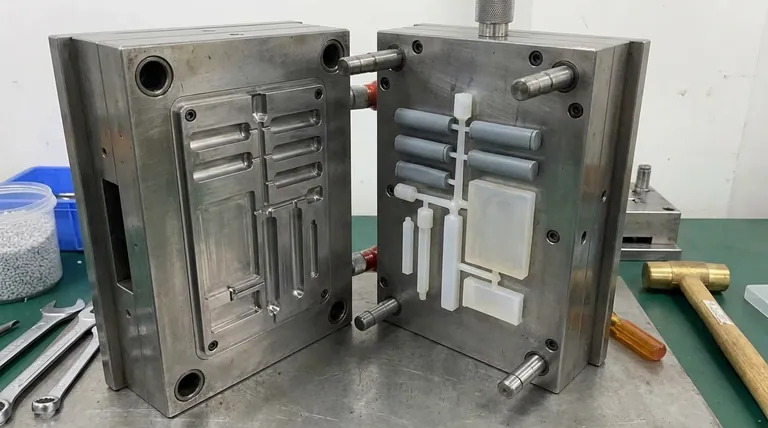
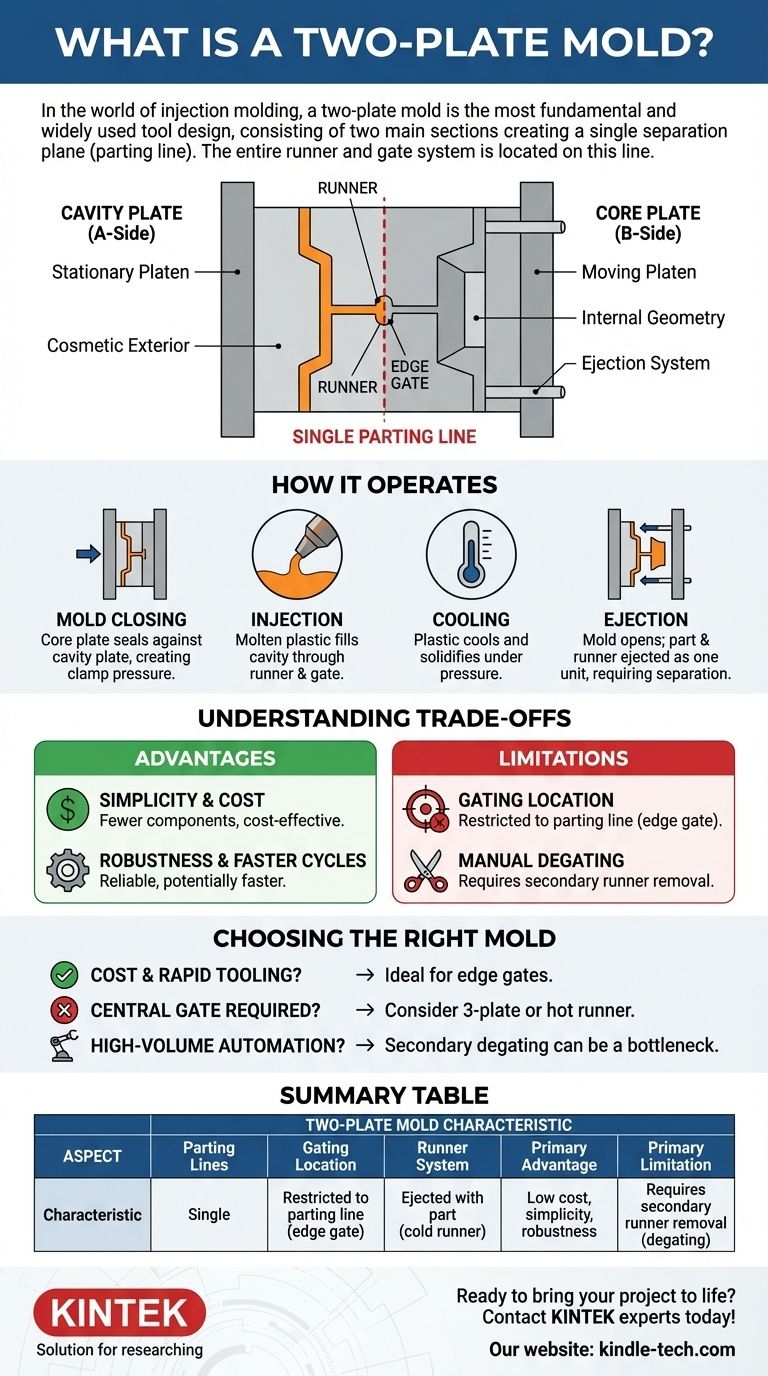
В мире литья под давлением двухплитная пресс-форма является самым фундаментальным и широко используемым дизайном инструмента. Она состоит из двух основных секций: стороны полости (сторона A) и стороны стержня (сторона B), которые соединяются, образуя единую плоскость разъема, известную как линия разъема. Вся система подачи пластика — литниковая система и впускной литник — расположена на этой линии разъема, что означает, что деталь и прикрепленная к ней литниковая система извлекаются вместе.
