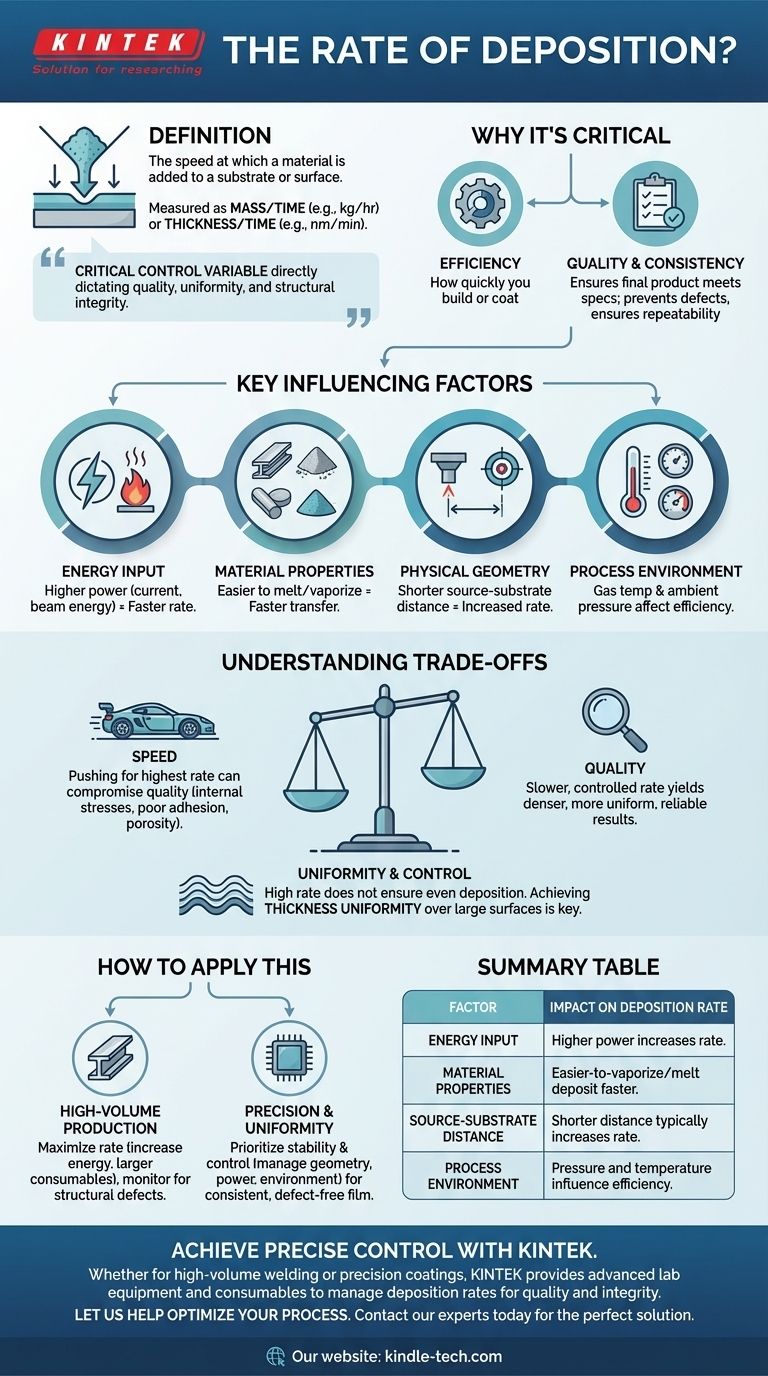
В материаловедении и производстве скорость осаждения — это скорость, с которой материал добавляется к подложке или поверхности. Это фундаментальный параметр процесса, измеряемый либо как масса, добавленная за время (например, килограммы в час при сварке), либо как прирост толщины за время (например, нанометры в минуту при нанесении тонких пленок).
Скорость осаждения — это не просто мера скорости; это критическая переменная контроля, которая напрямую определяет качество, однородность и структурную целостность конечного продукта, будь то прочный сварной шов или высокоточное оптическое покрытие.

Почему контроль скорости осаждения критически важен
Основное определение
По своей сути скорость осаждения количественно определяет эффективность — как быстро вы можете что-то построить или покрыть. Это может быть наплавка сварочного металла в шов или напыление микроскопического слоя материала на кремниевую пластину.
Ключ к качеству и постоянству
Контроль скорости осаждения необходим для обеспечения соответствия конечного продукта его спецификациям. Непостоянные скорости приводят к дефектам, таким как неравномерная толщина пленки или слабые места в сварном шве. Стабильная, контролируемая скорость является основой повторяемого, высококачественного производственного процесса.
Ключевые факторы, влияющие на скорость осаждения
Конкретные переменные, которые контролируют скорость осаждения, зависят от процесса, но обычно они делятся на несколько основных категорий.
