При компрессионном формовании не существует единого универсального температурного диапазона. Хотя общий диапазон от 250°F до 450°F (от 120°C до 230°C) охватывает многие распространенные материалы, правильная температура полностью определяется конкретным полимером, который вы используете. Основная цель — нагреть материал достаточно, чтобы обеспечить надлежащую текучесть и отверждение, не допуская его пригорания или деградации.
Правильная температура для компрессионного формования — это не фиксированная настройка, а критически важная технологическая переменная. Она определяется химическими свойствами материала, а цель состоит в достижении оптимальной текучести и полного сшивания (для термореактивных) или плавления (для термопластичных) без термического повреждения.

Роль температуры в процессе формования
Температура является основным катализатором в компрессионном формовании. Она не просто размягчает материал; она инициирует фундаментальные химические и физические изменения, необходимые для формирования стабильной детали.
Инициирование процесса отверждения (термореактивные материалы)
Для термореактивных материалов, таких как фенольные смолы, силиконы и эпоксидные смолы, тепло запускает необратимую химическую реакцию, называемую сшиванием. Эта реакция образует прочные молекулярные связи, превращая сырье из податливого состояния в твердую, прочную и термостойкую конечную деталь. Температура должна быть достаточно высокой, чтобы запустить и завершить эту реакцию за разумное время.
Обеспечение надлежащей текучести (термопластичные материалы)
Для термопластичных материалов, таких как PEEK или UHMWPE, тепло служит другой цели. Оно повышает температуру материала выше точки плавления, позволяя ему размягчиться и течь под давлением, заполняя каждую деталь полости формы. В отличие от термореактивных материалов, это изменение является физическим и обратимым.
Снижение вязкости материала
В обоих случаях тепло снижает вязкость (сопротивление течению) полимера. Достижение правильной вязкости имеет решающее значение. Если вязкость слишком высока, материал не заполнит форму полностью, что приведет к дефектам. Если она слишком низка, это может вызвать другие проблемы, такие как облой.
Ключевые факторы, влияющие на температуру формы
Определение точной температуры требует учета нескольких ключевых факторов. Сам материал является самой важной переменной.
Технический паспорт производителя материала
Это ваш самый важный ресурс. Технический паспорт (TDS), предоставленный производителем материала, укажет рекомендуемый диапазон температур формования. Всегда начинайте с него, так как этот диапазон основан на обширных лабораторных испытаниях для данной конкретной полимерной рецептуры.
Тип материала: термореактивный против термопластичного
Химическая группа полимера является основным определяющим фактором.
- Термореактивные материалы (например, фенольные смолы, эпоксидные смолы, силиконовая резина) обычно отверждаются в диапазоне от 300°F до 400°F (от 150°C до 200°C).
- Термопластичные материалы (например, PEEK, UHMWPE) требуют более высоких температур для полного плавления, часто в диапазоне от 350°F до 750°F (от 175°C до 400°C) или выше, в зависимости от конкретного полимера.
Толщина и сложность детали
Более толстые детали требуют больше энергии для нагрева сердцевины материала до целевой температуры. Для толстых сечений вам может потребоваться использовать немного более высокую температуру формы или значительно более длительный цикл (время выдержки), чтобы гарантировать полное отверждение или плавление детали насквозь.
Понимание компромиссов: температурное окно
Идеальная температура редко бывает одним числом, а скорее «технологическим окном». Работа за пределами этого окна приведет к предсказуемым сбоям.
Что происходит, когда температура слишком низкая?
Недостаточная температура формования не позволяет материалу достичь своего идеального состояния.
- Для термореактивных материалов: Это приводит к недоотвержденной детали. Деталь может быть мягкой, липкой или хрупкой и не будет обладать своей заявленной прочностью, химической стойкостью и термической стабильностью.
- Для термопластичных материалов: Материал будет слишком вязким, что приведет к неполному заполнению (недоливам), плохой отделке поверхности и слабым местам, где фронты материала не смогли должным образом соединиться.
Что происходит, когда температура слишком высокая?
Чрезмерный нагрев так же вреден, как и недостаточный.
- Деградация материала: Все полимеры имеют температуру, при которой они начинают химически разрушаться. Это может проявляться как пригорание, обугливание или изменение цвета.
- Захват газов и пустоты: Перегрев может вызвать чрезмерное выделение газов из материала, создавая пузырьки и пустоты, которые ослабляют деталь.
- Хрупкость: Даже если нет видимых признаков пригорания, перегрев может повредить полимерные цепи, что приведет к хрупкой детали, которая разрушается при нагрузке.
Установка правильной температуры для вашего проекта
Чтобы определить оптимальную температуру, ваш подход должен быть методичным и основанным на спецификациях материала.
- Если ваша основная цель — обработка нового материала: Всегда начинайте с изучения технического паспорта производителя на предмет рекомендуемого диапазона температур.
- Если ваша основная цель — устранение проблем с качеством: Систематически изменяйте температуру небольшими шагами (например, ±10°F или ±5°C) в пределах рекомендуемого окна, чтобы наблюдать за влиянием на дефекты.
- Если ваша основная цель — оптимизация времени цикла: После нахождения стабильного процесса вы можете осторожно исследовать верхнюю границу температурного окна материала, чтобы потенциально сократить время отверждения, но внимательно следите за любыми признаками деградации.
В конечном счете, овладение контролем температуры заключается в понимании поведения вашего конкретного материала, а не в поиске единого универсального числа.
