Это сценарий, который слишком часто разыгрывается в лабораториях материаловедения и отделах исследований и разработок. Вы только что закончили сжатие нагретой металлической заготовки, придавая ей форму нового компонента. Он выглядит идеально — размеры правильные, поверхность чистая. Но во время тестирования качества, или, что хуже, при сборке прототипа, появляется крошечная трещина. Деталь выходит из строя. Недели работы и дорогие материалы потрачены впустую, и команда возвращается к началу, задаваясь вопросом: «Что пошло не так?»
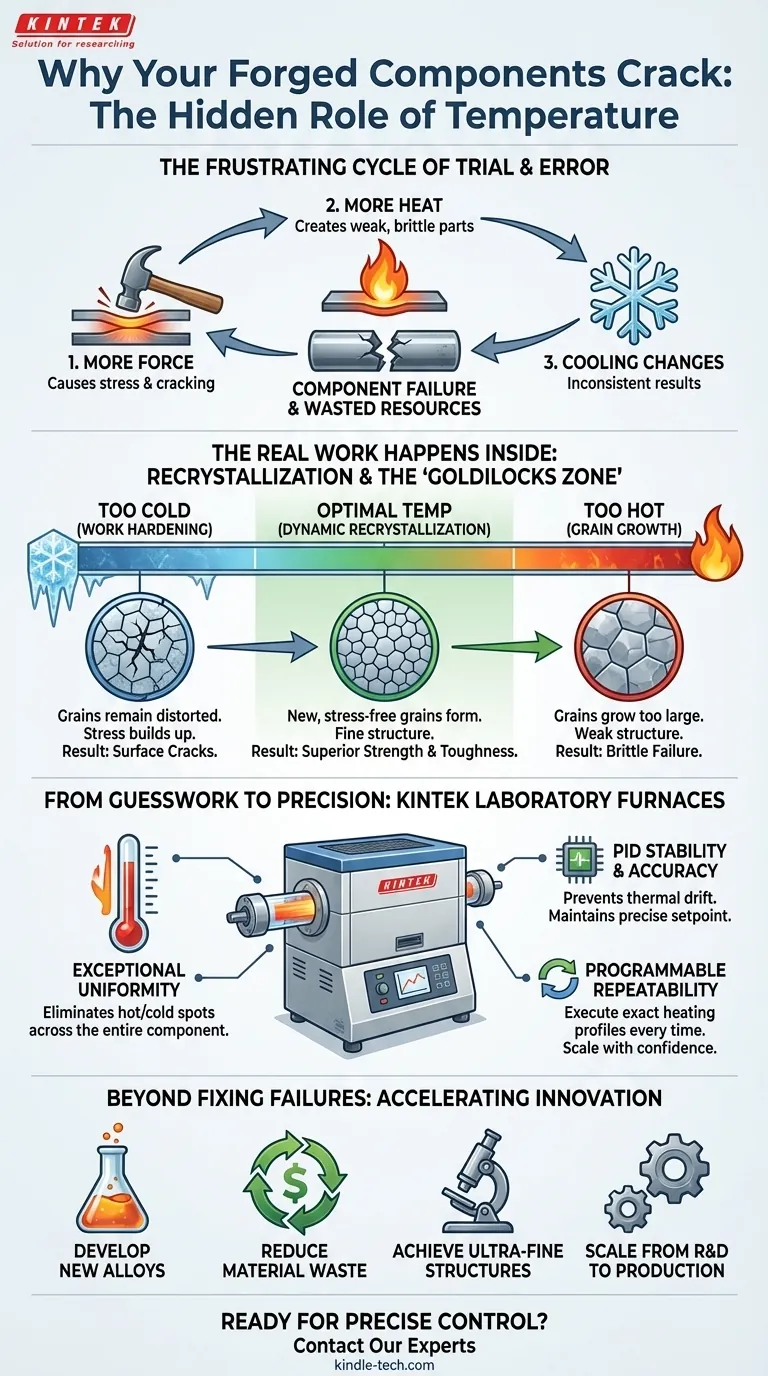
Разочаровывающий цикл проб и ошибок
Если это звучит знакомо, вы не одиноки. Задача создания прочных, надежных компонентов в процессах горячей обработки, таких как ковка или экструзия, является универсальной. Столкнувшись с такими отказами, как растрескивание или хрупкость, инстинктивной реакцией является изменение наиболее очевидных переменных.
Инженеры и технические специалисты часто оказываются в цикле дорогостоящих догадок:
- «Приложим больше силы». Логика кажется здравой — если металл не формируется должным образом, надавите сильнее. Но это часто приводит к более сильному поверхностному растрескиванию и внутренним напряжениям.
- «Нагреем сильнее». Идея состоит в том, чтобы сделать металл более мягким и пластичным. Но это может привести к получению компонента, который выглядит хорошо, но на самом деле является слабым и хрупким, неожиданно выходя из строя под нагрузкой.
- «Может быть, мы слишком быстро охлаждаем?» Команды экспериментируют с различными методами закалки или охлаждения, но результаты остаются непоследовательными и непредсказуемыми.
Эти повторяющиеся отказы — не просто техническая неприятность; они имеют серьезные последствия для бизнеса. Сроки проектов растягиваются с недель до месяцев. Бюджеты поглощаются дорогостоящими сплавами, потраченными впустую. Самое главное, неспособность надежно производить высокопроизводительные материалы тормозит инновации и может подорвать вашу репутацию качества. Команда застревает на лечении симптомов, потому что истинная причина проблемы скрыта от глаз.
