По своей сути, экструзия с раздувом пленки — это непрерывный производственный процесс, который превращает расплавленный пластик в тонкую бесшовную трубку пленки. Это достигается путем расплавления пластиковой смолы, пропускания ее через кольцевую матрицу для формирования тонкостенной трубки, а затем надувания этой трубки воздухом в большой пузырь. Затем этот пузырь охлаждается, схлопывается и наматывается в рулоны.
Суть экструзии с раздувом пленки заключается не только в плавлении и формовании пластика, но и в одновременном растяжении его в двух направлениях. Эта биаксиальная ориентация придает конечной пленке характерную прочность и жесткость, делая ее незаменимой для гибкой упаковки.

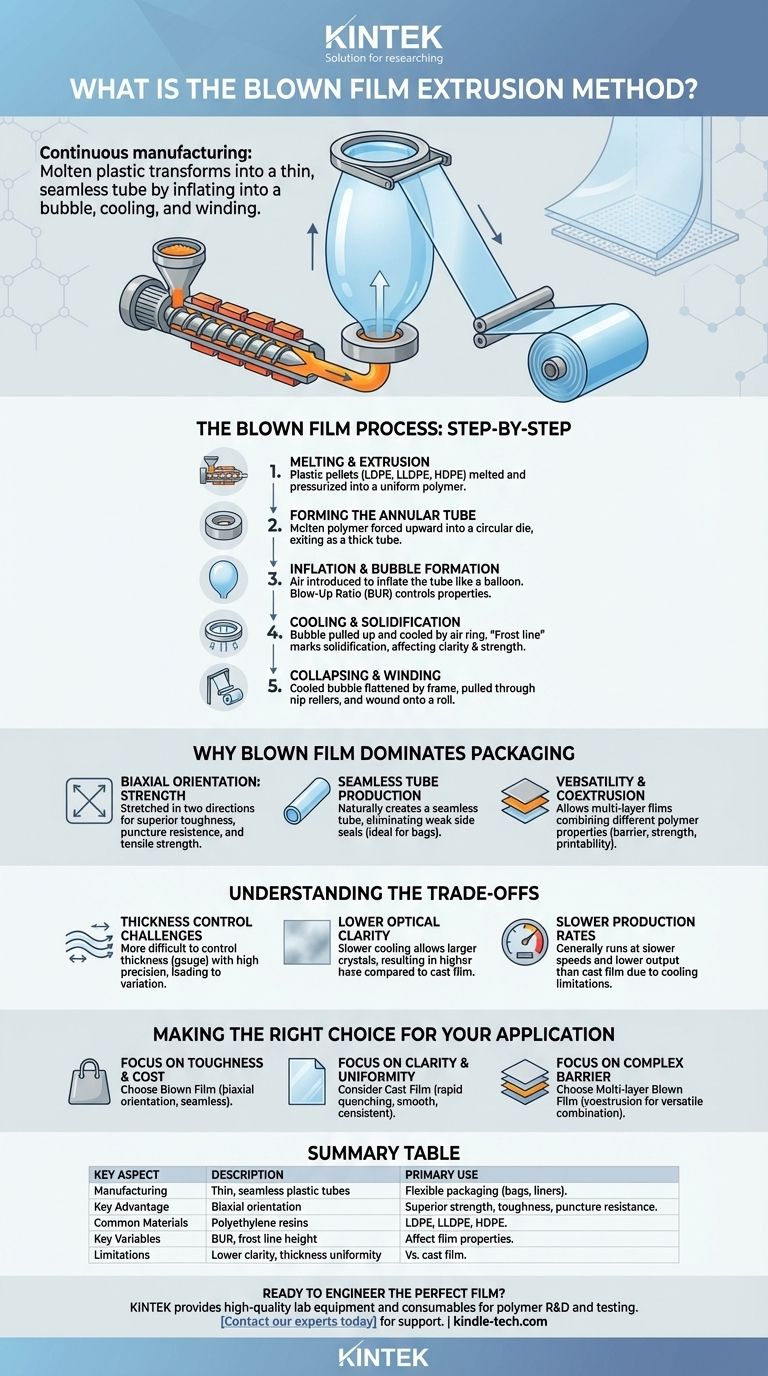
Процесс экструзии с раздувом пленки: пошаговый разбор
Чтобы по-настоящему понять метод, лучше всего представить его как вертикальную сборочную линию, движущуюся снизу вверх. Каждый этап напрямую влияет на конечные свойства пленки.
Шаг 1: Плавление и экструзия
Пластиковые гранулы, обычно полиэтилен (ПЭНП, ЛПЭНП, ПЭВП), подаются из бункера в цилиндр экструдера. Вращающийся шнек внутри нагретого цилиндра транспортирует, плавит и создает давление в пластиковой смоле, превращая ее в однородный расплавленный полимер.
Шаг 2: Формирование кольцевой трубки
Расплавленный полимер затем подается вверх в кольцевую (круглую) матрицу. При выходе из щелей матрицы он образует толстую непрерывную трубку расплавленного пластика.
Шаг 3: Раздув и образование пузыря
Воздух подается через отверстие в центре матрицы, надувая расплавленную трубку, как длинный непрерывный воздушный шар. Отношение конечного диаметра пузыря к диаметру матрицы известно как коэффициент раздува (BUR) — критический параметр для контроля свойств пленки.
Шаг 4: Охлаждение и затвердевание
По мере того как пузырь тянется вверх, он охлаждается высокоскоростным воздушным кольцом, установленным над матрицей. Точка, в которой расплавленный полимер кристаллизуется и становится твердой пленкой, видна как «линия инея». Высота этой линии инея является еще одной ключевой переменной, влияющей на прозрачность и прочность пленки.
