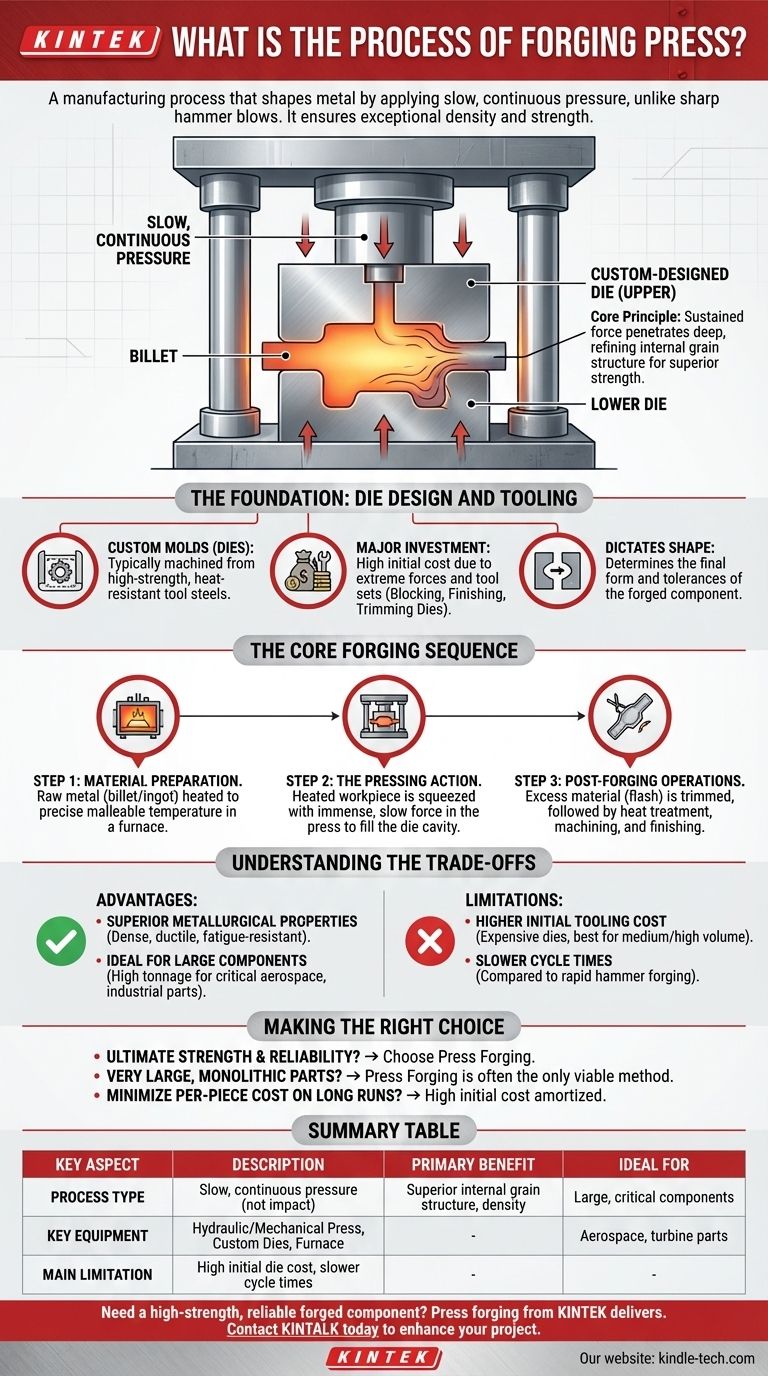
Коротко говоря, прессовая ковка — это производственный процесс, который формирует металл путем приложения медленного, непрерывного давления с использованием механического или гидравлического пресса. В отличие от резких ударов молотковой ковки, это контролируемое сжимающее действие деформирует металлическую заготовку, заставляя ее принимать форму специально разработанного штампа.
Основной принцип прессовой ковки заключается в использовании постоянной, контролируемой силы. Этот метод глубоко проникает в металл, улучшая его внутреннюю зернистую структуру для производства компонентов исключительной плотности, с минимальным количеством пустот и превосходной механической прочностью, особенно для крупных и критически важных применений.

Основа: Проектирование и изготовление штампов
Успех любой операции прессовой ковки начинается задолго до нагрева металла. Проектирование и создание штампов — это самая критическая и дорогостоящая фаза.
Роль штампов
Штампы — это специальные формы, которые определяют окончательную форму кованого компонента. Они обычно изготавливаются из высокопрочных, термостойких инструментальных сталей, способных выдерживать огромное, многократное давление и высокие температуры.
Почему оснастка — это крупная инвестиция
Упоминание о высоких затратах на штампы является критически важным моментом. В отличие от литейных форм, ковочные штампы должны выдерживать экстремальные силы. Первоначальные инвестиции выше, потому что они часто включают набор инструментов, а не только одну форму.
Этот набор часто включает обжимные штампы для первоначального формования, чистовые штампы для окончательной геометрии и обрезные штампы, используемые на более позднем этапе для удаления избыточного материала, известного как облой.
Основная последовательность ковки
После завершения изготовления оснастки производственный процесс следует четкому, последовательному пути от сырья до детали, близкой к окончательной форме.
