По сути, машина для выдувной пленки — это высокоточное промышленное оборудование, которое превращает сырые пластиковые гранулы в тонкий, непрерывный лист пластиковой пленки. Она осуществляет это посредством процессов плавления, экструзии и надувания, создавая бесшовные пластиковые трубки, используемые для бесчисленных применений, от продуктовых пакетов до защитных сельскохозяйственных покрытий.
Машина для выдувной пленки не просто плавит пластик; она надувает его в длинный, непрерывный пузырь. Этот элегантный процесс экструзии и давления воздуха является основным методом создания подавляющего большинства гибких пластиковых пленок, используемых в упаковке, сельском хозяйстве и строительстве.

Основной процесс: от гранул до рулона пленки
Чтобы понять, что делает машина для выдувной пленки, лучше всего представить ее работу как непрерывное вертикальное перемещение пластикового материала.
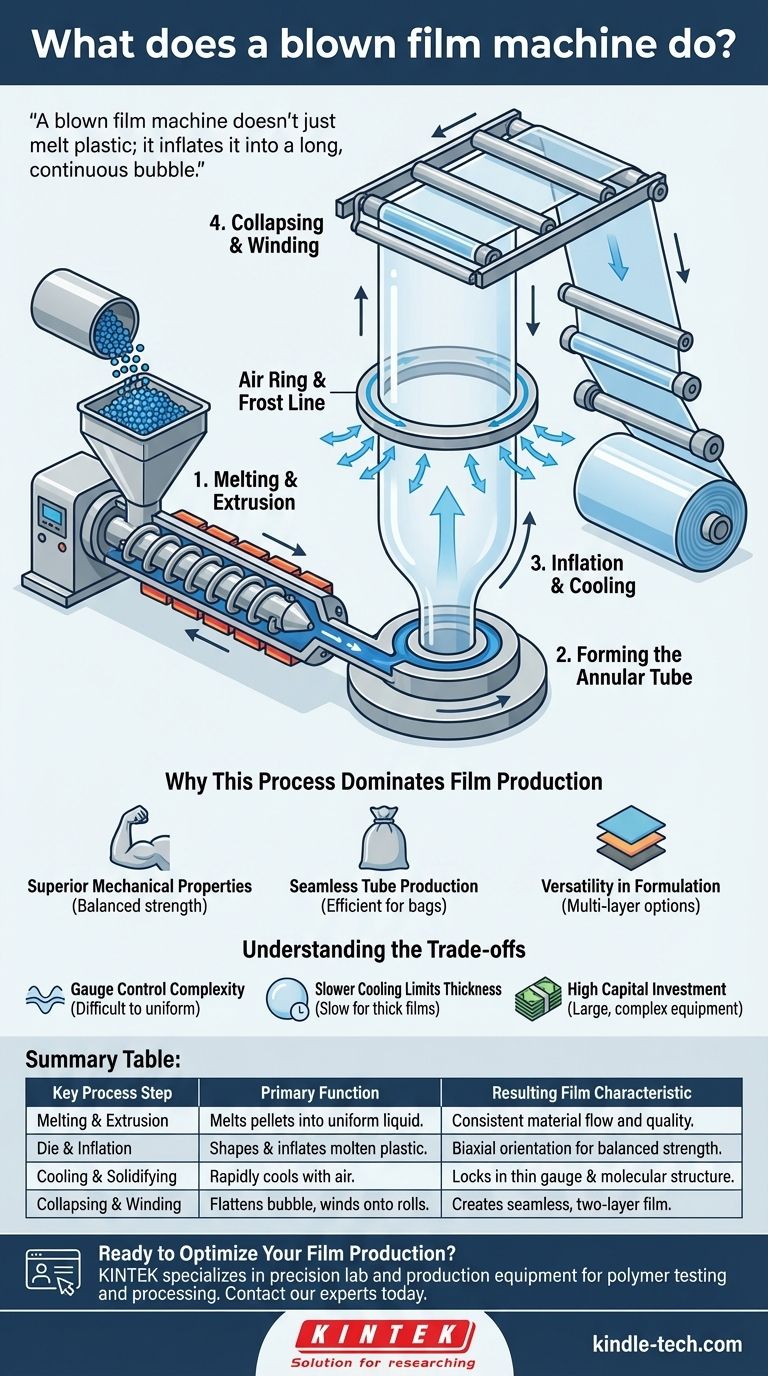
Шаг 1: Плавление и экструзия
Процесс начинается с твердых пластиковых гранул, обычно типа полиэтилена (таких как ПВД, ЛПНП или ПНД). Эти гранулы подаются из бункера в длинный, нагреваемый цилиндр, содержащий вращающийся шнек. По мере вращения шнека он перемещает гранулы вперед, и комбинация тепла и давления плавит их в однородный расплавленный полимер.
Шаг 2: Формирование кольцевой трубки
В конце экструдера расплавленный пластик продавливается через круглое фильеру. Эта фильера придает жидкому пластику форму толстостенной трубки, часто называемой заготовкой. Точность этой фильеры критически важна для качества конечной пленки.
Шаг 3: Надувание и охлаждение
Это этап «выдувания», который определяет процесс. Воздух подается через центр фильеры, надувая расплавленную трубку, как воздушный шар. Это расширение растягивает пластик как радиально (по окружности), так и аксиально (по длине), создавая чрезвычайно тонкий пузырь.
Одновременно высокоскоростное воздушное кольцо подает холодный воздух на внешнюю сторону пузыря. Это быстро охлаждает и затвердевает пластик, фиксируя его молекулярную структуру на его окончательном, тонком размере. Точка, в которой пластик затвердевает, называется «линией инея».