Шаг 5: Схлопывание и намотка
Выше по башне охлажденный пузырь направляется через схлопывающую раму, которая сплющивает его в плоскую трубку. Затем эта плоская трубка протягивается через набор прижимных валков и наматывается на большой рулон для последующей обработки, такой как печать или изготовление пакетов.
Почему экструзия с раздувом пленки доминирует в упаковке
Популярность этого метода не случайна; это прямой результат уникальных свойств, которые он придает пленке.
Биаксиальная ориентация: источник прочности
За счет растяжения пленки как в машинном направлении (вытягивание вверх), так и в поперечном направлении (раздувание), полимерные цепи ориентируются в двух направлениях. Эта биаксиальная ориентация создает пленку с сбалансированной, превосходной прочностью, устойчивостью к проколам и прочностью на разрыв по сравнению с неориентированными пленками.
Производство бесшовных труб
Процесс естественным образом создает бесшовную трубку. Это большое преимущество для производства таких изделий, как хозяйственные сумки, мусорные мешки и промышленные вкладыши, поскольку устраняет необходимость в боковых швах, которые часто являются самым слабым местом мешка.
Универсальность и соэкструзия
Современные линии экструзии с раздувом пленки могут использовать несколько экструдеров, подающих материал в одну матрицу, для производства многослойных пленок. Этот процесс, называемый соэкструзией, позволяет производителям комбинировать свойства различных полимеров — например, барьерный слой для сохранения продуктов, прочностный слой для долговечности и внешний слой, пригодный для печати.
Понимание компромиссов
Ни один процесс не идеален. Объективность требует признания того, где экструзия с раздувом пленки имеет ограничения по сравнению с ее основной альтернативой — экструзией литой пленки.
Проблемы контроля толщины
Из-за характера раздувания свободно стоящего пузыря, контроль толщины (калибра) пленки с высокой точностью сложнее, чем в других процессах. Это приводит к большему изменению калибра по всей ширине пленки.
Более низкая оптическая прозрачность
Относительно медленный процесс воздушного охлаждения позволяет образовываться более крупным кристаллическим структурам внутри полимера. Эта повышенная кристалличность приводит к большей мутности и меньшей прозрачности по сравнению с литой пленкой, которая быстро закаливается на охлажденном валике.
Более низкие темпы производства
Как правило, линии экструзии с раздувом пленки работают на более низких скоростях и имеют более низкую производительность, чем линии экструзии литой пленки аналогичной ширины. Процесс охлаждения часто является ограничивающим фактором.
Правильный выбор для вашего применения
Выбор правильного процесса производства пленки полностью зависит от требований к производительности вашего конечного продукта.
- Если ваш основной акцент делается на прочности и экономичном производстве пакетов: Экструзия с раздувом пленки является лучшим выбором благодаря ее биаксиальной ориентации и бесшовному трубчатому формату.
- Если ваш основной акцент делается на оптической прозрачности и точной однородности толщины: Вам следует рассмотреть экструзию литой пленки, поскольку ее быстрое закаливание обеспечивает более гладкий, прозрачный и однородный продукт.
- Если ваш основной акцент делается на создании сложной барьерной пленки: Многослойная пленка, полученная методом раздува (соэкструзия), предлагает универсальный и экономически эффективный способ объединения различных полимерных функций в единую структуру.
В конечном итоге, освоение процесса экструзии с раздувом пленки означает манипулирование тонким балансом тепла, воздуха и скорости для получения точных свойств пленки, требуемых вашим применением.
Сводная таблица:
| Ключевой аспект | Описание |
|---|---|
| Основное применение | Производство тонких бесшовных пластиковых трубок для гибкой упаковки (например, пакетов, вкладышей). |
| Ключевое преимущество | Биаксиальная ориентация для превосходной прочности, жесткости и устойчивости к проколам. |
| Распространенные материалы | Полиэтиленовые смолы (ПЭНП, ЛПЭНП, ПЭВП). |
| Ключевые переменные процесса | Коэффициент раздува (BUR), высота линии инея. |
| Ограничения | Более низкая оптическая прозрачность и однородность толщины по сравнению с литой пленкой. |
Готовы создать идеальную пленку для ваших упаковочных нужд? Процесс экструзии с раздувом пленки требует точного контроля материалов и оборудования для достижения оптимальной прочности и производительности. В KINTEK мы специализируемся на поставках высококачественного лабораторного оборудования и расходных материалов, необходимых для исследований и разработок полимеров, включая инструменты для тестирования и анализа, которые помогают оптимизировать ваш процесс экструзии. Независимо от того, разрабатываете ли вы новые рецептуры пленок или обеспечиваете контроль качества, наши решения поддерживают ваши инновации от лаборатории до производства. Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как мы можем поддержать вклад вашей лаборатории в передовые упаковочные решения.
Визуальное руководство
Связанные товары
- Лабораторная экструзионная машина для выдувания трехслойной соэкструзионной пленки
- Лабораторная установка для вытяжки пленки из ПВХ для тестирования пленки
- Двухшнековый экструдер для гранулирования пластика
- Малая лабораторная резиновая каландровая машина
- Вакуумная печь горячего прессования для ламинирования и нагрева
Люди также спрашивают
- Каково назначение машины для выдувной пленки? Производство прочных, универсальных пластиковых пленок для упаковки
- Каковы преимущества экструзии с раздувом пленки? Повысьте эффективность производства вашей пленки
- Какова стоимость экструзии выдувной пленки? От 20 тысяч долларов до систем высокого класса
- Каковы недостатки экструзии с раздувом пленки? Преодоление ограничений точности и скорости
- Какие продукты производятся методом экструзии с раздувом пленки? От пакетов для продуктов до промышленной пленки