Ввод энергии
Количество энергии, направляемой на исходный материал, часто является наиболее значимым фактором. Больше энергии обычно означает более высокую скорость.
Это включает такие переменные, как сварочный ток, мощность магнетрона при распылении и энергия пучка в других методах осаждения.
Свойства материала
Физические характеристики осаждаемого материала играют решающую роль. Некоторые материалы просто плавятся, испаряются или эродируют легче, чем другие, при тех же условиях, что напрямую влияет на скорость их переноса на подложку.
Физическая геометрия
Физическая конфигурация оборудования является основным контролирующим фактором. Это включает расстояние между источником материала и подложкой (расстояние мишень-подложка) и конкретное положение или угол осаждения, например, при многопроходной сварке.
Уменьшение расстояния между источником и мишенью обычно увеличивает скорость осаждения, так как меньше материала теряется при транспортировке.
Среда процесса
Условия внутри камеры осаждения или вокруг сварного шва оказывают прямое влияние. Такие переменные, как температура газа и давление окружающей среды, могут влиять на эффективность переноса материала от источника к месту назначения.
Понимание компромиссов
Оптимизация скорости осаждения редко сводится к тому, чтобы просто сделать ее максимально быстрой. Основная задача — сбалансировать скорость с качеством.
Скорость против качества
Стремление к максимально возможной скорости осаждения часто может ухудшить качество конечного продукта. Очень быстрое осаждение может привести к внутренним напряжениям, плохой адгезии или пористой структуре. Более медленная, более контролируемая скорость часто дает более плотный, более однородный и более надежный результат.
Однородность и контроль
Высокая скорость осаждения не гарантирует равномерного осаждения материала. Достижение однородности толщины является общей проблемой, особенно на больших поверхностях. Такие факторы, как размер источника материала (или «зона эрозии») и геометрия установки, становятся критически важными для обеспечения постоянства осажденного слоя повсюду.
Как применить это к вашей цели
Ваш подход к управлению скоростью осаждения должен определяться основной целью вашего конкретного применения.
- Если ваша основная цель — крупносерийное производство (например, сварка конструкционной стали): Вы, вероятно, максимизируете скорость осаждения, увеличивая ввод энергии (ток) и используя более крупные расходные материалы, тщательно контролируя, чтобы избежать критических структурных дефектов.
- Если ваша основная цель — точность и однородность (например, полупроводниковые или оптические покрытия): Вы будете отдавать приоритет стабильности и контролю над чистой скоростью, тщательно управляя геометрией, мощностью и средой процесса для достижения однородной и бездефектной пленки.
В конечном итоге, освоение скорости осаждения заключается в поиске оптимального баланса между скоростью производства и функциональными требованиями вашего конечного продукта.
Сводная таблица:
| Фактор | Влияние на скорость осаждения |
|---|---|
| Ввод энергии | Более высокая мощность (ток, мощность магнетрона) увеличивает скорость. |
| Свойства материала | Материалы, которые легче испаряются/плавятся, осаждаются быстрее. |
| Расстояние источник-подложка | Меньшее расстояние обычно увеличивает скорость. |
| Среда процесса | Давление и температура могут влиять на эффективность. |
Добейтесь точного контроля над процессами осаждения с KINTEK.
Независимо от того, работаете ли вы с крупносерийной сваркой или прецизионными тонкопленочными покрытиями, правильное оборудование необходимо для управления скоростью осаждения, чтобы обеспечить качество, однородность и структурную целостность. KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах для всех ваших потребностей в материаловедении и производстве.
Позвольте нам помочь вам оптимизировать ваш процесс. Свяжитесь с нашими экспертами сегодня, чтобы обсудить ваше конкретное применение и найти идеальное решение.
Визуальное руководство
Связанные товары
- Оборудование системы HFCVD для нанесения наноалмазного покрытия на волочильные фильеры
- 915 МГц MPCVD Алмазная установка Микроволновая плазменная химическая осаждение из газовой фазы Система реактора
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Заготовки режущих инструментов из алмаза CVD для прецизионной обработки
- Пресс-форма против растрескивания для лабораторного использования
Люди также спрашивают
- Является ли распыление методом ФЭС? Узнайте о ключевой технологии нанесения покрытий для вашей лаборатории
- Какая машина используется для создания лабораторных алмазов? Откройте для себя технологии HPHT и CVD
- Как наносятся алмазные покрытия? Руководство по методам CVD и PVD
- Каков процесс нанесения покрытий? Пошаговое руководство по инженерии тонких пленок
- Что такое магнетронное распыление постоянного тока (DC)? Руководство по высококачественному осаждению тонких пленок

















