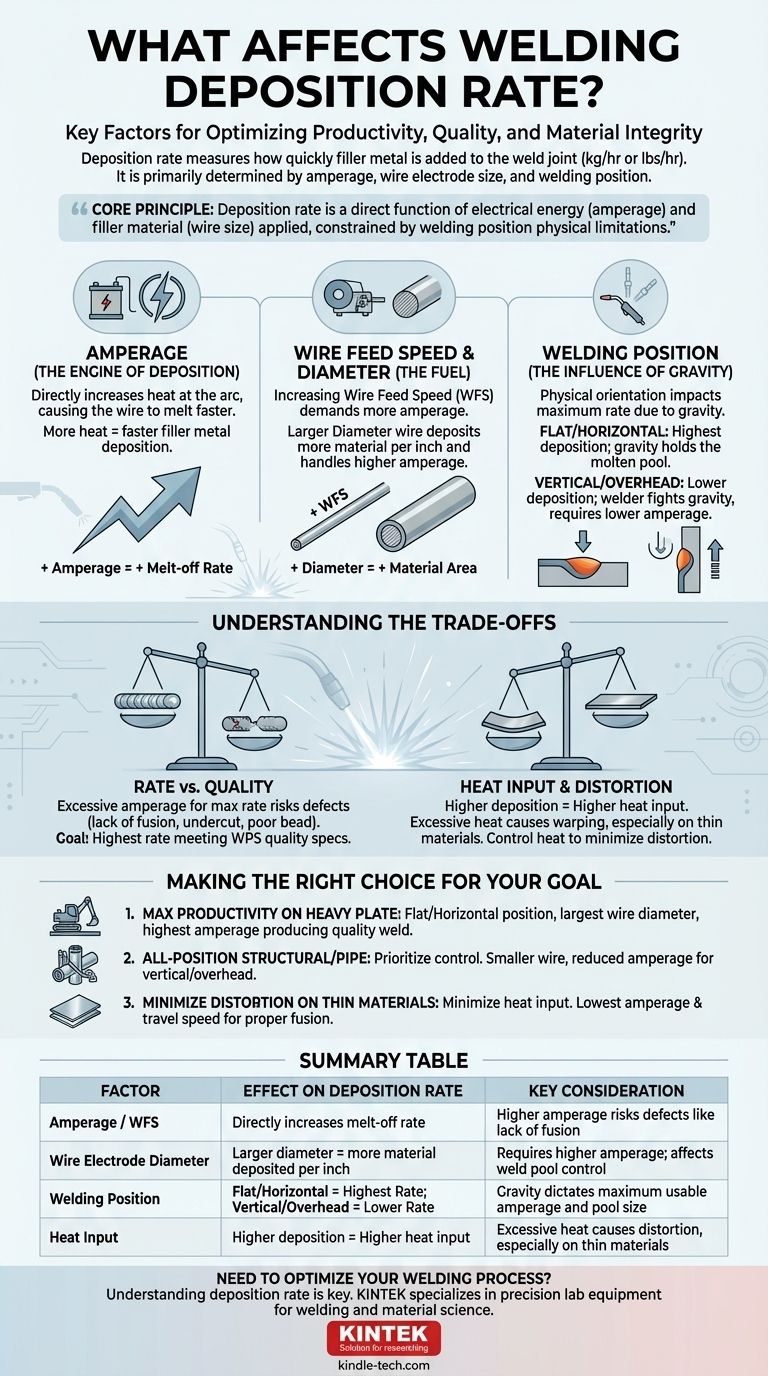
При сварке скорость наплавки в первую очередь определяется силой тока, размером проволочного электрода и положением сварки. Эти факторы совместно контролируют скорость плавления и добавления присадочного металла в сварочный шов, которая обычно измеряется в килограммах или фунтах в час.
Основной принцип прост: скорость наплавки является прямой функцией количества подаваемой электрической энергии (сила тока) и количества присадочного материала, который можно эффективно подать (размер проволоки), при этом все ограничено физическими возможностями положения сварки.

Основные факторы, влияющие на скорость наплавки
Чтобы эффективно контролировать и оптимизировать процесс сварки, вы должны понимать, как каждая основная переменная влияет на результат. Эти факторы не являются независимыми; они являются взаимосвязанными аспектами единой системы.
Сила тока (двигатель наплавки)
Сила тока, или электрический ток, является наиболее значимым фактором, влияющим на скорость плавления проволочного электрода. Думайте о ней как о двигателе, приводящем в движение весь процесс.
Увеличение силы тока напрямую увеличивает количество тепла, выделяемого в дуге, что приводит к более быстрому плавлению проволоки. Это приводит к большему количеству присадочного металла, наплавляемого в сварочный шов за заданный период.
Скорость подачи проволоки и диаметр (топливо)
В современных полуавтоматических процессах, таких как GMAW (MIG), сила тока напрямую связана со скоростью подачи проволоки (WFS). Увеличение WFS требует большей силы тока от источника питания для плавления проволоки по мере ее подачи.
Диаметр проволочного электрода также играет решающую роль. Проволока большего диаметра имеет большую площадь поперечного сечения, что означает, что больше материала наплавляется на каждый дюйм проволоки, подаваемой в сварной шов. Более толстые проволоки также могут выдерживать более высокие токи, что еще больше усиливает их влияние на скорость наплавки.
