
В поисках идеального твердого тела
В материаловедении конечная цель — часто контроль. Не просто формирование материала, а определение его внутренней структуры на атомном уровне.
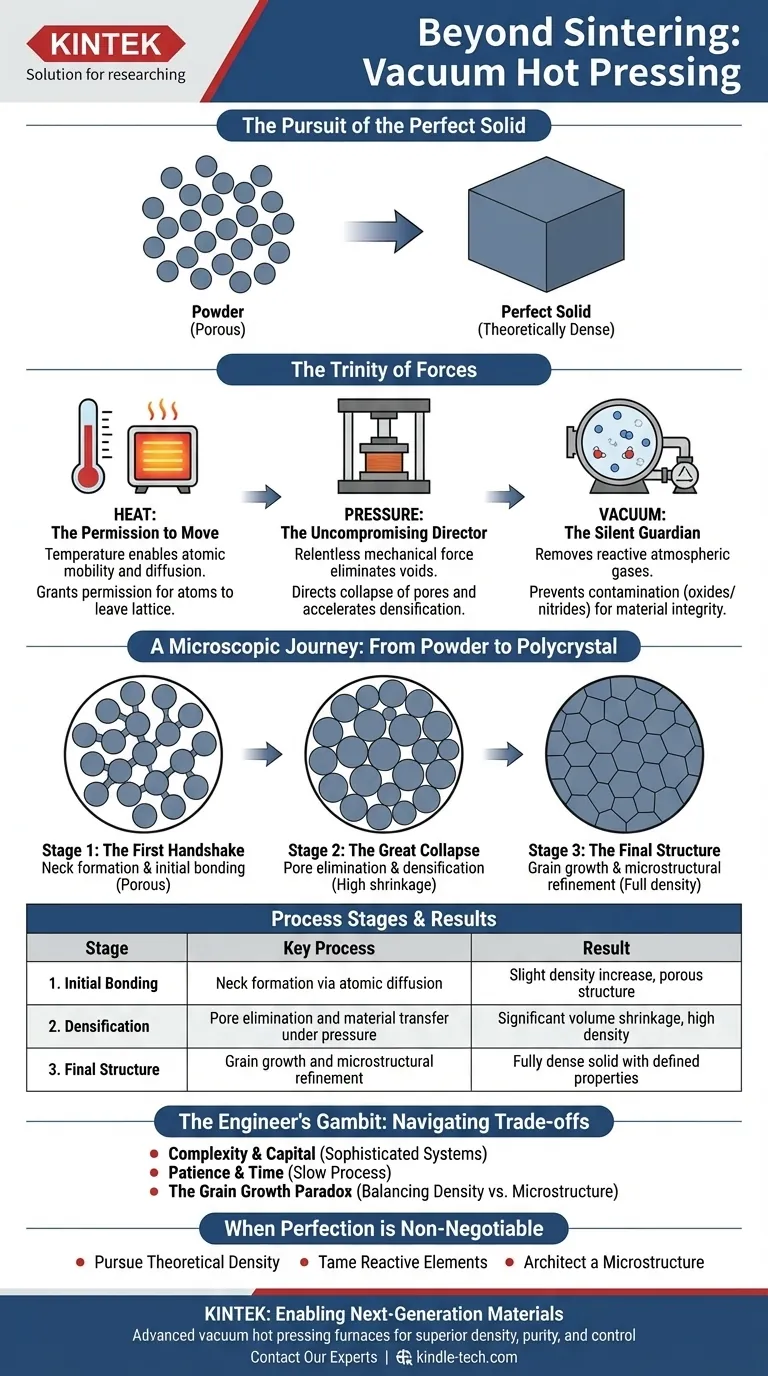
Когда вы начинаете с мелкодисперсного порошка, вы сталкиваетесь с фундаментальной проблемой: пустое пространство. Зазоры между отдельными частицами — это точки слабости, крошечные пустоты, которые могут привести к катастрофическим отказам под нагрузкой.
Простое плавление и литье не всегда является вариантом, особенно для передовой керамики или тугоплавких металлов. Решение более элегантно. Это процесс убеждения и силы, превращающий рыхлую коллекцию пыли в монолитное, теоретически плотное твердое тело. Это мир вакуумного горячего прессования.
Троица сил
Внутри печи для вакуумного горячего прессования материал не просто нагревается; он переделывается под воздействием трех синергетических сил. Каждая играет свою особую психологическую роль в принуждении частиц отказаться от своей индивидуальности и слиться в единое целое.
Тепло: разрешение на движение
Температура — это активатор. Она обеспечивает вибрационную энергию, которая высвобождает атомы из их жестких положений в решетке, делая их подвижными. Представьте, что это разрешение атомам покинуть свои дома.
Эта атомная подвижность позволяет осуществлять диффузию — медленную, целенаправленную миграцию атомов через границы, где частицы соприкасаются. Без тепла ничего не происходит. С ним закладывается основа для связывания.
Давление: бескомпромиссный дирижер
Если тепло дает разрешение, давление дает команду. Внешняя механическая сила неумолима. Она физически сдвигает частицы друг к другу, устраняя грубые пустоты между ними и максимизируя точки контакта.
Давление ускоряет весь процесс. Оно способствует схлопыванию пор и ускоряет перенос материала, достигая уровня плотности за минуты или часы, который мог бы быть невозможен только с помощью тепла. Оно превращает мягкое убеждение в непреодолимый мандат на консолидацию.
