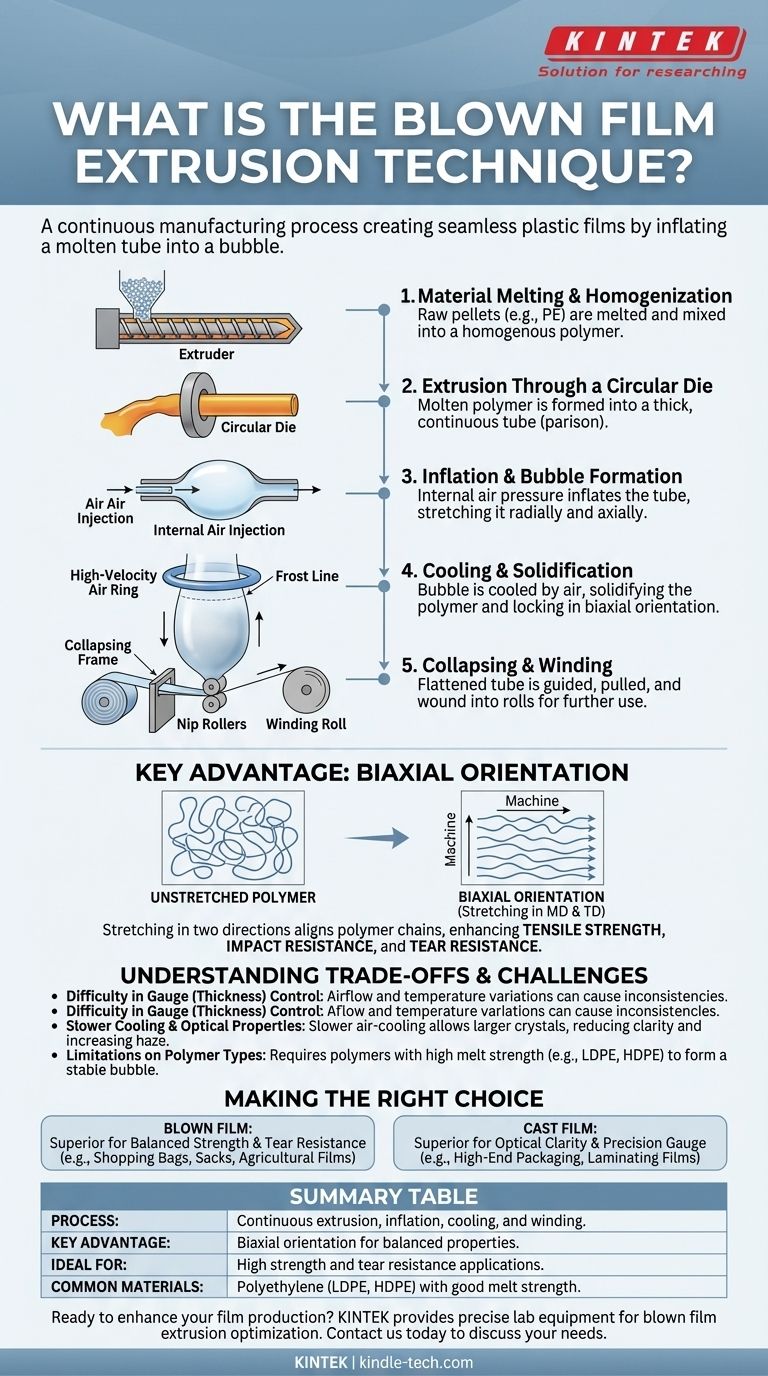
В производстве экструзия с раздувом пленки — это непрерывный процесс, используемый для создания бесшовных пластиковых пленок. Он включает в себя плавление термопластичного материала, продавливание его через круговую фильеру для формирования толстой трубки и одновременное надувание этой трубки воздухом в большой тонкостенный пузырь. Затем этот пузырь охлаждается, складывается и наматывается на рулон.
Ключевое преимущество этого метода заключается в том, что он растягивает пластик одновременно в двух направлениях — радиальном и осевом. Эта двухосная ориентация выравнивает полимерные цепи, создавая пленку с сбалансированными, превосходными механическими свойствами, такими как прочность и сопротивление разрыву, по сравнению с другими процессами.

Пошаговый процесс экструзии с раздувом пленки
Чтобы понять уникальные свойства пленки, полученной методом раздува, важно представить ее путь от сырья до готового продукта. Весь процесс происходит вертикально, часто в башнях высотой в несколько этажей.
Шаг 1: Плавление и гомогенизация материала
Процесс начинается с подачи гранул сырого пластика, обычно полиолефина, такого как полиэтилен (ПЭ), из бункера в цилиндр экструдера. Вращающийся шнек внутри цилиндра транспортирует, нагревает и плавит пластик, создавая гомогенный расплавленный полимер.
Шаг 2: Экструзия через круговую фильеру
Этот расплавленный пластик затем продавливается через круговую фильеру. Фильера формирует из материала толстостенную непрерывную трубку из расплавленного полимера, известную как парисoн.
Шаг 3: Надувание и формирование пузыря
Когда трубка выходит из фильеры, воздух впрыскивается в ее центр через отверстие в фильере. Это внутреннее давление воздуха надувает расплавленную трубку, подобно длинному непрерывному воздушному шару. Этот шаг растягивает пленку как по окружности (радиально), так и в направлении движения (осевое).
Шаг 4: Охлаждение и затвердевание
Пузырь движется вверх, непрерывно охлаждаясь кольцом воздуха высокой скорости, установленным над фильерой. Точка, в которой полимер затвердевает, называется линией замерзания — ее часто можно увидеть как переход от прозрачного к мутному виду. Охлаждение фиксирует молекулы полимера в их двухосно-ориентированном состоянии.
