В мире высокопроизводительного производства горячее изостатическое прессование, или ГИП, является критически важным пост-литейным процессом, который использует комбинацию высокой температуры и огромного, равномерного давления для устранения внутренних дефектов. Подвергая литой компонент этим условиям в среде инертного газа, процесс эффективно «залечивает» микроскопические пустоты и пористость внутри металла, заставляя материал сливаться на атомном уровне.
Основная проблема с металлическими отливками заключается в потенциальной скрытой внутренней пористости, которая может поставить под угрозу структурную целостность. Горячее изостатическое прессование напрямую решает эту проблему, превращая стандартную отливку в полностью плотный, высокопроизводительный компонент со значительно улучшенной прочностью и надежностью.

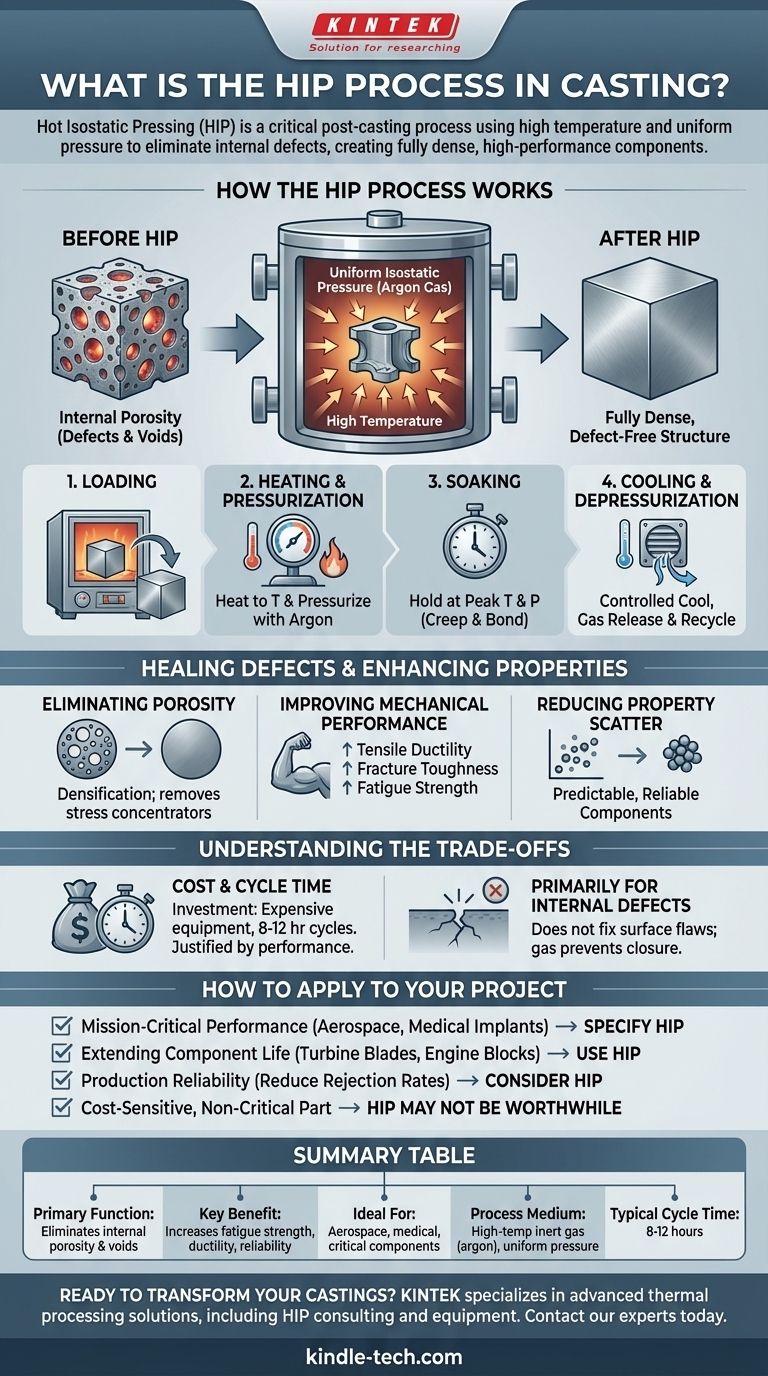
Как работает процесс ГИП
Процесс ГИП по своей сути заключается в приложении энергии — в виде тепла и давления — для улучшения физической структуры материала. Он происходит внутри специализированного оборудования, которое одновременно является печью и сосудом высокого давления.
Основной принцип: изостатическое давление
Ключевым является термин изостатический, что означает, что давление применяется равномерно со всех сторон. Это достигается использованием газа, обычно аргона, в качестве среды давления. При повышенных температурах металл становится достаточно пластичным, чтобы это огромное, равномерное давление схлопнуло и навсегда заварило любые внутренние пустоты.
Пошаговое описание
- Загрузка: Компоненты сначала загружаются в секцию печи установки ГИП.
