По своей сути, прессование керамики — это многостадийный производственный процесс, который превращает специализированный керамический порошок в плотный, твердый компонент. Это включает подготовку порошка до текучей формы, прессование его в предварительную форму, называемую «сырцом», а затем применение тепла и давления в печи для сплавления частиц посредством процесса, называемого спеканием.
Успех прессования керамики зависит не столько от отдельных этапов, сколько от тщательного контроля ключевых переменных. Основная задача состоит в управлении трансформацией материала для достижения точных конечных размеров, желаемой эстетики и оптимальных физических свойств без возникновения дефектов.

Рабочий процесс прессования керамики: от порошка до детали
Путь от сырого порошка до готового керамического компонента — это точный, последовательный процесс. Каждый шаг основывается на предыдущем, и сбой на любом этапе может поставить под угрозу конечный результат.
Шаг 1: Подготовка керамического порошка
Сначала сырой, необожженный керамический порошок смешивают с водой, связующим веществом и дефлокулянтом (веществом, предотвращающим слипание). Это создает однородную жидкую смесь, известную как шликер.
Затем этот шликер распыляется и сушится. В процессе шликер распыляется в нагретую камеру, мгновенно испаряя жидкость и образуя мелкие, однородные, сферические гранулы. Эти гранулы идеально подходят для обеспечения равномерного заполнения формы.
Шаг 2: Формирование «сырца»
Распыленный и высушенный порошок затем помещается в форму. Под высоким давлением порошок уплотняется в твердую, хотя и хрупкую, форму.
Эта первоначальная, неспеченная деталь называется «сырцом». Хотя она сохраняет свою форму, она обладает очень низкой механической прочностью и является высокопористой.
Шаг 3: Выжигание связующего
Перед окончательным сплавлением сырец нагревается при относительно низкой температуре. Цель этого этапа — осторожно выжечь органическое связующее, которое было добавлено на Шаге 1.
Это должно быть сделано медленно, чтобы образующиеся газы могли выйти, не вызывая трещин или повреждений хрупкой детали.
Шаг 4: Спекание и уплотнение
Спекание — это критический высокотемпературный этап, на котором частицы керамики сплавляются вместе, образуя плотную, прочную готовую деталь. Сырец помещается в пресс-печь, где может использоваться слиток и плунжер для приложения давления при повышении температуры.
Это уплотнение происходит в основном за счет двух механизмов:
- Твердофазное спекание: Используется для таких материалов, как диоксид циркония, где атомы мигрируют между частицами посредством диффузии, закрывая зазоры между ними.
- Жидкофазное спекание: Используется для трудноспекаемых материалов, таких как карбид кремния. Добавки в порошке плавятся, создавая жидкость, которая стягивает частицы вместе за счет капиллярных сил, ускоряя уплотнение.
Понимание компромиссов и критических переменных
Качество прессованной керамики не гарантируется простым следованием инструкциям. Оно определяется точным контролем времени, температуры и давления. Отклонения могут привести к необратимым дефектам.
Критическая роль времени прессования
Время, пожалуй, самая чувствительная переменная на заключительном этапе прессования. Окно для идеального прессования часто узкое.
- Слишком короткое время: Если цикл прессования слишком короткий, материал может не успеть полностью заполнить форму. В стоматологическом применении это приводит к таким дефектам, как короткие края.
- Слишком долгое время: Чрезмерное время под воздействием тепла и давления может привести к деградации материала. Это может проявляться как нежелательные изменения цвета или прозрачности, или даже изменять основные физические свойства материала.
Влияние температуры
Правильный контроль температуры как во время выжигания связующего, так и во время окончательного спекания имеет важное значение. Если температура слишком низкая, спекание будет неполным, что сделает готовую деталь пористой и слабой.
И наоборот, если температура слишком высокая или применяется слишком быстро, это может вызвать рост зерен или повреждение материала, что ухудшит прочность и эстетику.
Последствия непоследовательности
Различные керамические материалы имеют уникальные требования. Например, с дисиликатом лития, распространенной стоматологической керамикой, чрезмерное время прессования может вызвать образование нежелательного реакционного слоя на поверхности.
Именно поэтому часто используются автоматизированные пресс-печи. Они гарантируют, что оптимальные профили времени и температуры повторяются с абсолютной последовательностью, минимизируя риск дефектов, вызванных человеческой ошибкой.
Достижение успешного прессования
Понимание этих принципов позволяет устранять неполадки и оптимизировать процесс для достижения конкретных результатов.
- Если ваша основная задача — точность размеров: Убедитесь, что порошок правильно подготовлен для равномерного заполнения формы, и строго следите за временем прессования, чтобы избежать неполного потока и коротких краев.
- Если ваша основная задача — эстетика: Тщательно контролируйте максимальную температуру и продолжительность цикла прессования, чтобы предотвратить изменение цвета, прозрачности или поверхностные реакции.
- Если ваша основная задача — надежность процесса: Полагайтесь на автоматизированное оборудование с предварительно запрограммированными циклами для конкретных материалов, чтобы исключить переменные и обеспечить стабильные, высококачественные результаты.
Освоение процесса прессования керамики — это превращение его из простой процедуры в контролируемую науку.
