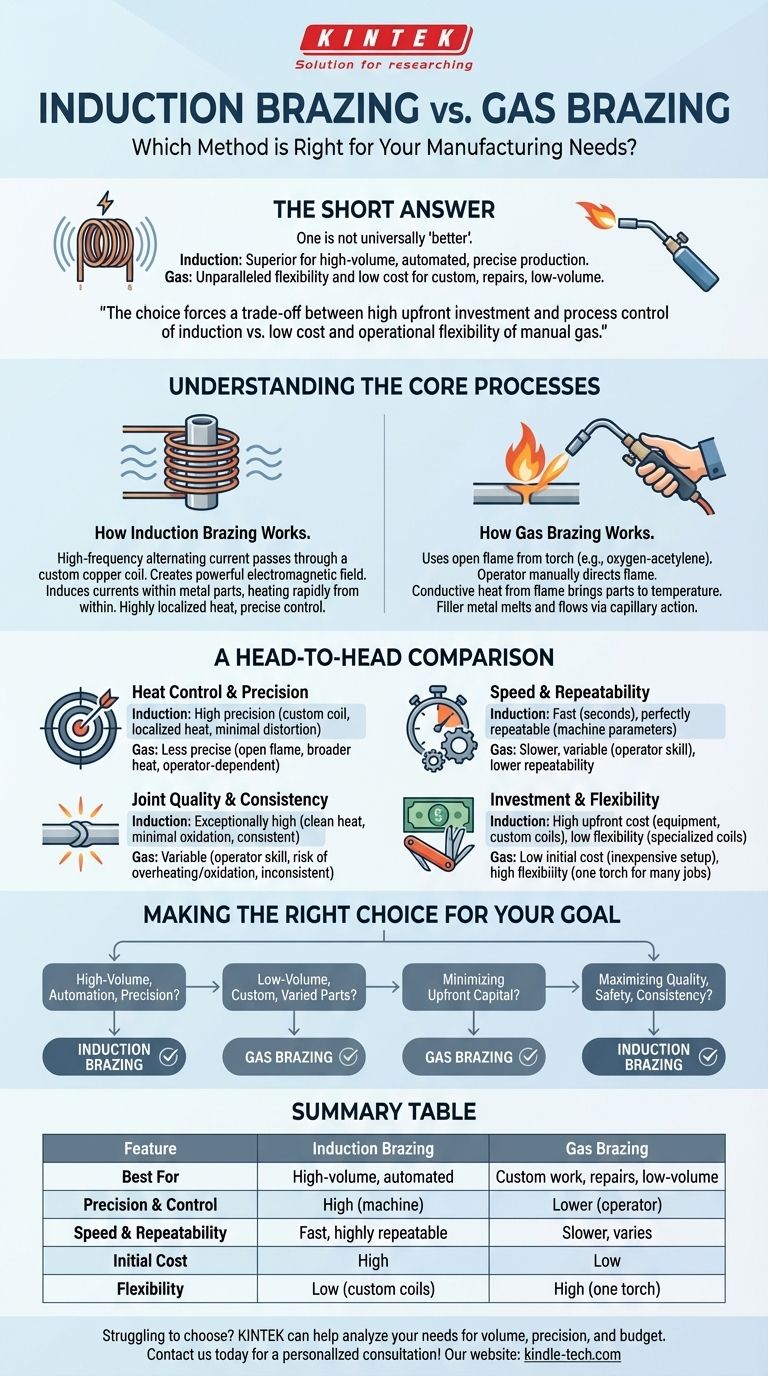
Краткий ответ: ни один из методов не является универсально «лучшим». Индукционная пайка превосходит для крупносерийного, автоматизированного производства, где точность и повторяемость критически важны. Газовая пайка, напротив, предлагает беспрецедентную гибкость и более низкие начальные затраты, что делает ее идеальной для индивидуальных работ, ремонта и мелкосерийного производства.
Выбор между индукционной и газовой пайкой является фундаментальным производственным решением. Он требует компромисса между высокими первоначальными инвестициями и контролем процесса индукционной пайки и низкой стоимостью и эксплуатационной гибкостью ручных методов газовой горелки.

Понимание основных процессов
Чтобы сравнить эти методы, вам сначала нужно понять, как каждый из них применяет тепло. Механизм подачи тепла является основным источником всех их соответствующих сильных и слабых сторон.
Как работает индукционная пайка
Индукционная пайка использует высокочастотный переменный ток, проходящий через точно сформированную медную катушку. Это создает мощное электромагнитное поле вокруг паяемой детали.
Это поле индуцирует электрические токи внутри металлических деталей, заставляя их быстро нагреваться изнутри. Тепло сильно локализовано в области, определяемой катушкой, что позволяет припою заполнять соединение без перегрева окружающего материала.
Как работает газовая пайка
Газовая пайка — это более традиционный метод, использующий открытое пламя от горелки, обычно работающей на кислородно-ацетиленовой или пропановой смеси.
Оператор вручную направляет это пламя на основные материалы, окружающие соединение. Кондуктивная передача тепла от пламени доводит детали до температуры пайки, после чего вводится припой, который плавится, заполняя соединение посредством капиллярного действия.
