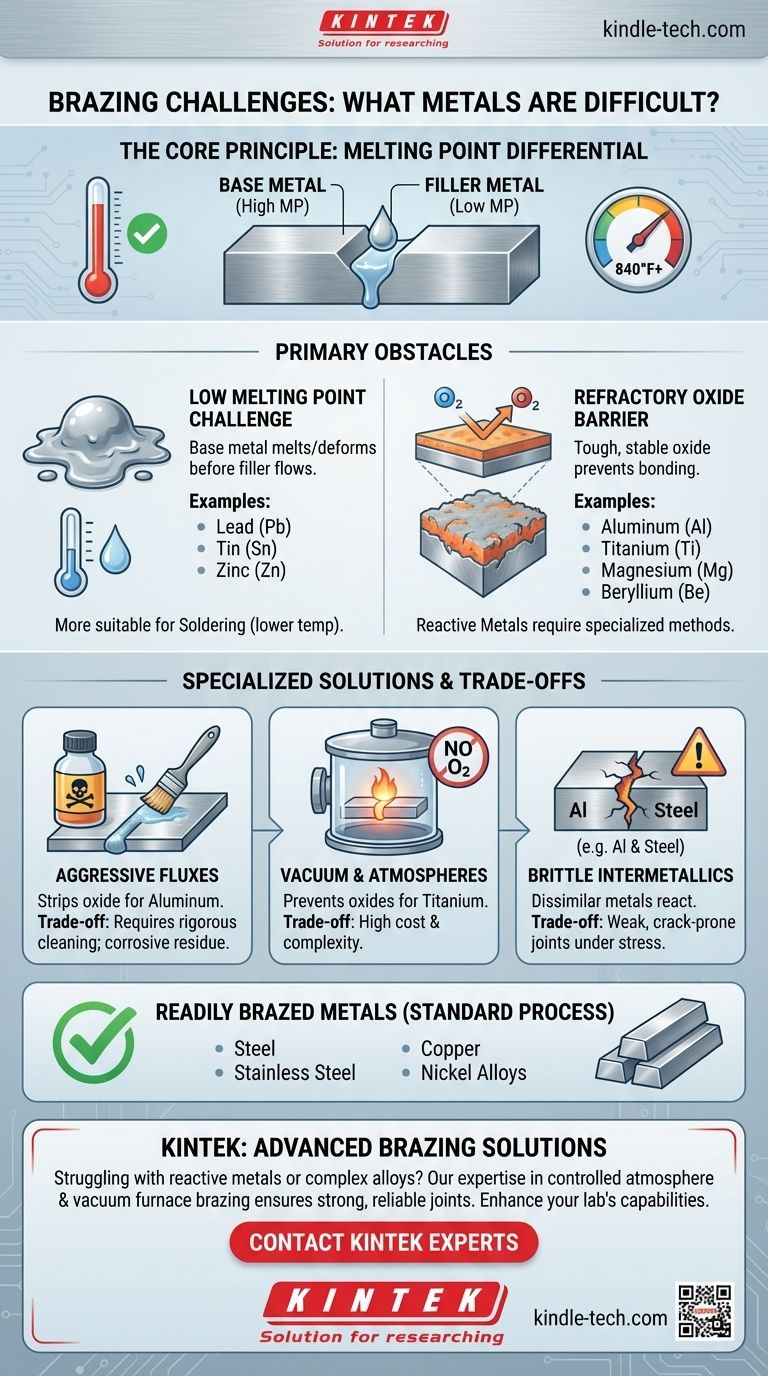
Хотя пайка твердым припоем является замечательно универсальным процессом, не существует металла, который принципиально невозможно соединить. Скорее, определенные металлы создают значительные проблемы, которые делают их непрактичными или невозможными для пайки твердым припоем с использованием стандартных методов. Основными препятствиями являются очень низкая температура плавления, близкая к температуре пайки, или образование прочного, стабильного оксидного слоя, который препятствует сцеплению припоя с основанием.
Вопрос не в том, какие металлы нельзя паять твердым припоем, а в том, какие металлургические свойства — такие как низкая температура плавления или стойкие оксиды — делают металл чрезвычайно трудным для пайки без использования высокоспециализированных процессов, флюсов или контролируемых атмосфер.
Основной принцип пайки твердым припоем
Чтобы понять проблемы, мы должны сначала вспомнить фундаментальное требование к пайке твердым припоем. Процесс работает путем нагрева двух основных металлов и введения припоя, имеющего более низкую температуру плавления. Этот припой плавится, затягивается в соединение капиллярным действием, а затем затвердевает, создавая прочную металлургическую связь.
H3: Разница температур имеет ключевое значение
Для успешной пайки твердым припоем температура плавления основных металлов должна быть значительно выше температуры плавления припоя. Это позволяет припою полностью расплавиться и правильно течь, не расплавляя и не повреждая соединяемые детали.