Основной принцип двухплитной пресс-формы — ее простота. Наличие только одной плоскости разъема делает конструкцию простой и экономичной, но эта простота также ограничивает места впрыска пластика и часто требует ручного удаления литниковой системы.
Строение двухплитной пресс-формы
Чтобы понять ее функцию, вы должны сначала понять ее основные компоненты. Дизайн элегантен в своей простоте, каждая часть служит определенной цели.
Плиты стержня и полости
Двухплитная пресс-форма состоит из двух основных половин. Плита полости, или «сторона A», обычно формирует косметическую внешнюю часть детали и монтируется на неподвижной плите машины для литья под давлением.
Плита стержня, или «сторона B», формирует внутреннюю геометрию детали и содержит систему выталкивания. Эта половина монтируется на подвижной плите.
Единая линия разъема
Это определяющая характеристика двухплитной пресс-формы. Линия разъема — это единственная поверхность, где встречаются плиты стержня и полости. Когда цикл формования завершен, пресс-форма разделяется только по этой плоскости.
Литниковая система и впускной литник
Литниковая система — это канал, выточенный на поверхности линии разъема, который направляет расплавленный пластик от сопла машины к детали.
Впускной литник — это небольшое локализованное отверстие, где литниковая система встречается с полостью детали. В двухплитной пресс-форме впускной литник должен располагаться непосредственно на линии разъема, обычно на краю детали. Это часто называют «боковым впускным литником».
Система выталкивания
Расположенная внутри стержня (сторона B) пресс-формы, система выталкивания состоит из штифтов или других механизмов. После охлаждения детали и открытия пресс-формы эти штифты выдвигаются вперед, чтобы вытолкнуть готовую деталь и прикрепленную к ней литниковую систему.
Как работает двухплитная пресс-форма
Рабочий цикл прямой и эффективный, разделенный на четыре четкие стадии.
Стадия 1: Закрытие пресс-формы
Подвижная плита толкает плиту стержня вперед, пока она плотно не прижмется к неподвижной плите полости, создавая зажим высокого давления вдоль линии разъема.
Стадия 2: Впрыск
Расплавленный пластик впрыскивается под высоким давлением. Он проходит через литниковую систему и попадает в полость через впускной литник, пока деталь полностью не сформируется.
Стадия 3: Охлаждение
Пластик выдерживается под давлением и охлаждается, затвердевая внутри пресс-формы, принимая форму полости.
Стадия 4: Выталкивание
Подвижная плита отводится, разделяя пресс-форму по линии разъема. Деталь и прикрепленная к ней литниковая система прилипают к стороне стержня до тех пор, пока не активируется система выталкивания, выталкивая их как единое целое. Затем литниковая система должна быть вручную или роботизированно отделена от детали.
Понимание компромиссов
Простота, которая делает двухплитную пресс-форму столь распространенной, также вводит определенные ограничения. Понимание этих компромиссов критически важно для принятия обоснованных проектных и производственных решений.