- Нагрев и создание давления: Сосуд герметизируется, и печь нагревает детали до определенной температуры, часто до значительной доли температуры плавления сплава. Одновременно инертный аргон закачивается в сосуд, повышая давление до экстремальных уровней.
- Выдержка: Компоненты выдерживаются при этой пиковой температуре и давлении в течение определенного периода, известного как время «выдержки». Это время выдержки, которое может длиться несколько часов, позволяет материалу ползуче деформироваться и соединяться через внутренние пустоты.
- Охлаждение и снижение давления: Компоненты охлаждаются контролируемым образом. Некоторые современные установки ГИП могут выполнять быстрое охлаждение или «закалку», что может служить этапом термической обработки. Затем аргон выпускается, улавливается и перерабатывается для будущего использования.
Цель: устранение дефектов и улучшение свойств
ГИП — это не просто косметическая обработка; это преобразующий процесс, который фундаментально улучшает внутреннее качество материала. Он применяется для компонентов, где структурный отказ недопустим.
Устранение внутренней пористости
Основное назначение ГИП для отливок — уплотнение. Почти все процессы литья могут оставлять микроскопические газовые карманы или усадочные пустоты. Эти дефекты действуют как концентраторы напряжений и являются точками зарождения трещин и усталостного разрушения. ГИП эффективно устраняет их.
Улучшение механических характеристик
Создавая полностью плотную, бездефектную структуру, ГИП значительно улучшает механические свойства отливки. Это включает значительное увеличение предельной пластичности, вязкости разрушения и, что наиболее важно, усталостной прочности.
Снижение разброса свойств
Критически важным преимуществом для инженерии является то, что ГИП уменьшает изменчивость, или «диапазон разброса», свойств материала от одной отливки к другой. Это создает гораздо более предсказуемый и надежный компонент, упрощая проектирование и повышая коэффициенты безопасности.
Понимание компромиссов
Хотя ГИП является мощным методом, он не является универсальным решением для каждой отливки. Это дополнительный этап процесса с особыми соображениями.
Стоимость и время цикла
ГИП — это инвестиция. Оборудование дорогое, а циклы процесса длительные, часто занимающие от 8 до 12 часов. Это увеличивает стоимость и время выполнения заказа, что должно быть оправдано требованиями к производительности конечной детали.
В основном для внутренних дефектов
ГИП исключительно эффективен для устранения внутренних, подповерхностных дефектов. Он не исправит пористость или трещины, открытые на поверхности компонента, так как газ под давлением просто заполнит эти пустоты и не позволит им закрыться.
Контроль процесса имеет решающее значение
Конкретные параметры — температура, давление и время — должны быть тщательно подобраны для обрабатываемого сплава. Неправильные настройки могут негативно повлиять на микроструктуру материала и поставить под угрозу его конечные свойства.
Как применить это к вашему проекту
Выбор ГИП — это стратегическое решение, обусловленное требованиями к конечному использованию компонента. Это мост между стандартной отливкой и деталью, готовой к критически важному применению.
- Если ваша основная цель — критически важная производительность: Применяйте ГИП для любого литого компонента, где отказ может иметь катастрофические последствия, например, в аэрокосмических конструкциях или медицинских имплантатах.
- Если ваша основная цель — продление срока службы компонента: Используйте ГИП для деталей, подверженных высоким циклическим нагрузкам, таких как лопатки турбин или блоки двигателей, чтобы максимально увеличить усталостную прочность.
- Если ваша основная цель — надежность производства: Рассмотрите ГИП для снижения процента брака и затрат на инспекцию путем устранения внутренних дефектов, которые в противном случае привели бы к тому, что детали не прошли бы контроль качества.
- Если ваша основная цель — чувствительная к стоимости, некритичная деталь: Дополнительные затраты и время процесса ГИП могут не принести ощутимой отдачи от инвестиций.
В конечном итоге, интеграция горячего изостатического прессования превращает литье в метод производства полностью плотных, высоконадежных компонентов, пригодных для самых требовательных применений.
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Основная функция | Устраняет внутреннюю пористость и пустоты в отливках |
| Ключевое преимущество | Повышает усталостную прочность, пластичность и надежность |
| Идеально подходит для | Аэрокосмическая промышленность, медицинские имплантаты, лопатки турбин и другие критически важные компоненты |
| Рабочая среда | Высокотемпературный инертный газ (аргон) с равномерным давлением |
| Типичное время цикла | 8-12 часов |
Готовы превратить ваши отливки в критически важные компоненты? KINTEK специализируется на передовых решениях для термической обработки, включая консалтинг по ГИП и оборудование. Независимо от того, работаете ли вы в аэрокосмической, медицинской или энергетической отраслях, наш опыт гарантирует, что ваши детали соответствуют самым высоким стандартам плотности и производительности. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как ГИП может улучшить ваш производственный процесс.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
Люди также спрашивают
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов
- Каков принцип горячего изостатического прессования? Достижение 100% плотности и превосходных характеристик
- Какова температура установки изостатического прессования в теплом состоянии? Достижение оптимальной плотности для ваших материалов
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей

















