По своей сути, линия экструзии с раздувом пленки представляет собой интегрированную систему основных компонентов, работающих последовательно для превращения сыпучей пластиковой смолы в тонкую непрерывную пленку. Основные рабочие элементы включают систему подачи материала, экструдер, фильеру, которая придает форму расплавленному пластику, воздушное кольцо, которое надувает и охлаждает его, и намоточное устройство, которое собирает готовый продукт.
Ключевой вывод заключается в том, что линия экструзии с раздувом пленки — это не просто набор деталей, а динамическая система. Понимание того, как каждый компонент обрабатывает полимер на определенном этапе — от плавления до надувания и охлаждения — имеет основополагающее значение для контроля свойств конечной пленки.

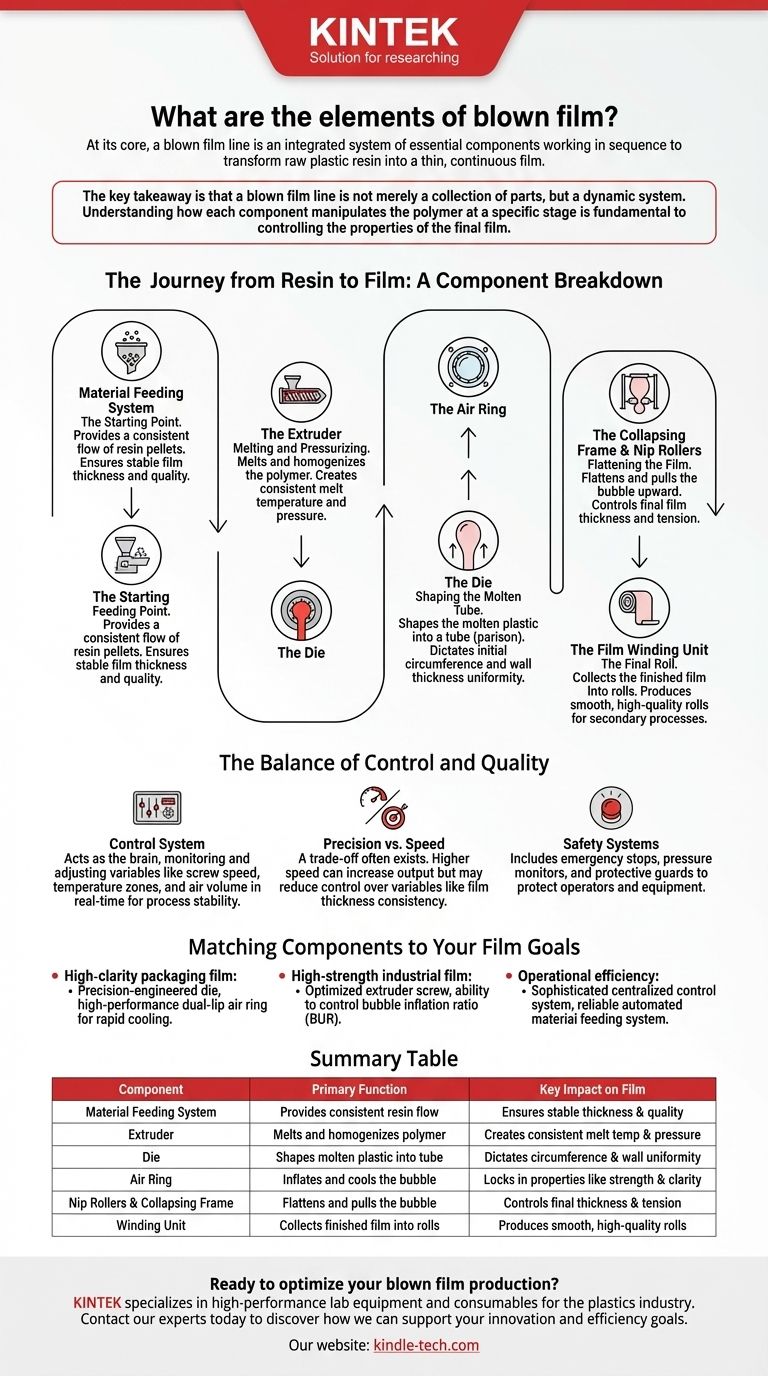
Путь от смолы к пленке: Разбор компонентов
Процесс создания пленки методом раздува представляет собой непрерывный вертикальный процесс экструзии. Каждый компонент выполняет свою отдельную функцию, которая основывается на предыдущем, превращая твердые гранулы в точно спроектированный рулон пленки.
Система подачи материала: Начальная точка
Процесс начинается здесь, где сыпучие полимерные гранулы, или смола, подаются из бункера в экструдер.
Надежная система подачи критически важна для обеспечения однородности. Она обеспечивает постоянный, равномерный поток материала, что является первым шагом в поддержании стабильной толщины и качества пленки по всей линии.
Экструдер: Плавление и создание давления
Внутри нагретого цилиндра вращающийся шнек перемещает смолу вперед. Трение и тепло расплавляют гранулы в гомогенный расплавленный полимер.
Этот этап отвечает за создание постоянной температуры расплава и давления, что жизненно важно для последующего процесса формования.
Фильера: Формирование расплавленной трубки
Расплавленный пластик продавливается через кольцевую фильеру, выходя в виде полой вертикальной пластиковой трубки, известной как рукав (парисон).
Точность конструкции фильеры имеет первостепенное значение. Она определяет начальную окружность пузыря пленки и является основным фактором обеспечения равномерной толщины стенки.
