По своей сути разница между двухплитной и трехплитной литьевой формой заключается в том, как готовая деталь отделяется от системы подачи пластика, известной как литниковая система. Двухплитная форма проще, с одной плоскостью разъема, где деталь и литник извлекаются вместе. Трехплитная форма сложнее и использует две плоскости разъема для автоматического отделения литника от детали внутри формы перед извлечением.
Выбор представляет собой фундаментальный компромисс. Двухплитные формы отдают приоритет простоте и более низкой стоимости инструмента, в то время как трехплитные формы отдают приоритет гибкости проектирования и автоматизированному производству, часто за более высокую первоначальную плату.

Анатомия двухплитной формы
Двухплитная форма — самый распространенный и простой тип литьевой формы. Она состоит из двух основных половин, часто называемых А-стороной (гнездо) и В-стороной (пуансон), которые встречаются в одной плоскости.
Как это работает: одна плоскость разъема
Когда форма открывается, она разделяется вдоль одной плоскости разъема. Отформованная деталь и прикрепленная к ней литниковая система выталкиваются из полости формы одновременно с помощью выталкивателей.
Прикрепленная литниковая система
В этой конструкции каналы, по которым расплавленный пластик поступает к детали — литниковый канал и разводящие каналы — находятся в той же плоскости, что и сама деталь. Следовательно, затвердевший литник остается прикрепленным к детали после извлечения.
Общая стратегия литья: периферийное литье
Поскольку литник находится на плоскости разъема, литник (небольшое отверстие, соединяющее литник с деталью) почти всегда расположен на краю детали. Это называется периферийным литником или боковым литником. Это часто требует дополнительной ручной операции по обрезке литника и литника от готовой детали.
Усовершенствованная конструкция трехплитной формы
Трехплитная форма вводит дополнительную плиту, создавая более сложный инструмент с большими функциональными возможностями. Она состоит из неподвижной стороны, подвижной стороны и «плавающей» литниковой плиты между ними.
Как это работает: две плоскости разъема
Эта конструкция имеет две отдельные плоскости разъема. Когда форма начинает открываться, первая плоскость разъема открывается, чтобы разорвать соединение литника с деталью. При дальнейшем открытии вторая плоскость разъема открывается, чтобы извлечь теперь уже отдельную литниковую систему.
Отделенная литниковая система
Ключевое новшество заключается в том, что литниковая система расположена в собственной плоскости на литниковой плите. Это позволяет форме автоматически отрезать литник и отделять литниковую систему от детали во время последовательности открытия формы. Это часто называют автоматическим удалением литника.
Преимущество точечного литья
Это разделение позволяет использовать точечные литники, которые могут быть расположены практически в любом месте на поверхности детали, а не только по краю. Это идеально подходит для централизованной подачи в большие детали, литья в неэстетичные поверхности или симметричной подачи в несколько гнезд для сбалансированного заполнения.
Понимание компромиссов
Выбор между этими двумя типами форм имеет значительные последствия для стоимости, проектирования и эффективности производства.
Гибкость проектирования и эстетика
Трехплитная форма предлагает гораздо большую гибкость. Она позволяет разместить литник в центре круглой детали для обеспечения равномерного потока или скрыть его на невидимой поверхности, сохраняя эстетичный вид детали.
Двухплитная форма более ограничена. Расположение литника ограничено периметром детали, что может быть неидеально для заполнения или может оставить нежелательный косметический дефект.
Стоимость и сложность инструмента
Двухплитные формы проще по конструкции, имеют меньше компонентов и, следовательно, дешевле и быстрее в изготовлении.
Трехплитные формы по своей сути сложнее из-за дополнительной плиты и механизмов, необходимых для управления двумя отдельными действиями открытия. Это приводит к значительно более высокой первоначальной стоимости оснастки и большему объему обслуживания.
Время цикла и автоматизация
Трехплитная форма обеспечивает полностью автоматизированный процесс. Раздельное извлечение детали и литника устраняет необходимость в ручной обрезке литника человеком или роботом. Это может снизить общую стоимость производства за деталь, особенно при больших объемах производства.
Двухплитная форма может иметь более быстрое время открытия и закрытия формы, но общее время цикла может быть дольше, если учесть необходимое ручное удаление литника.
Материальные отходы
Литниковая система в трехплитной форме часто больше и сложнее, чем в двухплитной форме, что может привести к большему количеству отходов пластикового материала за цикл. Это критический фактор, если только не используется более продвинутая (и еще более дорогая) система горячих каналов.
Сделайте правильный выбор для вашей цели
Конкретные требования к вашей детали будут определять правильную конструкцию формы.
- Если ваш основной акцент делается на экономичности и простой геометрии детали: Двухплитная форма является лучшим выбором, особенно если допустима метка литника на краю детали, а объемы производства низкие или средние.
- Если ваш основной акцент делается на гибкости проектирования и внешнем виде: Трехплитная форма необходима для деталей, требующих центрального литья, имеющих критически важные эстетические поверхности или предназначенных для высокообъемного автоматизированного производства.
- Если вы формуете несколько одинаковых мелких деталей за один цикл: Трехплитная форма позволяет сбалансировать расположение литников, подавая каждую полость из ее идеального центрального положения, обеспечивая более высокое качество и согласованность.
Понимание этого фундаментального выбора между простотой и гибкостью — это первый шаг к проектированию детали, которая действительно оптимизирована для производства.