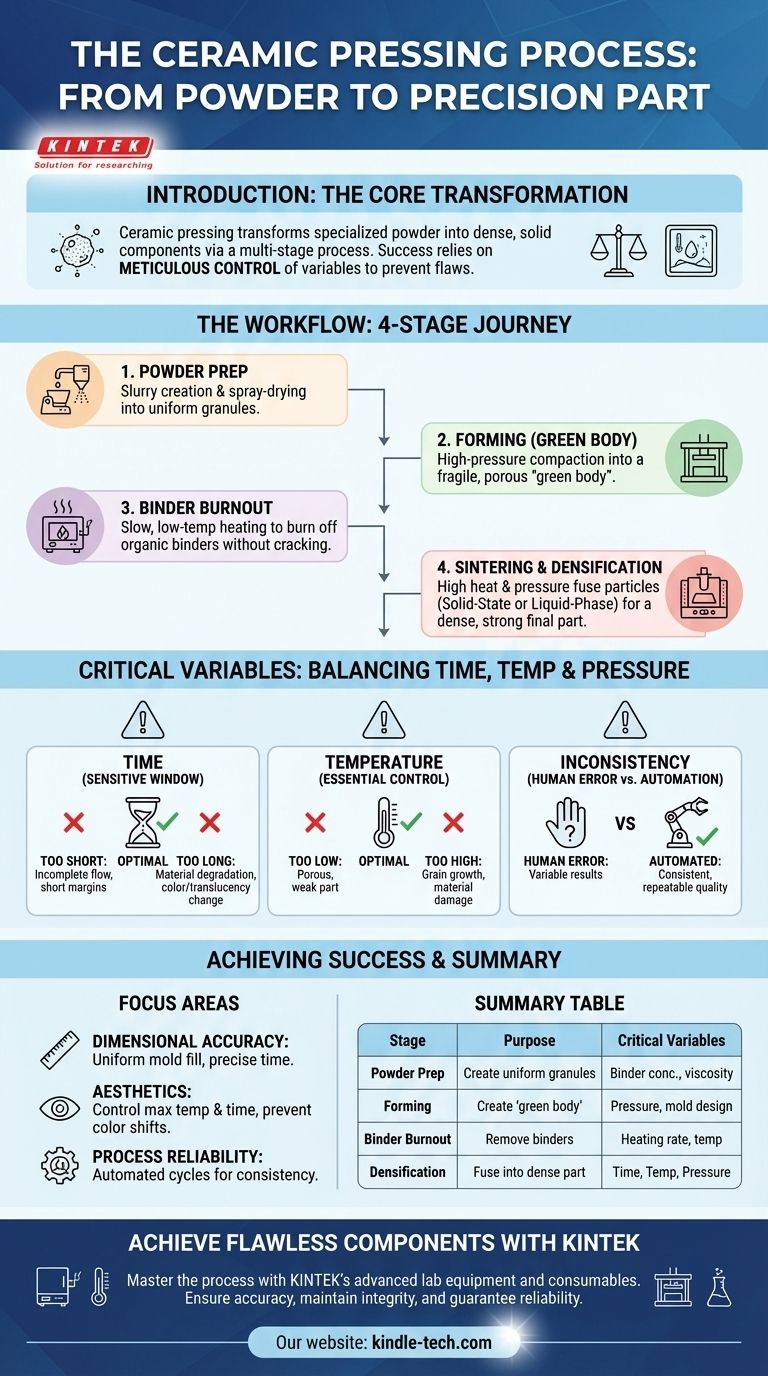
Сводная таблица:
| Этап | Ключевой процесс | Назначение | Критические переменные |
|---|---|---|---|
| 1. Подготовка порошка | Распылительная сушка | Создание однородных, текучих гранул | Концентрация связующего, вязкость шликера |
| 2. Формование | Прессование | Создание формы «сырца» | Давление, конструкция формы |
| 3. Выжигание связующего | Низкотемпературный нагрев | Удаление органических связующих | Скорость нагрева, температура |
| 4. Уплотнение | Спекание | Сплавление частиц в плотную, прочную деталь | Время, температура, давление |
Достигайте безупречных керамических компонентов с KINTEK.
Освоение процесса прессования керамики требует точности и последовательности на каждом этапе. KINTEK специализируется на передовом лабораторном оборудовании и расходных материалах, необходимых для получения надежных результатов, от подготовки порошка до окончательного спекания.
Наши решения помогут вам:
- Обеспечить точность размеров: Достичь идеального заполнения формы и избежать дефектов, таких как короткие края.
- Сохранить целостность материала: Контролировать время и температуру для сохранения эстетики и физических свойств.
- Гарантировать надежность процесса: Использовать автоматизированные системы для повторяемых, высококачественных результатов.
Позвольте нам предоставить инструменты и опыт для успеха вашей лаборатории. Свяжитесь с KINTEK сегодня, чтобы обсудить ваши конкретные потребности в прессовании керамики.
Визуальное руководство
Связанные товары
- Печь для спекания циркониевой керамики для зубопротезирования с вакуумным прессованием
- Цилиндрическая пресс-форма с шкалой для лаборатории
- Цилиндрическая пресс-форма для лабораторных применений
- Круглая двунаправленная пресс-форма для лаборатории
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
Люди также спрашивают
- Какова основная функция печи для спекания в стоматологии? Превращение диоксида циркония в прочные коронки и мосты
- Какова цена печи для спекания циркония? Инвестируйте в точность, а не просто в ценник
- Что такое процесс спекания в стоматологии? Превращение фрезерованного «мела» в прочные стоматологические реставрации
- Какие факторы важны при выборе печи для спекания стоматологических материалов? Сопоставьте с вашим рабочим процессом для достижения оптимальных результатов
- Что такое спекание в стоматологии? Ключ к прочным и эстетичным реставрациям

















