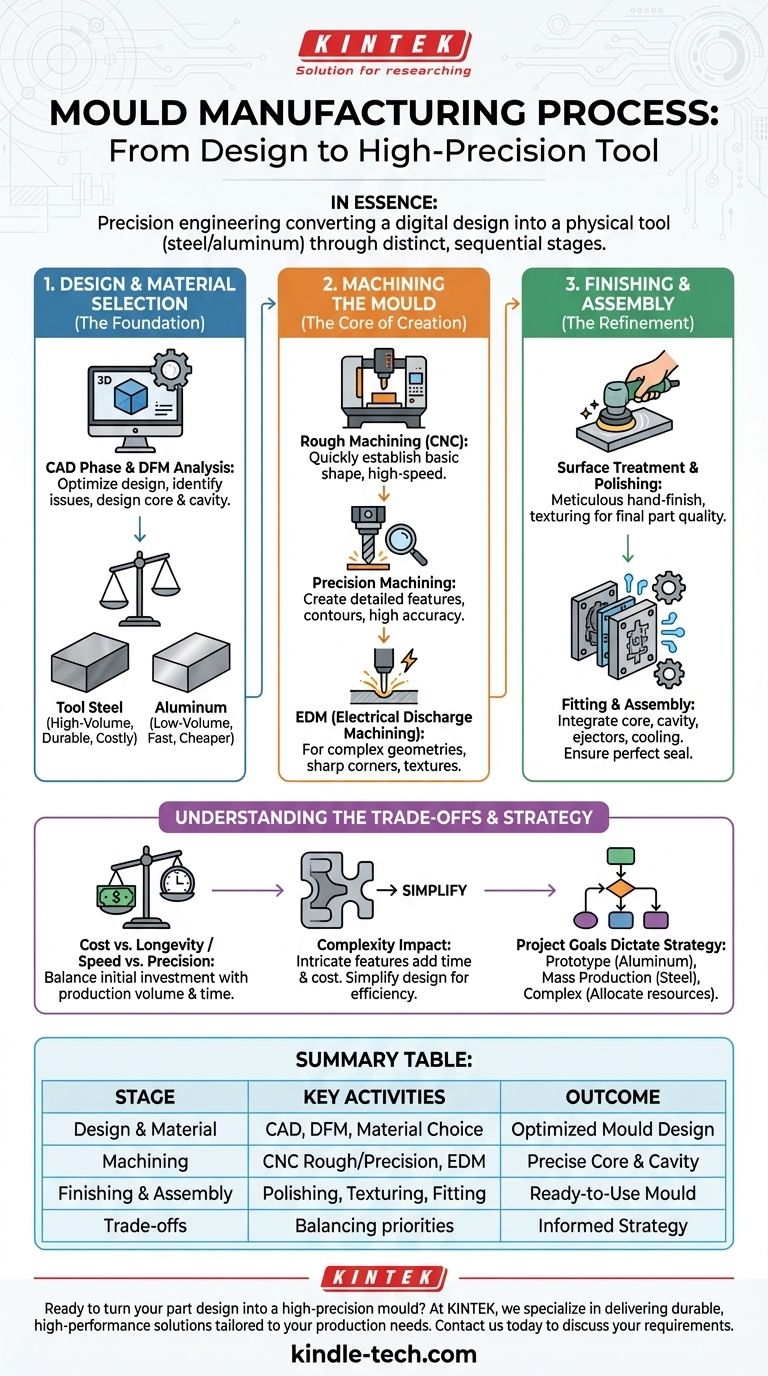
По сути, изготовление пресс-формы — это процесс точного машиностроения, который преобразует цифровой дизайн детали в физический инструмент, обычно из стали или алюминия. Он включает в себя несколько отдельных этапов, начиная с автоматизированного проектирования (САПР), за которым следует точная механическая обработка сердечника и гнезда формы, и завершается тщательной доводкой, полировкой и сборкой, чтобы гарантировать, что конечные пластиковые детали соответствуют точным спецификациям.
Качество, стоимость и скорость вашего конечного производственного цикла определяются задолго до того, как будет отформована первая деталь. Понимание процесса изготовления пресс-форм — это не просто техническое любопытство; это ключ к принятию стратегических решений относительно дизайна и бюджета вашего продукта.