Шаг 4: Сплющивание и намотка
Большой, стабильный пузырь продолжает двигаться вверх, часто на несколько этажей в крупном производственном цехе, чтобы обеспечить достаточное охлаждение. Вверху рама для сплющивания аккуратно сплющивает пузырь в двухслойную плоскую трубку.
Эта сплющенная трубка затем протягивается через набор роликов, известных как прижимные ролики, которые поддерживают натяжение и направляют пленку. Наконец, пленка наматывается на большие рулоны. Она может оставаться в виде сплющенной трубки (идеально для изготовления пакетов) или разрезаться на один или два отдельных листа.
Почему этот процесс доминирует в производстве пленки
Метод выдувной пленки повсеместно распространен по нескольким ключевым причинам, что делает его краеугольным камнем пластмассовой промышленности.
Превосходные механические свойства
Биаксиальная ориентация — растяжение материала в двух направлениях одновременно во время надувания — придает сбалансированные и превосходные механические свойства. Это делает пленку прочной и устойчивой к разрыву как в машинном направлении (MD), так и в поперечном направлении (TD).
Бесшовное производство труб
Процесс естественным образом создает бесшовную трубку. Это невероятно эффективно для производства таких продуктов, как мусорные пакеты, пакеты-майки и другие мешки, поскольку устраняет необходимость в этапах боковой сварки.
Универсальность в рецептуре
Линии выдувной пленки могут быть сконфигурированы с несколькими экструдерами (процесс, называемый соэкструзией) для создания многослойных пленок. Это позволяет производителям комбинировать различные полимеры для достижения конкретных свойств, таких как кислородные барьеры для пищевой упаковки, УФ-стойкость для сельскохозяйственных пленок или устойчивость к проколам для промышленной обмотки.
Понимание компромиссов
Хотя процесс выдувной пленки является мощным, он не лишен технических проблем и ограничений.
Сложность контроля толщины
Поддержание идеально равномерной толщины пленки (калибра) по всей ширине пузыря затруднительно. Изменения в охлаждении, потоке воздуха или температуре фильеры могут привести к появлению толстых или тонких участков, что требует сложных систем датчиков и управления.
Более медленное охлаждение ограничивает толщину
Процесс наиболее эффективен для тонких пленок. Производство очень толстых листов на линии выдувной пленки является медленным, потому что толстая масса пластика остывает и затвердевает гораздо дольше, что значительно снижает скорость производства по сравнению с другими методами, такими как экструзия через щелевую фильеру.
Высокие капитальные вложения
Линии выдувной пленки, особенно многослойные соэкструзионные системы, являются крупными, сложными и требуют значительных капитальных вложений. Оборудование и вертикальное пространство, необходимое для башни, могут быть существенными.
Как применить это к вашей цели
Понимание основ процесса выдувной пленки позволяет принимать более обоснованные решения, независимо от того, закупаете ли вы материалы или разрабатываете продукт.
- Если ваш основной акцент — дизайн упаковки: Признайте, что способность выдувной пленки производить бесшовные трубки идеально подходит для создания прочных, экономичных пакетов и вкладышей.
- Если ваш основной акцент — материаловедение: Поймите, что биаксиальная ориентация во время надувания является ключом к сбалансированной прочности на разрыв и устойчивости пленки к проколам.
- Если ваш основной акцент — эффективность производства: Ключом к качеству и производительности является точный контроль температуры экструзии, давления воздуха и скорости охлаждения для поддержания стабильного пузыря и равномерной толщины.
Превращая простые гранулы в точно спроектированный материал, машина для выдувной пленки образует невидимый каркас современной упаковки и промышленности.
Сводная таблица:
| Ключевой этап процесса | Основная функция | Получаемая характеристика пленки |
|---|---|---|
| Плавление и экструзия | Плавит пластиковые гранулы в однородную жидкость. | Постоянный поток материала и качество. |
| Фильера и надувание | Формирует и надувает расплавленный пластик в пузырь. | Биаксиальная ориентация для сбалансированной прочности. |
| Охлаждение и затвердевание | Быстро охлаждает пузырь воздухом. | Фиксирует тонкую толщину и молекулярную структуру. |
| Сплющивание и намотка | Сплющивает пузырь в трубку и наматывает его на рулоны. | Создает бесшовную двухслойную пленку, готовую к использованию. |
Готовы оптимизировать производство пленки?
Независимо от того, разрабатываете ли вы новую упаковку, улучшаете прочность материала или масштабируете свою производственную линию, правильное оборудование имеет решающее значение. KINTEK специализируется на прецизионном лабораторном и производственном оборудовании, включая решения для тестирования и обработки полимеров, которые помогают вам совершенствовать рецептуры и процессы выдувной пленки до полномасштабного производства.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наш опыт может помочь вам достичь превосходного качества, эффективности и производительности пленки.
Визуальное руководство
Связанные товары
- Лабораторная экструзионная машина для выдувания трехслойной соэкструзионной пленки
- Лабораторная установка для вытяжки пленки из ПВХ для тестирования пленки
- Вакуумная печь горячего прессования для ламинирования и нагрева
- Малая лабораторная резиновая каландровая машина
- Машина для испытания фильтров FPV на дисперсионные свойства полимеров и пигментов
Люди также спрашивают
- Каковы элементы линии экструзии с раздувом пленки? Освойте ключевые компоненты для производства высококачественной пленки
- Какие продукты производятся методом экструзии с раздувом пленки? От пакетов для продуктов до промышленной пленки
- Что такое экструзия с раздувом пленки? Освоение двухосной ориентации для превосходной прочности пленки
- Что такое метод экструзии с раздувом пленки? Руководство по производству высокопрочной пластиковой пленки
- Каковы недостатки экструзии с раздувом пленки? Преодоление ограничений точности и скорости





