Основное преимущество сварки электронным лучом заключается в ее способности создавать исключительно глубокие, узкие сварные швы с минимальными термическими деформациями. Это достигается за счет использования сфокусированного пучка электронов высокой скорости в вакууме, концентрирующего огромную энергию на крошечном участке. Это позволяет выполнять однопроходную сварку толстых материалов, которая в противном случае потребовала бы нескольких проходов, сложной подготовки и значительного подвода тепла при использовании традиционных методов.
Сварка электронным лучом (ЭБ) обменивает сложность вакуумной среды на непревзойденный контроль. В результате получается процесс с высокой плотностью мощности, который обеспечивает глубокие, чистые сварные швы с минимальным термическим повреждением окружающего материала — достижение, которое часто невозможно другими методами.
Физика высокой плотности мощности
Чтобы понять преимущества сварки ЭБ, необходимо сначала понять ее основные принципы. Процесс определяется использованием высокоэнергетического электронного пучка и вакуумной среды.
Роль электронного пучка
Электронная пушка генерирует и ускоряет поток электронов до чрезвычайно высоких скоростей, обычно составляющих 50–70% скорости света. Затем магнитные линзы фокусируют этот поток в очень тонкий, высокоэнергетический луч.
Эта концентрация энергии является источником уникальных возможностей сварки ЭБ.
Необходимость вакуума
Весь процесс происходит внутри вакуумной камеры. Вакуум критически важен по двум причинам.
Во-первых, он предотвращает столкновение электронов с молекулами воздуха, что привело бы к рассеиванию пучка и потере его энергии. Вакуум гарантирует, что пучок остается сфокусированным и передает всю свою мощность на обрабатываемую деталь.
Во-вторых, вакуум действует как идеальный экран, защищая расплавленный сварочный пруд от атмосферных загрязнений, таких как кислород и азот, которые могут вызвать дефекты и ослабить соединение.
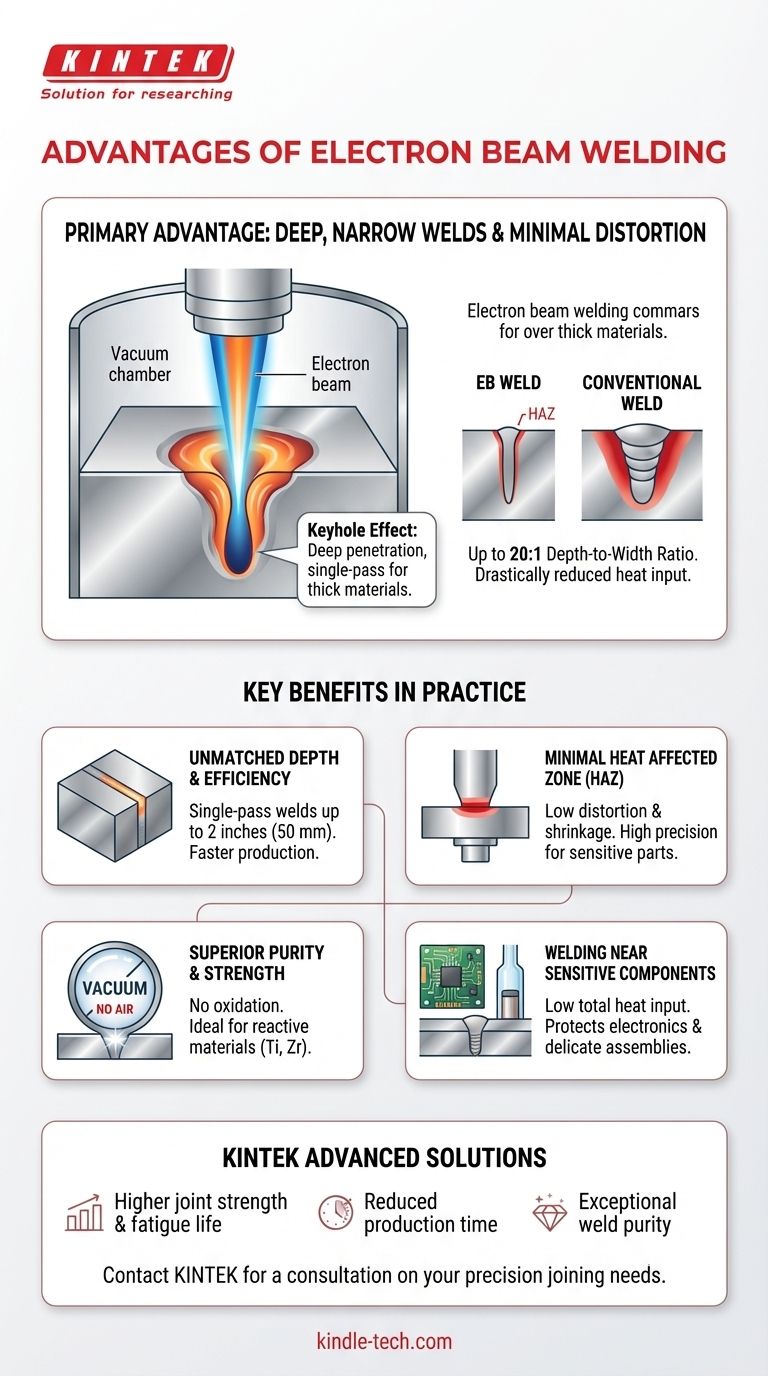
Создание эффекта «замочной скважины»
Когда высокоэнергетический луч попадает на материал, он мгновенно испаряет небольшой столбец металла. Это создает глубокую, узкую полость, известную как замочная скважина (keyhole).