Основа: Проектирование и выбор материала
Процесс изготовления пресс-форм начинается на компьютере, а не на производственном участке. Этот первоначальный цифровой этап, возможно, является самым важным, поскольку решения, принятые на этом этапе, имеют каскадное влияние на весь проект.
От детали к пресс-форме: Этап САПР
Сначала 3D-модель конечной детали анализируется на предмет технологичности конструкции (DFM). Этот анализ выявляет потенциальные проблемы, такие как острые внутренние углы, недостаточные углы уклона для извлечения детали или слишком тонкие стенки.
После оптимизации конструкции детали инженеры проектируют саму пресс-форму. Это включает в себя создание двух основных половин — сердечника («мужская» сторона) и гнезда («женская» сторона) — которые будут формировать форму детали. Эта конструкция также включает в себя важнейшие подсистемы, такие как литниковая система, подающая пластик, и каналы охлаждения, контролирующие температуру.
Выбор правильного металла: Сталь против алюминия
Выбор материала для пресс-формы является фундаментальным решением, основанным на объеме производства и бюджете.
Инструментальная сталь является стандартом для крупносерийного производства. Она чрезвычайно долговечна и устойчива к высоким давлениям и температурам литья под давлением, способна производить миллионы деталей. Однако ее сложнее и дольше обрабатывать, что делает ее более дорогой на начальном этапе.
Алюминий часто используется для прототипирования и мелкосерийного производства. Он мягче и обрабатывается намного быстрее, что значительно снижает первоначальную стоимость и сроки изготовления пресс-формы. Его меньшая долговечность означает, что он может производить тысячи, а не миллионы деталей.
Сердце творения: Механическая обработка пресс-формы
После завершения проектирования и выбора материала необработанный металлический блок превращается в прецизионный инструмент. Это процесс удаления материала, при котором материал тщательно удаляется для создания окончательной формы.
Черновая обработка: Формирование блока
Процесс начинается с обработки на станках с числовым программным управлением (ЧПУ). Большой фрезерный станок с ЧПУ удаляет большие объемы металла из блока, быстро формируя основную форму сердечника и гнезда пресс-формы. Это высокоскоростной, но менее точный этап, ориентированный на удаление основного объема материала.
Высокоточная обработка: Создание деталей
После чернового фрезерования пресс-форма подвергается более тонкой, высокоточной обработке на станке с ЧПУ. Используя меньшие режущие инструменты и более низкие скорости, машина с исключительной точностью создает детализированные элементы, контуры и окончательные размеры геометрии детали.
Электроэрозионная обработка (EDM): Для сложных геометрий
Для элементов, которые невозможно создать с помощью традиционного режущего инструмента — таких как острые внутренние углы, глубокие и узкие ребра или сложные текстуры — используется электроэрозионная обработка (EDM). Этот процесс использует точно сформированный электрод и электрические искры для эрозии металла, создавая замысловатые формы, которые не может обеспечить фрезерование.
Доводка и сборка: Финальные штрихи
Обработанная пресс-форма еще не готова к производству. Она требует тщательной ручной доводки и сборки для правильного функционирования.
Обработка поверхности и полировка
Поверхности пресс-формы, формирующие деталь, тщательно полируются вручную или с помощью специализированного оборудования. Степень полировки — от матовой отделки до зеркального блеска — напрямую переносится на чистоту поверхности конечной пластиковой детали. На этом этапе на поверхность также могут наноситься текстуры травлением.
Подгонка и сборка
Наконец, собираются все компоненты пресс-формы: сердечник, гнездо, выталкивающие штифты (которые выталкивают деталь), ползуны (для таких элементов, как поднутрения) и система охлаждения. Обе половины тщательно подгоняются друг к другу для обеспечения идеального уплотнения, предотвращающего вытекание пластика (дефект, известный как «облой»). Собранная пресс-форма затем проверяется на готовность к производству.
Понимание компромиссов
Выбор стратегии изготовления пресс-форм включает в себя балансирование конкурирующих приоритетов. Информированное решение требует понимания этих компромиссов.
Стоимость против долговечности
Алюминиевая пресс-форма обеспечивает низкие первоначальные инвестиции и быструю окупаемость, но она относительно быстро изнашивается. Закаленная стальная пресс-форма стоит значительно дороже и требует больше времени на изготовление, но обеспечивает более низкую стоимость за деталь при крупносерийном производстве.