Преимущество: Простота и стоимость
Благодаря меньшему количеству компонентов и более простому механическому действию, двухплитные пресс-формы являются наиболее экономичными в проектировании, производстве и обслуживании. Их надежность является прямым результатом этой простоты.
Преимущество: Надежность и более быстрые циклы
Меньшее количество движущихся частей означает меньше потенциальных точек отказа. Простое действие открытия и закрытия также может привести к более быстрым циклам по сравнению с более сложными конструкциями пресс-форм.
Ограничение: Расположение впускного литника
Поскольку впускной литник должен находиться на линии разъема, вы ограничены размещением его по периметру компонента. Это оставляет небольшой, но заметный след (остаток) там, где обрезается впускной литник, что может быть неприемлемо для поверхностей с высокими косметическими требованиями.
Ограничение: Ручное или вторичное удаление литников
Деталь выталкивается с прикрепленной литниковой системой, подобно детали в наборе для сборки модели самолета. Это требует вторичной операции — либо ручного труда, либо роботизированного процесса — для отделения литниковой системы от готовой детали, что увеличивает время цикла и затраты на рабочую силу.
Выбор правильной пресс-формы для вашей детали
Решение об использовании двухплитной пресс-формы зависит от баланса стоимости, конструкции детали и производственных требований.
- Если ваш основной акцент делается на экономичность и быстрое изготовление оснастки: Двухплитная пресс-форма почти всегда является правильным выбором, особенно для деталей, где небольшая метка от литника на краю приемлема.
- Если ваша деталь требует центрального литника для структурной целостности или динамики потока: Двухплитная конструкция непригодна, и вам следует рассмотреть трехплитную пресс-форму или пресс-форму с горячим каналом.
- Если ваш основной акцент делается на полностью автоматизированное крупносерийное производство: Необходимость вторичного удаления литников может стать узким местом, что делает более сложные пресс-формы с автоматическим отделением литников лучшей долгосрочной инвестицией.
Понимание фундаментальных компромиссов этой базовой конструкции позволяет вам принимать обоснованные решения, соответствующие техническим и финансовым целям вашего проекта.
Сводная таблица:
| Аспект | Характеристика двухплитной пресс-формы |
|---|---|
| Линии разъема | Единая линия разъема |
| Расположение литника | Ограничено линией разъема (боковой литник) |
| Литниковая система | Выталкивается вместе с деталью (холодный литник) |
| Основное преимущество | Низкая стоимость, простота и надежность |
| Основное ограничение | Требуется вторичное удаление литников |
Готовы воплотить свой проект литья под давлением в жизнь? Выбор правильной конструкции пресс-формы имеет решающее значение для баланса стоимости, качества и эффективности производства. В KINTEK мы специализируемся на предоставлении лабораторного оборудования и расходных материалов, необходимых для поддержки ваших процессов НИОКР и производства. Наш опыт поможет вам выбрать оптимальную стратегию оснастки для вашего конкретного дизайна детали и требований к объему. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные цели!
Визуальное руководство
Связанные товары
- Двухплитная нагревательная пресс-форма для лаборатории
- Специальная пресс-форма для лабораторного использования
- Обойма пресс-формы для роторного таблеточного пресса с несколькими пуансонами для вращающихся овальных и квадратных форм
- Лабораторная пресс-форма для таблеток из борной кислоты для рентгенофлуоресцентного анализа
- Пресс-форма кольцевая для лабораторных применений
Люди также спрашивают
- В чем разница между термопрессом и сублимацией? Объяснение: Инструмент против процесса
- Что такое метод прессования в форму (пресс-молдинг)? Руководство по получению стабильных и детализированных керамических форм
- Какова функция пресс-форм при подготовке композитов SiCf/Ti-43Al-9V? Достижение структурной точности
- Для чего используется пресс-форма? Достижение повторяемой точности и эффективности
- Почему для тестирования батарей требуются пресс-формы с внутренними стенками из непроводящей смолы? Обеспечение точности данных



