Шаг 1: Подготовка материала
Процесс начинается с сырой металлической заготовки, часто слитка или блюма. Эта заготовка нагревается в печи до точной температуры, что делает ее податливой и пластичной, но не расплавленной.
Контроль температуры критически важен; слишком низкая температура может привести к растрескиванию металла под давлением, а слишком высокая — к нарушению его металлургических свойств.
Шаг 2: Действие прессования
Нагретая заготовка помещается на нижний штамп внутри ковочного пресса. Затем пресс активируется, перемещая ползун, чтобы медленно сжимать металл с огромной силой.
Это целенаправленное давление заставляет металл течь и заполнять каждую полость отпечатка штампа. Медленное приложение силы обеспечивает глубокую и равномерную деформацию по всему объему материала.
Шаг 3: Послековочные операции
После завершения прессования деталь извлекается. Она часто имеет небольшое количество избыточного материала (облоя), который выдавливается между половинами штампа.
Этот облой удаляется на вторичной операции, часто с использованием упомянутых ранее специализированных обрезных штампов. Затем деталь может подвергаться дальнейшим процессам, таким как термическая обработка для оптимизации прочности, механическая обработка для достижения жестких допусков и чистовая обработка поверхности.
Понимание компромиссов
Прессовая ковка — мощный процесс, но это не универсальное решение. Ее преимущества уравновешиваются специфическими ограничениями, которые делают ее подходящей для одних применений, но не для других.
Преимущество: Превосходные металлургические свойства
Медленное, непрерывное давление улучшает внутреннюю зернистую структуру металла, выравнивая ее с формой компонента. Это приводит к получению деталей с исключительной плотностью, пластичностью и усталостной прочностью по сравнению с литыми или механически обработанными деталями.
Преимущество: Идеально для крупных компонентов
Гидравлические прессы могут генерировать огромную тоннажность, что делает прессовую ковку одним из немногих жизнеспособных методов производства очень крупных компонентов, таких как конструкционные детали самолетов, диски турбин и тяжелое промышленное оборудование.
Ограничение: Более высокая начальная стоимость оснастки
Как отмечалось, прочная и сложная природа ковочных штампов делает начальную установку дорогостоящей. Этот процесс наиболее рентабелен для средних и больших объемов производства, где стоимость оснастки может быть амортизирована по многим деталям.
Ограничение: Более медленное время цикла
По сравнению с быстрыми ударами молотковой ковки, целенаправленное сжимающее действие пресса приводит к более низкой скорости производства. Это делает его менее подходящим для очень больших объемов дешевых товаров.
Правильный выбор для вашего применения
Выбор правильного производственного процесса полностью зависит от приоритетов вашего проекта.
- Если ваш основной акцент — максимальная прочность и надежность: Прессовая ковка — лучший выбор для критически важных компонентов, где внутренняя целостность не может быть скомпрометирована.
- Если ваш основной акцент — производство очень крупных, монолитных деталей: Прессовая ковка часто является единственным возможным методом для достижения необходимой деформации и свойств материала в таком масштабе.
- Если ваш основной акцент — минимизация стоимости за единицу продукции при длительном производственном цикле: Высокая начальная стоимость оснастки для прессовой ковки может быть оправдана, обеспечивая прочные детали, близкие к окончательной форме, которые требуют меньшей последующей механической обработки.
В конечном итоге, прессовая ковка — это осознанный выбор для применений, где производительность и внутреннее качество имеют первостепенное значение.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Тип процесса | Производство с использованием медленного, непрерывного давления (не удара) |
| Основное преимущество | Превосходная внутренняя зернистая структура, плотность и прочность |
| Основное оборудование | Гидравлический/механический пресс, специальные штампы, печь |
| Идеально для | Крупных, критически важных компонентов (например, аэрокосмическая отрасль, детали турбин) |
| Основное ограничение | Высокая начальная стоимость штампов, более медленное время цикла |
Нужен высокопрочный, надежный кованый компонент?
Прессовая ковка от KINTEK обеспечивает исключительную плотность и механические свойства, необходимые для ваших критически важных применений. Наш опыт в производстве лабораторного и промышленного оборудования гарантирует, что ваши детали соответствуют самым высоким стандартам производительности и надежности.
Свяжитесь с KINTALK сегодня, чтобы обсудить, как наши решения для ковки могут повысить прочность и долговечность вашего проекта.
Визуальное руководство
Связанные товары
- Пресс-форма против растрескивания для лабораторного использования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-форма специальной формы для лаборатории
- Лабораторный гидравлический пресс для перчаточного бокса
Люди также спрашивают
- Какова функция пресс-форм при подготовке композитов SiCf/Ti-43Al-9V? Достижение структурной точности
- Для чего используется пресс-форма? Достижение повторяемой точности и эффективности
- Какую роль играют компоненты пресс-формы высокого давления при термопрессовании нанокристаллического вольфрама? Максимизация плотности
- Как использовать пресс-форму? Освойте искусство создания однородных керамических форм
- Какова основная функция прессования для порошков LAGP? Достижение высокопроизводительных твердых электролитов

