Скорость против точности
Спешка с анализом DFM или процессом механической обработки, чтобы сэкономить время, часто приводит к дефектной пресс-форме. Это может привести к браку деталей, дорогостоящей доработке пресс-формы и значительным производственным задержкам, сводя на нет любую первоначальную экономию времени.
Влияние сложности
Каждая сложная особенность в конструкции вашей детали — например, поднутрения, требующие ползунов, тонкие текстуры, требующие EDM, или чрезвычайно жесткие допуски — значительно увеличивает время и стоимость процесса изготовления пресс-формы. Упрощение конструкции — самый эффективный способ снизить стоимость пресс-формы.
Принятие правильного решения для вашего проекта
Цели вашего проекта должны определять вашу стратегию изготовления пресс-форм. Используйте эти рекомендации, чтобы согласовать свой подход с вашими потребностями.
- Если ваш основной фокус — быстрое прототипирование или мелкосерийное производство: Выбирайте алюминиевую пресс-форму, чтобы минимизировать первоначальные затраты и время выполнения заказа.
- Если ваш основной фокус — массовое производство (более 100 000 единиц): Инвестируйте в закаленную стальную пресс-форму P20 или H13 для максимальной долговечности и долгосрочной экономической эффективности.
- Если ваша деталь имеет сложную геометрию или текстуры: Выделите дополнительный бюджет и время на передовые процессы, такие как EDM, и уделите первостепенное внимание тщательному анализу технологичности конструкции (DFM) на раннем этапе.
Рассматривая пресс-форму не просто как инструмент, а как долгосрочный производственный актив, вы можете принимать более разумные решения, которые обеспечат успешный запуск продукта.
Сводная таблица:
| Этап | Ключевые действия | Результат |
|---|---|---|
| Проектирование и выбор материала | САПР, анализ DFM, выбор стали или алюминия | Оптимизированная конструкция пресс-формы для объема производства |
| Механическая обработка | Черновая обработка на ЧПУ, высокоточная обработка, EDM для сложных элементов | Точные формы сердечника и гнезда |
| Доводка и сборка | Полировка, нанесение текстуры, подгонка выталкивающих штифтов и системы охлаждения | Готовая к использованию пресс-форма для литья под давлением |
| Компромиссы | Стоимость против долговечности, скорость против точности, влияние сложности | Информированная стратегия для успеха проекта |
Готовы превратить дизайн вашей детали в высокоточную пресс-форму?
В KINTEK мы специализируемся на поставке долговечного, высокопроизводительного лабораторного оборудования и расходных материалов, адаптированных к вашим производственным потребностям. Независимо от того, нужна ли вам алюминиевая пресс-форма для быстрого прототипирования или стальная пресс-форма для крупносерийного производства, наш опыт гарантирует, что ваш проект будет создан для эффективности, точности и долгосрочной ценности.
Свяжитесь с нами сегодня, чтобы обсудить ваши требования к изготовлению пресс-форм, и позвольте KINTEK помочь вам воплотить ваш продукт в жизнь с точностью и надежностью.
Визуальное руководство
Связанные товары
- Лабораторная пресс-форма для таблеток из борной кислоты для рентгенофлуоресцентного анализа
- Пресс-форма против растрескивания для лабораторного использования
- Цилиндрическая пресс-форма с шкалой для лаборатории
- Двухплитная нагревательная пресс-форма для лаборатории
- Пресс-форма квадратная лабораторная для лабораторных применений
Люди также спрашивают
- Как сделать таблетки для РФА? Пошаговое руководство по точной подготовке образцов
- Как лабораторный пресс для порошковых таблеток облегчает приготовление многослойных градиентных керамических заготовок из Al2O3/ZrO2? Техники точного соединения
- Что такое метод прессованных таблеток для РФА? Руководство по быстрой и экономичной подготовке проб
- Как подготовить образец для анализа методом рентгенофлуоресцентного анализа (РФА) в виде запрессованной таблетки? Пошаговое руководство для точного анализа
- Как сделать таблетки для РФА? Пошаговое руководство по безупречной подготовке образцов



















