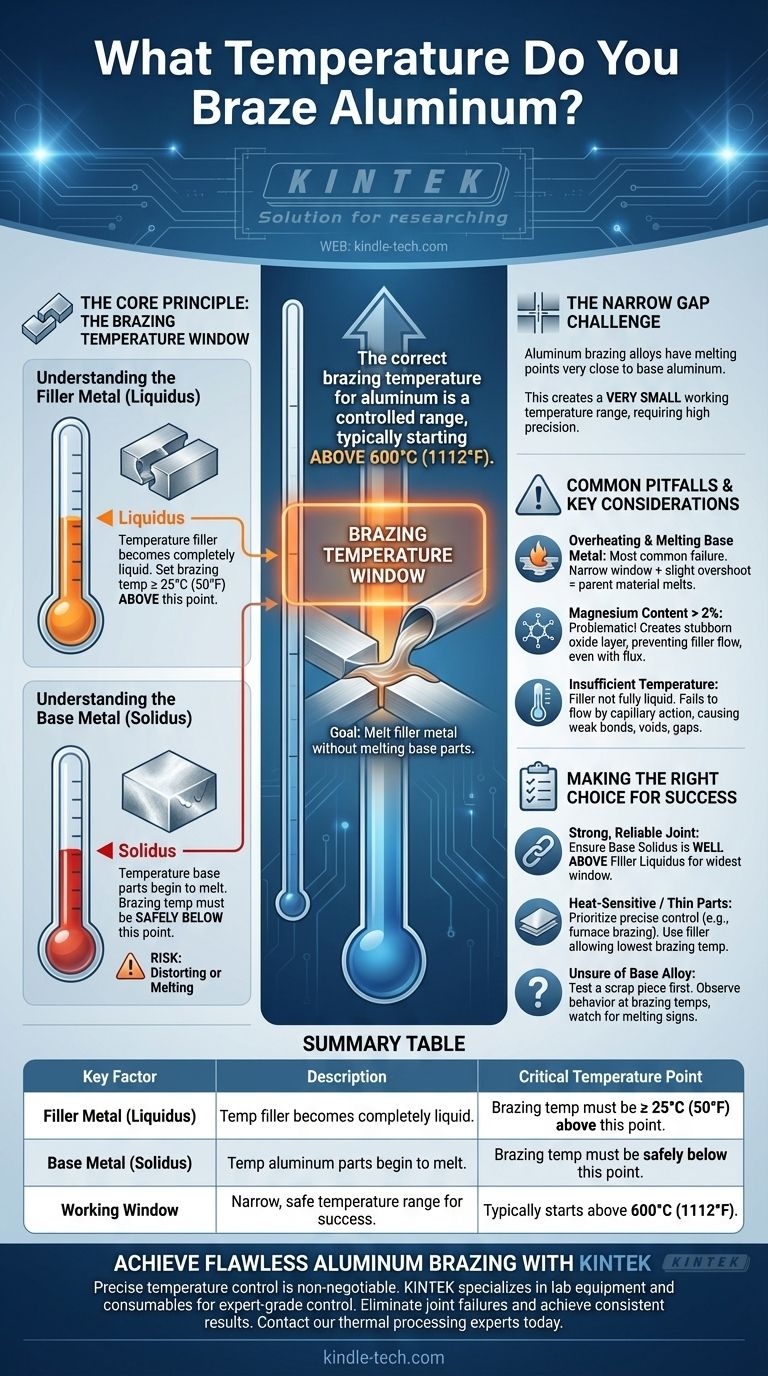
Правильная температура пайки алюминия — это не одно значение, а тщательно контролируемый диапазон, который обычно начинается выше 600°C (1112°F). Точная температура критически зависит от двух факторов: используемого вами присадочного сплава и основного алюминиевого сплава, который вы соединяете. Цель состоит в том, чтобы расплавить присадочный металл так, чтобы он заполнил шов, не расплавляя при этом сами алюминиевые детали.
Успешная пайка алюминия зависит от критического температурного окна. Вы должны нагреть сборку до температуры, которая выше точки плавления (ликвидуса) вашего присадочного сплава, но безопасно ниже точки плавления (солидуса) алюминиевых деталей, которые вы соединяете.

Основной принцип: Температурное окно пайки
Понимание пайки алюминия заключается в понимании взаимосвязи между основным металлом и присадочным металлом. В отличие от стали, алюминиевые сплавы имеют очень узкий зазор между температурой пайки и температурой плавления, что требует высокой точности.
Понимание присадочного металла (ликвидус)
Ликвидус — это температура, при которой присадочный сплав становится полностью жидким. Чтобы присадка правильно заполнила шов, температура пайки должна быть немного выше этой точки.
Общее правило состоит в том, чтобы устанавливать температуру пайки как минимум на 25°C (50°F) выше ликвидуса используемого конкретного присадочного сплава.
Понимание основного металла (солидус)
Солидус — это температура, при которой основной алюминиевый сплав начинает плавиться. Ваша температура пайки всегда должна оставаться ниже солидуса соединяемых вами деталей.