Воздушное кольцо: Надувание и охлаждение пузыря
Расположенное непосредственно над фильерой, воздушное кольцо направляет контролируемый поток воздуха высокой скорости на рукав. Этот воздух выполняет две критически важные функции.
Во-первых, внутренний воздух впрыскивается для надувания трубки в большой «пузырь», растягивая пластик как радиально, так и в длину. Во-вторых, внешний воздух из кольца охлаждает пузырь, фиксируя полимерные цепи в их ориентированном состоянии. На этом этапе фиксируются окончательные свойства пленки, такие как прочность и прозрачность.
Раскладочная рама и прижимные валки: Уплощение пленки
После того как пузырь прошел вверх и достаточно охладился, он направляется раскладочной рамой, которая аккуратно сплющивает его в плоскую двухслойную трубку.
Набор прижимных валков в верхней части линии тянет пузырь вверх, поддерживая натяжение и сплющивая его без образования складок. Скорость этих валков определяет конечную толщину пленки.
Намоточное устройство: Финальный рулон
Пройдя через прижимные валки, сплющенная трубка пленки наматывается в большие мастер-рулоны.
Современные намотчики поддерживают постоянное натяжение для создания гладких, высококачественных рулонов, готовых к вторичным процессам, таким как печать, ламинирование или изготовление пакетов.
Баланс контроля и качества
Достижение желаемых свойств пленки — это вопрос управления взаимодействием между этими компонентами. Вся система представляет собой тонкий баланс скорости, температуры и давления.
Роль системы управления
Интегрированная система управления действует как мозг всей линии. Она отслеживает и настраивает такие переменные, как скорость шнека, температурные зоны, объем воздуха и скорость намотки в режиме реального времени.
Эта система обеспечивает стабильность и повторяемость процесса, что необходимо для производства пленки, соответствующей строгим требованиям к качеству, с минимальными отходами.
Точность против скорости
Часто существует компромисс между скоростью производства и качеством пленки. Более быстрая работа линии может увеличить производительность, но может снизить контроль над такими переменными, как однородность толщины пленки (калибра).
Сложность конструкции фильеры и воздушного кольца часто определяет, насколько быстро линия может работать при сохранении высокого качества продукции.
Системы безопасности
Современные линии экструзии с раздувом работают при высоких температурах и давлениях. Системы безопасности, включая аварийные остановки, датчики давления и защитные ограждения, являются обязательными компонентами, которые защищают операторов и оборудование.
Согласование компонентов с вашими целями по пленке
Конфигурация вашей линии экструзии с раздувом должна определяться конкретными свойствами, которые вам необходимы в конечном продукте.
- Если ваш основной фокус — упаковочная пленка высокой прозрачности: Ваши наиболее важные компоненты — это точно спроектированная фильера и высокопроизводительное двухгубчатое воздушное кольцо для быстрого и равномерного охлаждения.
- Если ваш основной фокус — промышленная пленка высокой прочности: Конструкция шнека экструдера и возможность контролировать коэффициент раздува пузыря (BUR) имеют первостепенное значение для достижения желаемой молекулярной ориентации и прочности.
- Если ваш основной фокус — операционная эффективность: Сложная централизованная система управления и надежная автоматизированная система подачи материала являются ключом к максимальному времени безотказной работы и минимизации отходов материала.
В конечном счете, овладение процессом экструзии с раздувом сводится к пониманию того, что каждый компонент — это рычаг, который вы можете использовать для проектирования конечного материала.
Сводная таблица:
| Компонент | Основная функция | Ключевое влияние на пленку |
|---|---|---|
| Система подачи материала | Обеспечивает постоянный поток гранул смолы. | Обеспечивает стабильную толщину и качество пленки. |
| Экструдер | Плавит и гомогенизирует полимер. | Создает постоянную температуру расплава и давление. |
| Фильера | Придает форму расплавленному пластику в виде трубки (рукава). | Определяет начальную окружность и однородность толщины стенки. |
| Воздушное кольцо | Надувает и охлаждает пузырь. | Фиксирует конечные свойства, такие как прочность и прозрачность. |
| Прижимные валки и раскладочная рама | Сплющивают и тянут пузырь вверх. | Контролируют конечную толщину пленки и натяжение. |
| Намоточное устройство | Собирает готовую пленку в рулоны. | Производит гладкие, высококачественные рулоны для вторичных процессов. |
Готовы оптимизировать производство пленки методом раздува? KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах для индустрии пластмасс. Независимо от того, разрабатываете ли вы новые рецептуры пленки, тестируете свойства материалов или обеспечиваете контроль качества, наши решения разработаны для удовлетворения конкретных потребностей вашей лаборатории. Свяжитесь с нашими экспертами сегодня, чтобы узнать, как мы можем поддержать ваши цели в области инноваций и эффективности.
Визуальное руководство
Связанные товары
- Лабораторная экструзионная машина для выдувания трехслойной соэкструзионной пленки
- Лабораторная установка для вытяжки пленки из ПВХ для тестирования пленки
Люди также спрашивают
- Какова стоимость экструзии выдувной пленки? От 20 тысяч долларов до систем высокого класса
- Что такое экструзия с раздувом пленки? Освоение двухосной ориентации для превосходной прочности пленки
- Каково назначение машины для выдувной пленки? Производство прочных, универсальных пластиковых пленок для упаковки
- Какие продукты производятся методом экструзии с раздувом пленки? От пакетов для продуктов до промышленной пленки
- Каковы недостатки экструзии с раздувом пленки? Преодоление ограничений точности и скорости

