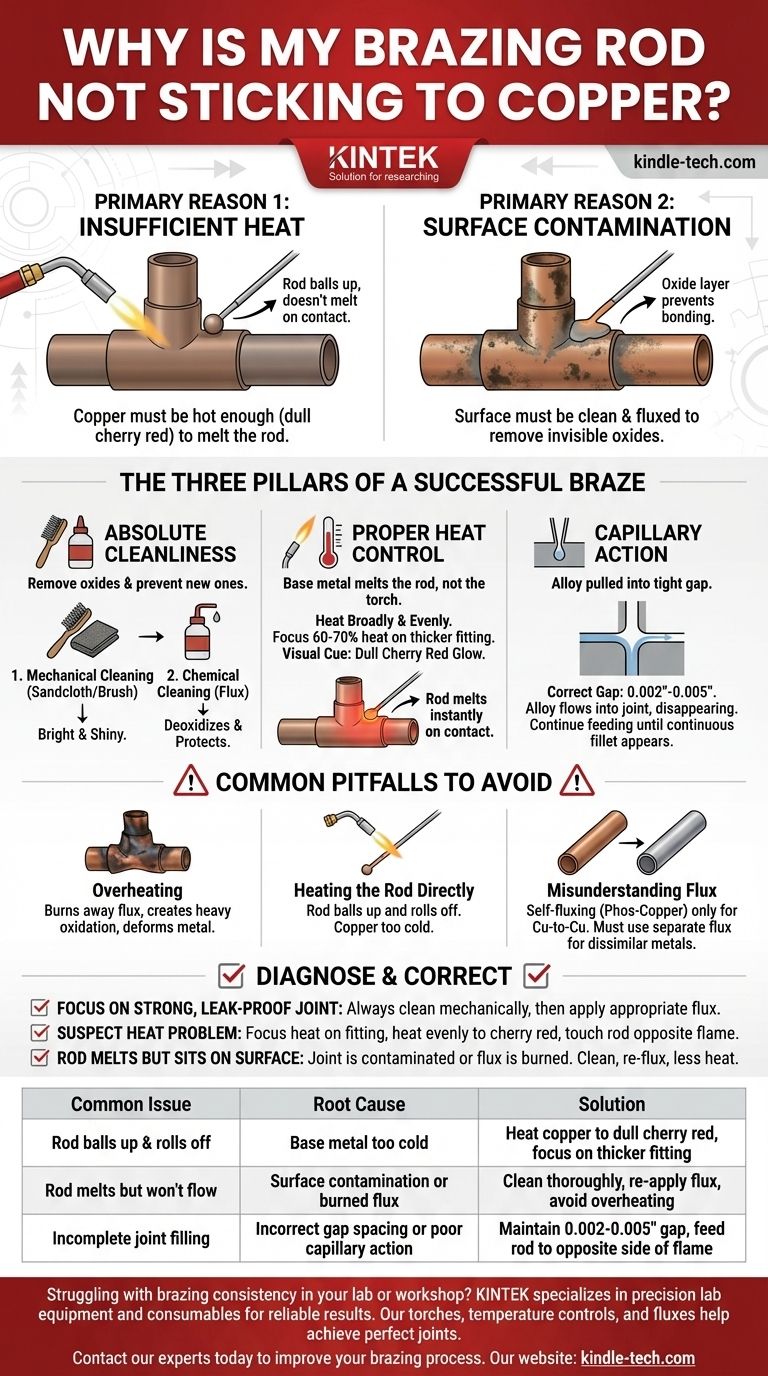
В конечном счете, припой не прилипает к меди по двум основным причинам: недостаточный нагрев основного металла или загрязнение поверхности. Сама медь должна быть достаточно горячей — обычно тускло-вишнево-красной — чтобы расплавить припой при контакте. Если поверхность не идеально чистая и не защищена флюсом, образуется невидимый слой оксида, который препятствует сцеплению расплавленного присадочного сплава с медью.
Пайка — это не процесс «склеивания» деталей расплавленным прутком. Это металлургический процесс, при котором вы создаете перегретую, чистую среду, которая позволяет основному металлу (меди) расплавить присадочный пруток, втягивая сплав в соединение за счет капиллярного действия для образования связи, более прочной, чем сама медь.

Три столпа успешной пайки
Чтобы решить проблему «не прилипает», вы должны освоить три основных принципа. Неудача в любой из этих областей приведет к неудачному соединению.
Столп 1: Абсолютная чистота
Загрязнение — тихий враг хорошей пайки. Когда медь нагревается, она почти мгновенно вступает в реакцию с кислородом в воздухе, образуя слой оксида меди. Расплавленный припой не может и не будет сцепляться с этим слоем оксида.
Ваша первая задача — удалить все существующие оксиды и предотвратить образование новых. Это двухэтапный процесс: механическая очистка с последующей химической очисткой (флюс).
- Механическая очистка: Используйте наждачную ткань или проволочную щетку для зачистки внешней поверхности трубы и внутренней поверхности фитинга. Поверхности должны быть очищены до однородного яркого и блестящего вида, без темных пятен.
- Химическая очистка (флюс): После механической очистки нанесите тонкий, равномерный слой подходящего паяльного флюса на обе поверхности. Флюс действует как раскислитель, индикатор температуры и защитный экран, предотвращающий повторное окисление во время нагрева соединения.
Столп 2: Правильный контроль температуры
Это самая частая причина неудач для новичков. Вы не плавите припой пламенем горелки. Вы нагреваете медную трубу и фитинг до тех пор, пока они не станут достаточно горячими, чтобы расплавить припой сами по себе.
Правильная техника включает в себя широкое и равномерное нагревание узла. Поскольку фитинг обычно толще и тяжелее трубы, он требует больше тепла. Сосредоточьте около 60-70% тепла на фитинге, чтобы обеспечить одновременное достижение температуры всем узлом.