Сводная таблица:
| Тип материала | Типичный температурный диапазон | Ключевая цель |
|---|---|---|
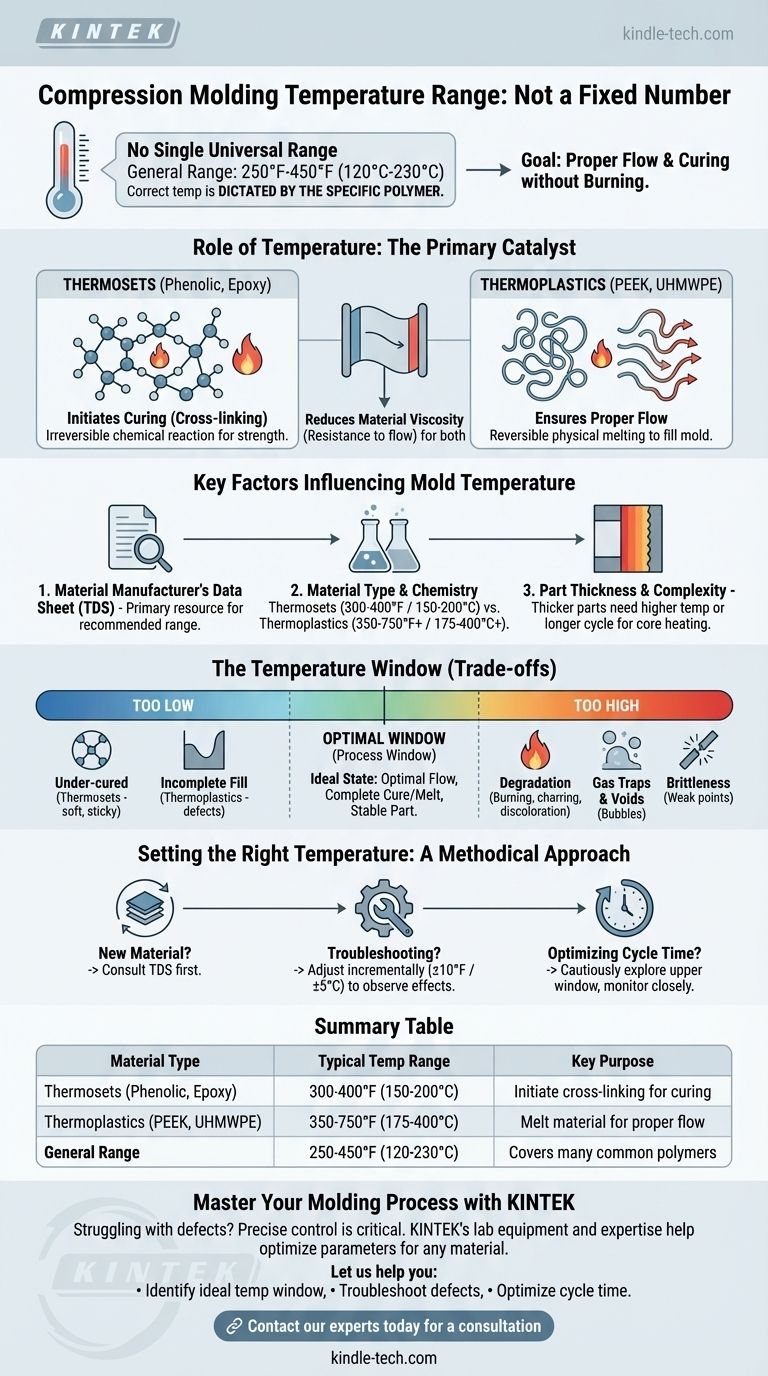
| Термореактивные материалы (Фенольные смолы, эпоксидные смолы) | 300°F - 400°F (150°C - 200°C) | Инициирование сшивания для отверждения |
| Термопластичные материалы (PEEK, UHMWPE) | 350°F - 750°F (175°C - 400°C) | Плавление материала для надлежащей текучести |
| Общий диапазон | 250°F - 450°F (120°C - 230°C) | Охватывает многие распространенные полимеры |
Освойте свой процесс формования с KINTEK
Сталкиваетесь с проблемами недоотвержденных термореактивных материалов или неполного заполнения термопластами? Точный контроль температуры в вашем процессе компрессионного формования имеет решающее значение для качества деталей и эффективности производства.
В KINTEK мы специализируемся на лабораторном оборудовании и расходных материалах, которые помогут вам добиться идеальных результатов. Наш опыт поддерживает лаборатории в оптимизации параметров формования для любых материалов, от распространенных полимеров до высокоэффективных инженерных пластиков.
Мы можем помочь вам:
- Определить идеальное температурное окно для вашего конкретного материала
- Устранить распространенные дефекты, такие как пригорание, недоливы или хрупкость
- Оптимизировать время цикла без ущерба для целостности детали
Свяжитесь с нашими экспертами сегодня для получения индивидуальной консультации и узнайте, как решения KINTEK могут расширить возможности вашей лаборатории и обеспечить безупречные результаты компрессионного формования.
Визуальное руководство
Связанные товары
- Пресс-форма для шариков для лаборатории
- Круглая двунаправленная пресс-форма для лаборатории
- Лабораторная пресс-форма для таблетирования порошка в пластиковом кольце XRF & KBR для ИК-Фурье
- Пресс-форма против растрескивания для лабораторного использования
- Лабораторная пресс-форма для таблетирования порошка в стальном кольце XRF & KBR для ИК-Фурье
Люди также спрашивают
- Каковы преимущества использования лабораторного гидравлического пресса для горячего прессования? Достижение пиковой плотности нанокомпозитов
- Почему лабораторный гидравлический горячий пресс необходим для получения высокоплотного карбида кремния без добавок? Раскройте секрет чистого SiC.
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности
- Какую роль играет лабораторный гидравлический пресс в производстве композитных плит из рисовой шелухи? Достижение структурной плотности
- Какова функция лабораторного гидравлического термопресса при сборке твердотельных фотоэлектрохимических ячеек?

