Сравнение лицом к лицу
Каждый метод превосходит в разных областях. Правильный выбор полностью зависит от ваших операционных приоритетов.
Контроль тепла и точность
Индукционный нагрев невероятно точен. Специально разработанная катушка обеспечивает нагрев только нужной области, защищая чувствительные к теплу компоненты поблизости и минимизируя деформацию детали.
Газовая пайка гораздо менее точна. Открытое пламя нагревает гораздо более широкую область, что может быть существенным недостатком при работе со сложными сборками или деликатными деталями. Контроль полностью зависит от навыков оператора.
Скорость и повторяемость
Для производственных условий индукционная пайка значительно быстрее, часто завершая цикл нагрева за считанные секунды. Поскольку процесс контролируется машинными параметрами (мощность и время), он идеально повторяем, обеспечивая идентичность каждого соединения.
Газовая пайка — это более медленный, ручной процесс. Время, необходимое для каждого соединения, может значительно варьироваться от одного оператора к другому, что затрудняет достижение высокого уровня повторяемости.
Качество и однородность соединения
Чистое, контролируемое тепло индукции приводит к исключительно высококачественным соединениям. Оно производит минимальное окисление и обеспечивает чистое, прочное соединение с меньшим количеством припоя. Эта однородность снижает количество брака и доработок.
Качество газопаянного соединения является прямым отражением навыков оператора. Опытный техник может добиться отличных результатов, но всегда существует более высокий риск перегрева, чрезмерного окисления и непостоянного потока припоя.
Понимание компромиссов
Превосходство индукции по техническим параметрам компенсируется критическими факторами стоимости и гибкости.
Первоначальные инвестиции
Основным препятствием для индукционной пайки является высокая первоначальная стоимость. Источник питания, рабочая станция и, что наиболее важно, специально разработанные катушки для каждой конкретной геометрии соединения представляют собой значительные капитальные вложения.
Оборудование для газовой пайки чрезвычайно недорого. Полный комплект горелки можно приобрести за очень малую часть стоимости индукционной системы, что делает его доступным практически для любой операции.
Операционная гибкость
Индукционные системы узкоспециализированы. Катушка, разработанная для одной детали, не будет работать для другой, что делает ее неэффективной для производства с высокой номенклатурой, малым объемом или для разовых ремонтов. Переход от одной детали к другой требует замены катушки.
Газовая горелка — это определение гибкости. Одна горелка может использоваться для пайки практически бесконечного разнообразия форм и размеров деталей без каких-либо изменений в настройке, что делает ее идеальной для ремонтных мастерских и индивидуального изготовления.
Правильный выбор для вашей цели
Выберите процесс, который напрямую соответствует вашим производственным целям и ограничениям.
- Если ваш основной акцент — крупносерийное производство и автоматизация: Индукционная пайка — очевидный выбор благодаря своей скорости, повторяемости и превосходному контролю качества.
- Если ваш основной акцент — мелкосерийная работа, индивидуальный ремонт или различные геометрии деталей: Газовая пайка обеспечивает необходимую гибкость при значительно меньших затратах.
- Если ваш основной акцент — минимизация первоначальных капитальных вложений: Газовая пайка — единственный жизнеспособный вариант из-за исключительно низкой стоимости оборудования.
- Если ваш основной акцент — максимизация качества соединения, безопасности процесса и однородности: Индукционная пайка обеспечивает непревзойденный контроль и более чистую рабочую среду.
В конечном итоге, выбор правильного метода пайки — это выбор правильного инструмента для конкретной задачи.
Сводная таблица:
| Характеристика | Индукционная пайка | Газовая пайка |
|---|---|---|
| Лучше всего подходит для | Крупносерийное, автоматизированное производство | Индивидуальные работы, ремонт, мелкосерийное производство |
| Точность и контроль | Высокие (машинный контроль) | Ниже (зависит от оператора) |
| Скорость и повторяемость | Быстро и высоко повторяемо | Медленнее, варьируется в зависимости от оператора |
| Первоначальная стоимость | Высокая | Низкая |
| Гибкость | Низкая (требует специальных катушек) | Высокая (одна горелка для многих задач) |
Испытываете трудности с выбором правильного метода пайки для вашей лаборатории или производственной линии? KINTEK специализируется на лабораторном оборудовании и расходных материалах, удовлетворяя потребности лабораторий. Наши эксперты помогут вам проанализировать ваши конкретные требования к объему, точности и бюджету, чтобы порекомендовать оптимальное решение. Позвольте нам помочь вам достичь более прочных, более однородных соединений и повысить эффективность вашего производства. Свяжитесь с нашей командой сегодня для индивидуальной консультации!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Печь для спекания и пайки в вакууме
- Печь для вакуумной индукционной плавки лабораторного масштаба
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
- Вакуумная машина для холодной заливки образцов
Люди также спрашивают
- Какая машина используется для формования? Термопластавтоматы для массового производства
- Каково применение термопластавтоматов? Обеспечение массового производства сложных деталей
- Каковы преимущества и недостатки термопластавтоматов? Максимизация эффективности для массового производства
- Каковы два распространенных типа процессов литья под давлением? Объяснение: термопласты против реактопластов
- Каковы этапы процесса формования? Руководство по формованию пластика, металла и керамики