Шаг 5: Складывание и намотка
После охлаждения пузырь направляется через раму для складывания, которая аккуратно сплющивает трубку. Затем эта сплющенная трубка протягивается через прижимные валки и, наконец, наматывается на большие рулоны для последующей обработки, такой как печать или изготовление пакетов.
Почему двухосная ориентация является ключевым преимуществом
Простое надувание пузыря придает пленке, полученной раздувом, ее самые важные характеристики. Это концепция, которая напрямую влияет на производительность конечного продукта.
Влияние на молекулярную структуру
Без растяжения полимерные цепи случайно свернуты. Двустороннее растяжение во время надувания заставляет эти цепи выстраиваться как в направлении движения (MD), так и в поперечном направлении (TD). Эта упорядоченная структура и есть то, что мы называем двухосной ориентацией.
Получаемые свойства материала
Это молекулярное выравнивание резко улучшает физические свойства пленки. В результате получается более сбалансированный материал с более высокой прочностью на растяжение, ударопрочностью и сопротивлением разрыву во всех направлениях, что делает его идеальным для применений, требующих долговечности, таких как продуктовые пакеты или прочные мешки.
Понимание компромиссов и проблем
Хотя процесс экструзии с раздувом является мощным, он не лишен сложностей и ограничений. Объективность требует признания того, где другие методы могут быть лучше.
Сложность контроля толщины (калибра)
Поддержание идеально равномерной толщины пленки по всей ширине пузыря более сложна при экструзии с раздувом, чем при экструзии литой пленки. Вариации воздушного потока и температуры могут привести к небольшим полосам толщины или несоответствиям.
Более медленное охлаждение и оптические свойства
Процесс воздушного охлаждения значительно медленнее, чем закалка на охлаждающем валке, используемая при получении литой пленки. Это более медленное охлаждение позволяет образовываться более крупным кристаллическим структурам в полимере, что может снизить прозрачность пленки и увеличить ее мутность.
Ограничения по типам полимеров
Процесс требует полимера с достаточной прочностью расплава для формирования стабильного пузыря без схлопывания. Вот почему эта технология доминирует в материалах, таких как полиэтилен низкой плотности (ПЭНП) и полиэтилен высокой плотности (ПЭВП), в то время как материалы с низкой прочностью расплава непригодны.
Выбор правильного варианта для вашей цели
Выбор между экструзией с раздувом и другими процессами, такими как литье пленки, полностью зависит от требований к конечному использованию вашего продукта.
- Если ваш основной фокус — сбалансированная прочность и сопротивление разрыву: Экструзия с раздувом является лучшим выбором для применений, таких как пакеты для покупок, строительные пленки и сельскохозяйственные пленки, где долговечность имеет первостепенное значение.
- Если ваш основной фокус — исключительная оптическая прозрачность и точный контроль толщины: Вам следует рассмотреть экструзию литой пленки, которая предпочтительна для высококачественной упаковочной обертки и ламинирующих пленок.
- Если ваш основной фокус — производство бесшовных трубок: Экструзия с раздувом является единственным практичным методом, поскольку она естественным образом создает непрерывную трубку, идеальную для изготовления пакетов только с нижним швом.
В конечном счете, понимание взаимосвязи между процессом надувания и результирующей молекулярной ориентацией является ключом к эффективному использованию этой техники.
Сводная таблица:
| Ключевой аспект | Подробности |
|---|---|
| Процесс | Непрерывная экструзия расплавленной пластиковой трубки, надуваемой в пузырь, затем охлаждаемой и наматываемой. |
| Ключевое преимущество | Двухосная ориентация (растяжение в двух направлениях) для сбалансированных механических свойств. |
| Идеально подходит для | Применений, требующих высокой прочности и сопротивления разрыву (например, пакеты, мешки, сельскохозяйственные пленки). |
| Распространенные материалы | Полиэтилен (ПЭНП, ПЭВП) и другие полимеры с хорошей прочностью расплава. |
Готовы улучшить производство вашей пленки за счет превосходной прочности и долговечности?
Процесс экструзии с раздувом является ключом к созданию высокоэффективных пластиковых пленок. В KINTEK мы специализируемся на предоставлении точного лабораторного оборудования и расходных материалов, необходимых для разработки, тестирования и оптимизации ваших процессов экструзии с раздувом пленки. Независимо от того, исследуете ли вы новые материалы или обеспечиваете контроль качества, наши решения помогут вам достичь идеального баланса свойств для вашего целевого применения.
Свяжитесь с нами сегодня, используя форму ниже, чтобы обсудить, как мы можем поддержать конкретные потребности вашей лаборатории в обработке полимеров и анализе пленок.
Визуальное руководство
Связанные товары
- Лабораторная экструзионная машина для выдувания трехслойной соэкструзионной пленки
- Лабораторная установка для вытяжки пленки из ПВХ для тестирования пленки
- Двухшнековый экструдер для гранулирования пластика
Люди также спрашивают
- Что такое метод экструзии с раздувом пленки? Руководство по производству высокопрочной пластиковой пленки
- Каково назначение машины для выдувной пленки? Производство прочных, универсальных пластиковых пленок для упаковки
- Что такое метод экструзии с раздувом пленки? Освойте искусство производства прочной, бесшовной пластиковой пленки
- Каковы элементы линии экструзии с раздувом пленки? Освойте ключевые компоненты для производства высококачественной пленки
- Какие продукты производятся методом экструзии с раздувом пленки? От пакетов для продуктов до промышленной пленки