Визуальный ориентир — цвет. Нагревайте медь до тех пор, пока она не засветится слабым, тускло-вишнево-красным цветом. При этой температуре, если вы коснетесь припоем шва соединения, тепло от самой меди должно мгновенно расплавить его.
Столп 3: Роль капиллярного действия
Если соединение чистое и температура правильная, последний принцип — капиллярное действие. Это физическая сила, которая втягивает жидкий присадочный сплав в узкий, равномерный зазор между трубой и фитингом.
Чтобы капиллярное действие работало, зазор должен быть правильным — обычно от 0,002" до 0,005" (от 0,05 до 0,127 мм). Если зазор слишком мал, сплаву негде течь. Если он слишком велик, капиллярная сила слишком слаба, чтобы втянуть присадку и полностью распределить ее.
Когда вы подносите пруток к горячему соединению, он должен расплавиться и немедленно втянуться в шов, исчезая из виду. Вы должны продолжать подавать пруток до тех пор, пока не увидите сплошной галтель (тонкое кольцо сплава) по всему периметру соединения.
Распространенные ошибки, которых следует избегать
Понимание того, чего не следует делать, так же важно, как и знание правильной процедуры.
Опасность перегрева
Применение слишком большого количества тепла так же разрушительно, как и слишком малого. Перегрев сжигает защитный флюс, создает сильное, темное наслоение (окисление), которое флюс не может удалить, и даже может расплавить или деформировать медь. Цель — контролируемый вишнево-красный цвет, а не ярко-оранжевое свечение.
Ошибка прямого нагрева прутка
Классическая ошибка новичка — направить горелку на присадочный пруток, чтобы расплавить его, пытаясь «капнуть» его на соединение. Это приводит к тому, что пруток скатывается шариком, потому что медь слишком холодна, чтобы сплав мог «смачить» поверхность и течь. Горелка нагревает детали; детали плавятся пруток.
Неправильное понимание флюса
Различные присадочные сплавы требуют разного флюсования. Для медно-медного соединения сплавы, содержащие фосфор (например, пруток Phos-Copper 15%), являются самофлюсующимися, поскольку фосфор действует как раскислитель. Однако при пайке меди с разнородным металлом, таким как латунь или сталь, вы должны использовать отдельный флюс. Предположение, что сплав самофлюсующийся в неподходящей ситуации, гарантирует неудачу.
Сделайте правильный выбор для вашей цели
Используйте этот контрольный список для диагностики и исправления вашей техники.
- Если ваша основная цель — прочное, герметичное соединение: Всегда начинайте с механической очистки трубы и фитинга наждачной тканью до однородного блеска, затем нанесите тонкий слой подходящего флюса.
- Если вы подозреваете проблему с нагревом: Сосредоточьте большую часть тепла на более толстом фитинге, нагрейте узел равномерно до вишнево-красного цвета и коснитесь прутком соединения напротив пламени. Сама медь должна мгновенно расплавить пруток и втянуть его.
- Если пруток плавится, но просто лежит на поверхности: Ваше соединение либо загрязнено, либо вы сожгли флюс перегревом. Дайте ему остыть, полностью очистите, снова нанесите флюс и повторите попытку с меньшим нагревом.
Освойте взаимосвязь между чистотой и температурой, и вы освоите процесс пайки.
Сводная таблица:
| Распространенная проблема | Основная причина | Решение |
|---|---|---|
| Пруток скатывается в шарик и отваливается | Слишком холодный основной металл | Нагрейте медь до тускло-вишнево-красного цвета, сосредоточьтесь на более толстом фитинге |
| Пруток плавится, но не течет | Загрязнение поверхности или сгоревший флюс | Тщательно очистите, повторно нанесите флюс, избегайте перегрева |
| Неполное заполнение соединения | Неправильный зазор или плохое капиллярное действие | Поддерживайте зазор 0,002-0,005", подавайте пруток с противоположной стороны пламени |
Испытываете трудности с постоянством пайки в вашей лаборатории или мастерской? KINTEK специализируется на прецизионном лабораторном оборудовании и расходных материалах, которые обеспечивают надежные результаты. Наши паяльные горелки, регуляторы температуры и высокочистые флюсы помогают техническим специалистам и инженерам каждый раз получать идеальные соединения.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как решения KINTEK могут улучшить ваш процесс пайки и обеспечить более прочные и надежные соединения для ваших лабораторных или производственных нужд.
Визуальное руководство
Связанные товары
- Керамический стержень из нитрида бора (BN) для высокотемпературных применений
- Прецизионно обработанный стабилизированный цирконием керамический стержень из оксида циркония для производства передовой тонкой керамики
- Инженерные усовершенствованные керамические стержни из тонкого оксида алюминия Al2O3 с изоляцией для промышленного применения
- Производитель нестандартных деталей из ПТФЭ-тефлона для стержневого извлекателя мешалок из ПТФЭ
- Печь для спекания и пайки в вакууме
Люди также спрашивают
- Почему тигли из нитрида бора (BN) используются при инфильтрации металлами? Обеспечение чистоты образца и свойств несмачиваемости.
- Какие изоляционные материалы выдерживают максимальную температуру? Выберите правильный высокотемпературный изолятор для вашего применения
- Почему в спекании VHP используется покрытие из нитрида бора? Предотвращает диффузию углерода и обеспечивает чистое извлечение из формы
- Каково назначение изоляционных листов из нитрида бора (BN) в SPS? Разделение тепловых и электрических эффектов спекания
- Почему необходимо использовать керамический тигель как носитель при синтезе нитрида бора? Гарантия высокочистых результатов