Вакуум: молчаливый страж
Третий элемент — это сама среда. Вакуум — это не активная сила, а защитная. Он удаляет атмосферные газы, такие как кислород и азот, которые очень реакционноспособны при высоких температурах.
Эта чистая среда предотвращает образование хрупких оксидов или нитридов, которые загрязняли бы материал. Он действует как молчаливый страж, обеспечивая целостность процесса и позволяя реализовать истинный потенциал материала без нежелательного химического вмешательства.
Микроскопическое путешествие: от порошка к поликристаллу
Превращение рыхлого порошка в плотное твердое тело — это драматическое, многоэтапное путешествие.
Этап 1: первое рукопожатие
По мере повышения температуры образуются первые соединения. В точках соприкосновения частиц начинают формироваться крошечные мостики атомов или «шейки». Это начальная стадия связывания, осторожное рукопожатие между соседями. Общая структура все еще сильно пористая, но компонент начал обретать хрупкую целостность.
Этап 2: великое схлопывание
При сохранении температуры и давления процесс становится агрессивным. Атомы мигрируют с границ между зернами, заполняя оставшиеся пустоты. Поры, когда-то представлявшие собой взаимосвязанную сеть, сжимаются, становятся изолированными и систематически уничтожаются.
Именно здесь происходит наиболее значительное уплотнение. Объем компонента заметно уменьшается, поскольку пустое пространство выдавливается из существования.
Этап 3: финальная архитектура
На последнем этапе почти вся пористость исчезает. Основная активность смещается на рост зерен, где более крупные, более энергетически стабильные зерна расширяются за счет поглощения меньших.
Это самая деликатная фаза. Инженер должен тщательно контролировать время и температуру, чтобы достичь желаемого размера зерна, который напрямую определяет механические свойства, такие как прочность, твердость и ударная вязкость. Чрезмерный рост зерен может свести на нет преимущества полной плотности.
Гамбит инженера: навигация по компромиссам
Такой уровень контроля не обходится без затрат. Выбор вакуумного горячего прессования — это стратегическое решение, которое включает в себя принятие уникального набора проблем.
-
Сложность и капитал: Эти печи — сложные системы, требующие надежных вакуумных насосов, точных гидравлических прессов и передовых систем теплового контроля. Они представляют собой значительные инвестиции как в капитал, так и в эксплуатационный опыт.
-
Терпение и время: Процесс по своей природе медленный. Тщательный нагрев, выдержка под давлением и контролируемые циклы охлаждения требуют времени. Это не метод для крупномасштабного производства, а для высокоценных компонентов.
-
Парадокс роста зерен: Те же условия, которые способствуют идеальной плотности — высокая температура и время — также способствуют нежелательному росту зерен. Инженер постоянно находится в состоянии баланса, стремясь к уплотнению, одновременно контролируя микроструктуру. Это игра оптимизации, где успех измеряется в микронах.
| Этап | Ключевой процесс | Результат |
|---|---|---|
| 1. Начальное связывание | Образование шейки между частицами путем диффузии атомов | Незначительное увеличение плотности, пористая структура |
| 2. Уплотнение | Устранение пор и перенос материала под давлением | Значительное сжатие объема, высокая плотность |
| 3. Финальная структура | Рост зерен и уточнение микроструктуры | Полностью плотное твердое тело с определенными механическими свойствами |
Когда совершенство не подлежит обсуждению
Так зачем же принимать эту сложность? Потому что для определенных применений альтернативы нет. Вы выбираете вакуумное горячее прессование, когда производительность материала имеет первостепенное значение.
- Стремление к теоретической плотности: Когда вам нужно устранить последнюю долю процента пористости в высокоэффективной керамике или компонентах порошковой металлургии.
- Укрощение реакционноспособных элементов: При работе с такими материалами, как титан, ниобий или передовые сплавы, которые были бы испорчены воздействием кислорода при высоких температурах.
- Архитектура микроструктуры: Когда цель состоит в том, чтобы создать полностью плотную деталь, сохраняя при этом исключительно мелкий размер зерна для максимальной прочности и ударной вязкости.
В KINTEK мы понимаем стремление к совершенству материалов. Мы специализируемся на поставке передовых печей для вакуумного горячего прессования, которые дают исследователям и инженерам необходимый контроль. Наши системы разработаны для управления тонким взаимодействием тепла, давления и вакуума, позволяя создавать материалы следующего поколения.
Если ваша работа требует превосходной плотности, чистоты и контроля микроструктуры, мы предоставляем инструменты для создания твердых тел из пыли. Свяжитесь с нашими экспертами
Визуальное руководство
Связанные товары
- Вакуумная печь горячего прессования Нагретая вакуумная прессовальная машина
- Печь горячего прессования в вакууме, машина для горячего прессования, трубчатая печь
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Электрический гидравлический вакуумный термопресс для лаборатории
- Вакуумная индукционная горячая прессовая печь 600T для термообработки и спекания
Связанные статьи
- Создание совершенства в вакууме: Физика сверхплотных материалов
- Полное руководство по применению печи горячего прессования в вакууме
- Гидравлическая дилемма: одноосное против двухосного давления в производстве современных материалов
- Искусство отсутствия: почему лучшая металлургия происходит в вакууме
- Вакуумная печь для горячего прессования: исчерпывающее руководство



