Если температура достигает солидуса основного металла, вы рискуете деформировать или полностью расплавить вашу заготовку. Это основной вид отказа при пайке алюминия.
Почему зазор так узок
Проблема с алюминием заключается в том, что его припои (обычно алюминиево-кремниевые сплавы) имеют температуру плавления, очень близкую к температуре плавления основных алюминиевых деталей. Это создает очень малый рабочий температурный диапазон, часто всего несколько десятков градусов, что требует точного контроля нагрева.
Распространенные ошибки и ключевые соображения
Достижение правильной температуры — это лишь часть процесса. Определенные свойства материала и ошибки процесса могут привести к разрушению соединения, даже если ваша температура кажется правильной.
Перегрев и плавление основного металла
Это наиболее распространенный и катастрофический отказ. Поскольку температурное окно настолько узкое, даже небольшое превышение температуры или неравномерный нагрев может привести к плавлению основного материала до того, как присадка должным образом заполнит шов.
Проблема с содержанием магния
Состав вашего основного алюминиевого сплава имеет решающее значение. Сплавы с содержанием магния более 2% обычно не подходят для пайки.
Магний создает очень стабильный и стойкий оксидный слой на поверхности, который препятствует смачиванию и связыванию присадочного металла с основным металлом, даже при правильном флюсовании.
Недостаточная температура
Работа при слишком низкой температуре также является проблемой. Присадочный металл не станет полностью жидким и не сможет полностью затечь в шов за счет капиллярного действия. Это приводит к неполному, слабому соединению с пустотами и зазорами.
Правильный выбор для успешной пайки
Ваш подход должен определяться используемыми материалами и точностью, требуемой вашим проектом.
- Если ваша основная цель — прочное, надежное соединение: Убедитесь, что температура солидуса вашего основного сплава значительно выше температуры ликвидуса вашего припоя, чтобы создать максимально широкое рабочее окно.
- Если вы работаете с термочувствительными или тонкими компонентами: Придайте приоритет точному контролю температуры, используя такие методы, как печная пайка, и выберите припой, который позволит использовать максимально низкую температуру пайки.
- Если вы не уверены в составе вашего основного сплава: Сначала протестируйте обрезки, чтобы понаблюдать, как они ведут себя при температурах пайки, обращая особое внимание на любые признаки плавления.
В конечном итоге, освоение пайки алюминия заключается в точном контроле этого узкого и критического температурного окна.
Сводная таблица:
| Ключевой фактор | Описание | Критическая температурная точка |
|---|---|---|
| Присадочный металл (ликвидус) | Температура, при которой присадочный сплав становится полностью жидким. | Температура пайки должна быть ≥ 25°C (50°F) выше этой точки. |
| Основной металл (солидус) | Температура, при которой алюминиевые детали начинают плавиться. | Температура пайки должна быть безопасно ниже этой точки. |
| Рабочее окно | Узкий, безопасный температурный диапазон для успешной пайки. | Обычно начинается выше 600°C (1112°F). |
Добейтесь безупречной пайки алюминия с KINTEK
Точный контроль температуры является обязательным условием для прочных, надежных паяных соединений алюминия. Узкое окно между точкой плавления присадочного металла и точкой плавления основного металла требует оборудования экспертного уровня.
KINTEK специализируется на лабораторном оборудовании и расходных материалах, которые обеспечивают ваш успех. Независимо от того, разрабатываете ли вы новые продукты или обеспечиваете качество производства, наш ассортимент прецизионных печей и решений для термической обработки обеспечивает точный контроль, необходимый для освоения этого критически важного процесса.
Позвольте нам помочь вам исключить разрушения соединений и достичь стабильных результатов.
Свяжитесь с нашими экспертами по термической обработке сегодня, чтобы обсудить ваше конкретное применение пайки алюминия и найти идеальное решение для нужд вашей лаборатории.
Визуальное руководство
Связанные товары
- Алюминиевая трубка для печи (Al2O3) для передовых тонких керамических материалов
- Печь для спекания и пайки в вакууме
- Лабораторная трубчатая печь высокой температуры 1700℃ с алюминиевой трубкой
- Инженерный усовершенствованный тигель из тонкой глиноземной керамики Al2O3 для лабораторной муфельной печи
- Печь-муфель с высокой температурой для обезжиривания и предварительного спекания в лаборатории
Люди также спрашивают
- Какую роль играет высокоглиноземная трубка печи в высокотемпературном восстановлении никелевого шлака? Обеспечение точности 1400°C
- Как высокотемпературная трубчатая керамическая печь обеспечивает стабильный захват углерода расплавленной солью? Достижение точных тепловых циклов
- Какой материал используется в высокотемпературных печах? Выбор правильной керамики для экстремального нагрева
- Как чистить муфельную трубку из оксида алюминия? Продлите срок службы трубки и обеспечьте чистоту эксперимента
- Почему высокотемпературная трубчатая печь является ключевым элементом восстановления технического углерода? Мастерство точного пиролиза и регенерации материалов



