Металлы, создающие проблемы в процессе пайки твердым припоем
Металлы, которые считаются трудными или «непаяемыми твердым припоем», обычно делятся на две основные категории.
H3: Проблема низкой температуры плавления
Если температура плавления основного металла слишком близка к диапазону пайки твердым припоем (обычно 840°F / 450°C и выше), сам основной металл начнет плавиться или деформироваться.
Это фактически делает стандартную пайку твердым припоем невозможной для таких металлов, как свинец, олово и цинк. Эти материалы больше подходят для пайки мягким припоем, в котором используются припои с гораздо более низкой температурой плавления.
H3: Барьер из тугоплавкого оксида
Многие полезные металлы мгновенно реагируют с кислородом в воздухе, образуя на своей поверхности прочный, стабильный и самовосстанавливающийся слой оксида. Этот оксидный слой действует как барьер, не позволяя жидкому припою «смачивать» или сцепляться с чистым основным металлом под ним.
Металлы, известные этой проблемой, включают:
- Алюминий
- Магний
- Титан
- Бериллий
Их часто называют реактивными металлами. Хотя их можно паять твердым припоем, этот процесс требует преодоления этого оксидного слоя, что значительно усложняет операцию.
Понимание компромиссов и решений
Пайка твердым припоем сложных металлов не невозможна, но она требует специализированных методов, которые влекут за собой значительные компромиссы в стоимости, сложности и постобработке.
H3: Агрессивные флюсы
Для таких металлов, как алюминий, требуется высокоактивный и часто коррозионный флюс. Этот химический агент агрессивно удаляет оксидный слой непосредственно перед потоком припоя. Основной компромисс заключается в том, что эти остатки флюса должны быть тщательно удалены со сборки после пайки, чтобы предотвратить будущую коррозию.
H3: Вакуум и контролируемые атмосферы
Для чрезвычайно реактивных металлов, таких как титан, даже самого агрессивного флюса недостаточно. Единственный надежный метод — проводить пайку твердым припоем внутри вакуумной печи. Удаляя весь кислород, образование оксидного слоя предотвращается полностью, что позволяет припою сцепляться непосредственно с основным металлом. Этот процесс дает исключительно чистые и прочные соединения, но он намного дороже и сложнее, чем пайка на открытом воздухе.
H3: Риск образования хрупких интерметаллидов
При пайке твердым припоем разнородных металлов, особенно реактивных металлов к обычным сплавам, таким как сталь (например, алюминий к стали), может возникнуть новая проблема. При температурах пайки два разных металла могут реагировать друг с другом на границе соединения, образуя твердые и хрупкие интерметаллические соединения. Эти соединения могут значительно ослабить соединение, делая его склонным к растрескиванию под нагрузкой.
Выбор правильного решения для вашего применения
В отличие от вышеуказанных проблем, такие металлы, как сталь, нержавеющая сталь, медь и никелевые сплавы, легко паяются твердым припоем, поскольку их поверхностные оксиды легко удаляются стандартными флюсами, что делает их идеальными для широкого спектра применений.
- Если ваш основной акцент делается на простоте и экономической эффективности: Выбирайте обычные основные металлы, такие как сталь, медь или латунь, которые легко паяются твердым припоем с использованием стандартного оборудования и флюсов.
- Если ваш основной акцент делается на соединении легкого алюминия: Будьте готовы использовать специализированные алюминиевые припои и высокоактивные флюсы, требующие строгой очистки после пайки.
- Если ваш основной акцент делается на высокопроизводительном титане или реактивных металлах: Вам необходимо планировать использование передовых и дорогостоящих процессов, таких как пайка в вакуумной печи, для обеспечения целостности соединения.
В конечном счете, понимание этих материальных проблем превращает пайку твердым припоем из простой задачи в точный инженерный процесс.
Сводная таблица:
| Категория металла | Ключевая проблема | Типичные примеры |
|---|---|---|
| Металлы с низкой температурой плавления | Температура плавления слишком близка к температуре пайки твердым припоем | Свинец, Олово, Цинк |
| Реактивные металлы | Образует прочный, стабильный оксидный слой | Алюминий, Титан, Магний |
Испытываете трудности с соединением сложных металлов, таких как алюминий или титан? KINTEK специализируется на передовых решениях для пайки твердым припоем и лабораторном оборудовании для реактивных металлов и сложных сплавов. Наш опыт в пайке в контролируемой атмосфере и вакуумных печах обеспечивает прочные и надежные соединения для ваших самых требовательных применений. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваши конкретные потребности в соединении металлов и узнать, как мы можем улучшить возможности вашей лаборатории!
Визуальное руководство