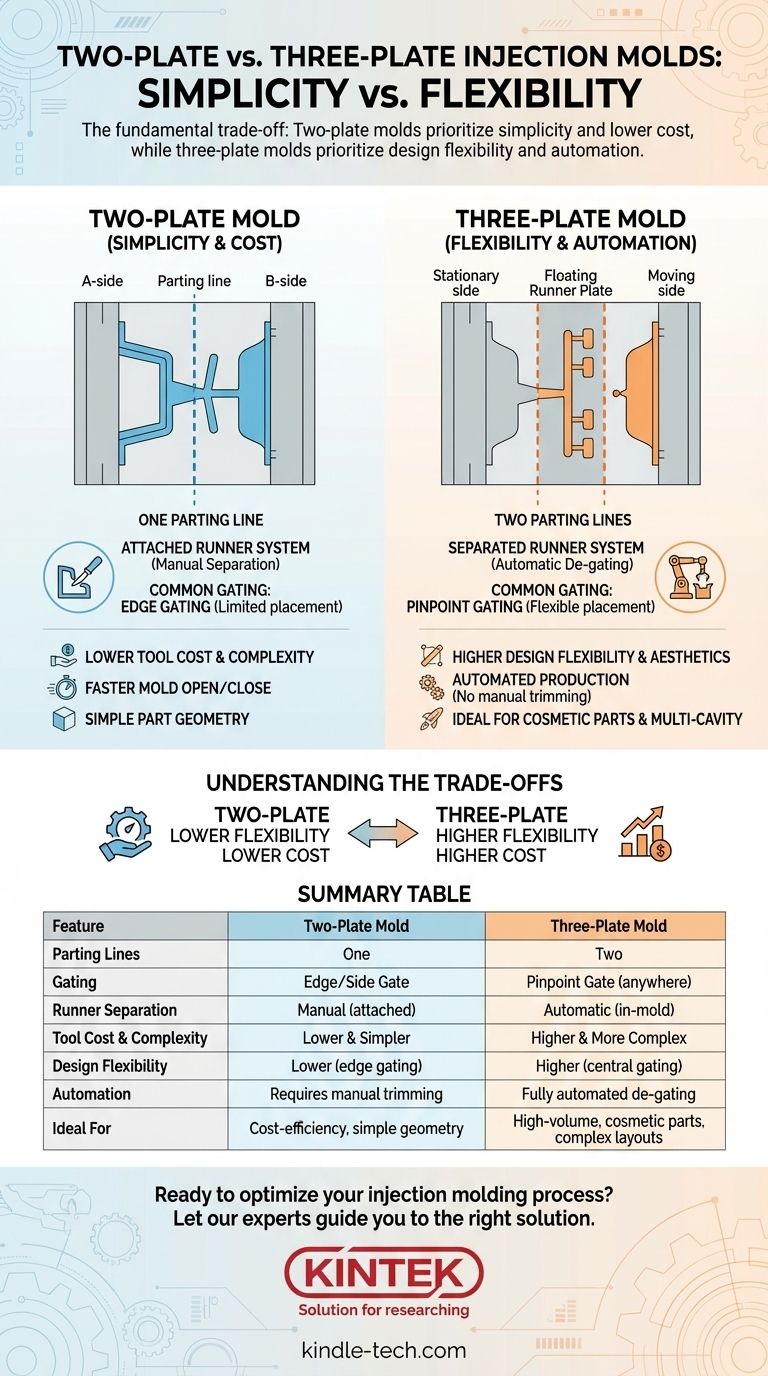
Сводная таблица:
| Характеристика | Двухплитная форма | Трехплитная форма |
|---|---|---|
| Плоскости разъема | Одна | Две |
| Литье | Периферийный/Боковой литник | Точечный литник (в любом месте) |
| Отделение литника | Вручную (прикреплен) | Автоматически (в форме) |
| Стоимость и сложность инструмента | Ниже и проще | Выше и сложнее |
| Гибкость проектирования | Ниже (периферийное литье) | Выше (центральное литье) |
| Автоматизация | Требуется ручная обрезка | Полностью автоматическое удаление литника |
| Идеально подходит для | Экономичность, простая геометрия | Большие объемы, эстетичные детали, сложные компоновки |
Готовы оптимизировать свой процесс литья под давлением? Выбор между двухплитной и трехплитной формой имеет решающее значение для успеха вашего проекта, влияя на стоимость, качество и скорость производства. В KINTEK мы специализируемся на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для прототипирования и производства, помогая вам принимать обоснованные решения относительно ваших пластиковых деталей. Позвольте нашим экспертам направить вас к правильному решению. Свяжитесь с KINTEK сегодня, чтобы обсудить ваши конкретные лабораторные и производственные потребности!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Пресс-форма кольцевая для лабораторных применений
- Лабораторная пресс-форма для инфракрасного излучения
- Инфракрасная пресс-форма без извлечения образца для лабораторных применений
- Лабораторная пресс-форма для таблеток из борной кислоты для рентгенофлуоресцентного анализа
Люди также спрашивают
- В какой отрасли используется литье под давлением? От медицины до автомобилестроения — оно повсюду
- Каковы этапы процесса формования? Руководство по формованию пластика, металла и керамики
- Какая машина используется для формования? Термопластавтоматы для массового производства
- Каковы преимущества и недостатки термопластавтоматов? Максимизация эффективности для массового производства
- Каковы 5 этапов литья под давлением? Руководство по эффективному, высококачественному производству



