Настоящая работа происходит внутри: понимание рекристаллизации
Фундаментальная ошибка в подходе «больше силы, больше тепла» заключается в том, что он фокусируется только на внешней форме металла. Настоящий секрет прочного, успешного компонента заключается в контроле его внутренней микроскопической структуры.
Представьте, что металл состоит из бесчисленных крошечных, взаимосвязанных кристаллов, или «зёрен». Когда вы прилагаете сжимающую силу, вы искажаете и напрягаете эти зёрна. Цель нагрева металла — не просто сделать его мягким; она заключается в том, чтобы дать этим зёрнам энергию для «исцеления» самих себя.
Этот процесс исцеления называется динамической рекристаллизацией. Старые, искаженные зёрна заменяются новыми, меньшими, свободными от напряжений зёрнами. Мелкая, однородная структура зёрен придает компоненту превосходную прочность и ударную вязкость.
«Зона Златовласки»: узкое окно между хрупкостью и растрескиванием
Вот критически важный момент: рекристаллизация происходит правильно только в очень специфическом температурном диапазоне для каждого сплава. Это корень проблемы.
- Если ваш металл слишком горячий (даже немного): Новые зёрна становятся слишком большими. Большие зёрна создают слабую, хрупкую структуру. Вот почему подход «просто нагреть сильнее» часто приводит к тому, что детали выходят из строя позже.
- Если ваш металл слишком холодный: Рекристаллизация замедляется или полностью останавливается. Зёрна остаются искаженными и напряженными, состояние, называемое «наклепом». По мере продолжения приложения силы, это накопленное напряжение не имеет выхода, что приводит к поверхностным трещинам и катастрофическому отказу.
Распространенные решения терпят неудачу, потому что они не учитывают этот фундаментальный принцип. Вы не можете решить проблему точного контроля температуры грубой силой. Вам нужно перестать угадывать и начать контролировать.
От догадок к точности: инструмент, разработанный для идеальной рекристаллизации
Чтобы последовательно достигать идеальной температуры «Златовласки», вам нужно больше, чем просто печь. Вам нужен инструмент, способный поддерживать стабильную, однородную и точно контролируемую тепловую среду на протяжении всего процесса.
Именно эту проблему решают лабораторные печи KINTEK. Это не просто нагревательные устройства; это прецизионные приборы для термообработки, разработанные для строгих требований материаловедения.
Наши печи напрямую решают основные причины отказов при горячей штамповке:
- Проблема непостоянной температуры: Наши печи обеспечивают исключительную однородность температуры, гарантируя, что весь компонент — от поверхности до сердцевины — остается в оптимальном окне рекристаллизации. Никаких горячих точек, вызывающих рост зёрен, никаких холодных точек, вызывающих наклеп.
- Проблема колебаний температуры: Передовые ПИД-регуляторы с высокой точностью поддерживают заданную температуру, предотвращая тепловой дрейф, который может испортить всю партию.
- Проблема повторяемости: Благодаря программируемым многоступенчатым тепловым циклам вы можете разрабатывать, выполнять и, самое главное, повторять точный профиль нагрева, необходимый вашему материалу, каждый раз.
Заменяя догадки точным контролем, вы больше не просто формируете металл; вы целенаправленно проектируете его внутреннюю структуру для достижения максимальной производительности.
За пределами исправления отказов: ускорение ваших инноваций в области материалов
Как только вы освоите контроль температуры, произойдет фундаментальный сдвиг. Вы перейдете от реактивного режима исправления отказов к проактивному режиму создания возможностей. Время, ресурсы и умственная энергия, которые раньше тратились на устранение неполадок, теперь освобождаются для подлинных инноваций.
Благодаря надежной и повторяемой термообработке ваша лаборатория теперь может:
- Уверенно разрабатывать новые, передовые сплавы, зная, что вы можете обрабатывать их с полным потенциалом.
- Значительно сократить отходы материалов и ускорить циклы исследований и разработок.
- Достигать сверхмелких структур зёрен, необходимых для критически важных приложений в аэрокосмической, медицинской и высокопроизводительной отраслях.
- Создать надежную «книгу рецептов» тепловых профилей, позволяющую масштабировать от исследований до опытного производства с предсказуемыми результатами.
В конечном счете, решение головоломки горячего сжатия — это не просто создание лучших деталей. Это раскрытие способности вашей команды быстрее внедрять инновации и раздвигать границы возможного с помощью материалов.
Ваша работа слишком важна для догадок. Если вы готовы перейти от проб и ошибок к точному, повторяемому контролю в ваших приложениях термообработки, наша команда готова помочь. Мы можем предоставить экспертные рекомендации о том, как правильное оборудование может решить не только эту проблему, но и многие другие в рабочем процессе вашей лаборатории. Чтобы обсудить ваш конкретный проект и требования к материалам, свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Специальная пресс-форма для лабораторного использования
- Пресс-форма для шариков для лаборатории
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Печь для вакуумной термообработки и спекания молибденовой проволоки для вакуумного спекания
Связанные статьи
- Полное руководство по Цилиндрические пресс-формы с электрическим нагревом: Технология и применение
- Инфракрасные технологии пресс-форм для неформовочных работ
- Укрощение пустоты: искусство и наука горячего прессования
- Как выбрать лабораторный горячий пресс
- Комплексное руководство по штампам для пресс-грануляторов и их применению