Положение сварки (влияние гравитации)
Физическая ориентация сварного шва оказывает глубокое влияние на максимально достижимую скорость наплавки. Это в первую очередь связано с влиянием гравитации на расплавленную сварочную ванну.
Плоские и горизонтальные положения позволяют достигать самых высоких скоростей наплавки. В этих положениях гравитация помогает удерживать расплавленный металл в шве, позволяя сварщику использовать более высокую силу тока и создавать более крупную сварочную ванну без ее капания или провисания.
Напротив, вертикальные и потолочные положения заставляют сварщика бороться с гравитацией. Это требует использования более низких настроек силы тока, чтобы сварочная ванна оставалась маленькой и управляемой, что по своей сути снижает скорость наплавки.
Понимание компромиссов
Простое стремление к максимально возможной скорости наплавки является распространенной, но ошибочной целью. Истинная оптимизация требует баланса скорости с качеством и контролем.
Скорость против качества
Стремление к максимальной наплавке путем чрезмерного увеличения силы тока может привести к серьезным дефектам сварного шва. Они могут включать непровар, подрез или плохой внешний вид валика, что ставит под угрозу целостность сварного шва.
Цель состоит в том, чтобы найти наивысшую скорость наплавки, которая постоянно соответствует требуемым спецификациям качества, определенным спецификацией процедуры сварки (WPS).
Тепловложение и деформация
Более высокая скорость наплавки, обусловленная высокой силой тока, напрямую приводит к более высокому тепловложению в основной материал. Чрезмерное тепло может вызвать значительное коробление и деформацию, особенно на тонких материалах.
Контроль тепловложения часто является более важной целью, чем максимизация скорости, поскольку исправление деформации может быть гораздо более дорогостоящим и трудоемким, чем первоначальная сварка.
Правильный выбор для вашей цели
Идеальная скорость наплавки — это не одно число, а цель, основанная на конкретных требованиях работы. Используйте эти принципы для настройки.
- Если ваша основная цель — максимальная производительность при работе с толстым листом: Сваривайте в плоском или горизонтальном положении, используйте проволоку максимально возможного диаметра для данного соединения и устанавливайте силу тока на максимально возможный уровень, который все еще обеспечивает качественный сварной шов.
- Если ваша основная цель — всепозиционная сварка конструкций или труб: Приоритет отдается контролю сварочной ванны. Это означает принятие более низкой скорости наплавки за счет использования проволоки меньшего диаметра и уменьшенной силы тока, особенно для вертикальных и потолочных проходов.
- Если ваша основная цель — минимизация деформации на тонких материалах: Цель — минимизировать тепловложение. Используйте минимально возможную силу тока и скорость сварки, которые все еще обеспечивают надлежащее сплавление, что приводит к низкой скорости наплавки.
Освоение этих переменных позволяет вам выйти за рамки простого соединения металлов и начать проектировать наиболее эффективный и действенный результат для любой сварочной задачи.
Сводная таблица:
| Фактор | Влияние на скорость наплавки | Ключевое соображение |
|---|---|---|
| Сила тока / Скорость подачи проволоки | Напрямую увеличивает скорость плавления | Более высокая сила тока увеличивает риск дефектов, таких как непровар |
| Диаметр проволочного электрода | Больший диаметр = больше материала наплавляется на дюйм | Требует более высокой силы тока; влияет на контроль сварочной ванны |
| Положение сварки | Плоское/Горизонтальное = Самая высокая скорость; Вертикальное/Потолочное = Более низкая скорость | Гравитация определяет максимально допустимую силу тока и размер ванны |
| Тепловложение | Более высокая наплавка = Более высокое тепловложение | Чрезмерное тепло вызывает деформацию, особенно на тонких материалах |
Нужно оптимизировать процесс сварки?
Понимание скорости наплавки является ключом к балансу производительности, качества и целостности материала. Правильное лабораторное оборудование необходимо для разработки и проверки ваших сварочных процедур.
KINTEK специализируется на поставке прецизионного лабораторного оборудования и расходных материалов, которые поддерживают испытания материалов и разработку процессов. Независимо от того, исследуете ли вы новые методы или обеспечиваете контроль качества, мы предоставляем надежные инструменты, необходимые вашей лаборатории.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как KINTEK может помочь вашей лаборатории в решении задач сварки и материаловедения.
Визуальное руководство
Связанные товары
- Оборудование системы HFCVD для нанесения наноалмазного покрытия на волочильные фильеры
- Наклонная роторная установка для плазменно-усиленного химического осаждения из паровой фазы PECVD
- Оборудование для осаждения из паровой фазы CVD Система Камерная Печь-труба PECVD с Жидкостным Газификатором Машина PECVD
- Система ВЧ-PECVD Радиочастотное плазменно-усиленное химическое осаждение из газовой фазы ВЧ-PECVD
- Машина для заливки металлографических образцов для лабораторных материалов и анализа
Люди также спрашивают
- Что такое МПХНП? Руководство по синтезу высокочистых алмазов и материалов
- Что такое магнетронное распыление постоянного тока (DC)? Руководство по высококачественному осаждению тонких пленок
- Как что-либо покрывается алмазным слоем? Руководство по методам роста CVD в сравнении с методами гальванического покрытия
- Является ли распыление методом ФЭС? Узнайте о ключевой технологии нанесения покрытий для вашей лаборатории
- Какая машина используется для создания лабораторных алмазов? Откройте для себя технологии HPHT и CVD



