Луч проникает глубоко в материал через эту замочную скважину. По мере перемещения луча вдоль шва расплавленный металл обтекает замочную скважину и затвердевает позади нее, образуя очень глубокий и узкий сварной шов.
Ключевые преимущества на практике
Физика процесса напрямую трансформируется в значительные производственные и конструкторские преимущества.
Непревзойденное соотношение глубины к ширине
Эффект замочной скважины позволяет достигать глубины проплавления до двух дюймов (50 мм) в стали. Полученный сварной шов чрезвычайно узок, часто с соотношением глубины к ширине 20:1 или выше.
Это устраняет необходимость в многопроходной сварке, требуемой при дуговых процессах, резко сокращая время сварки и расход материалов для толстых сечений.
Минимальная зона термического влияния (ЗТВ)
Поскольку энергия подается настолько точно и эффективно, общее подводимое тепло к компоненту очень низкое.
Это приводит к крошечной зоне термического влияния (ЗТВ) — области основного материала, микроструктура которого изменена теплом. Небольшая ЗТВ означает минимальные деформации, усадку и потерю прочности материала.
Превосходная чистота и прочность
Сварка в вакууме предотвращает образование оксидов и нитридов в сварочном пруду. Это дает исключительно чистый, высокочистый сварной шов.
Это особенно важно для реактивных материалов, таких как титан, цирконий и ниобий, а также для применений, требующих максимально возможной прочности соединения и усталостной долговечности.
Сварка вблизи чувствительных компонентов
Низкое общее подводимое тепло и минимальные деформации позволяют выполнять сварку в непосредственной близости от чувствительных к нагреву компонентов.
К ним относятся стеклометаллические уплотнения, электроника, предварительно обработанные поверхности или хрупкие узлы, которые были бы повреждены или деформированы более высоким теплом традиционной сварки.
Понимание компромиссов
Ни один процесс не обходится без ограничений. Уникальная среда, необходимая для сварки ЭБ, накладывает определенные ограничения, которые необходимо учитывать.
Ограничение вакуумной камеры
Детали должны помещаться внутрь вакуумной камеры. Это ограничивает максимальный размер заготовки и добавляет значительное время к процессу для откачки камеры до требуемого уровня вакуума.
Требование точного совмещения
Сфокусированный энергетический луч требует, чтобы детали были спроектированы с очень точным совмещением. В отличие от некоторых процессов дуговой сварки, сварка ЭБ не может надежно заполнять большие или непостоянные зазоры.
Генерация рентгеновских лучей
Взаимодействие высокоэнергетических электронов с материалом заготовки генерирует рентгеновские лучи. Вакуумная камера должна быть надлежащим образом экранирована свинцом для защиты операторов, что увеличивает сложность и стоимость машины.
Высокая первоначальная капитальная стоимость
Системы сварки ЭБ, с их высоковольтными источниками питания, электронными пушками, вакуумными камерами и ЧПУ-управлением, представляют собой значительно более высокие капиталовложения, чем стандартное оборудование для дуговой сварки.
Подходит ли сварка электронным лучом для вашего применения?
Выбор этого процесса полностью зависит от того, решают ли его уникальные преимущества вашу конкретную инженерную задачу.
- Если ваш основной фокус — производительность и точность: Для критически важных применений в аэрокосмической отрасли, производстве медицинских имплантатов или оборонной промышленности, где целостность сварного шва и минимальные деформации являются обязательными условиями, сварка ЭБ часто является лучшим выбором.
- Если ваш основной фокус — соединение толстых секций за один проход: Глубокое проплавление при сварке ЭБ может резко сократить время производства и деформацию по сравнению с многопроходной традиционной сваркой, оправдывая ее стоимость.
- Если ваш основной фокус — сварка реактивных или разнородных материалов: Чистая вакуумная среда делает сварку ЭБ идеальной для соединения таких материалов, как титан, медь или ниобий, которые трудно или невозможно чисто сварить другими методами.
- Если ваш основной фокус — экономичность для простых деталей: Для общего изготовления, где высокая точность не требуется, стоимость и время цикла сварки ЭБ, вероятно, будут непомерно высокими, и более подходящими будут традиционные методы.
В конечном счете, выбор сварки электронным лучом — это инвестиция в контроль процесса для достижения металлургических результатов, которые недостижимы другими методами.
Сводная таблица:
| Ключевое преимущество | Ключевая выгода | Идеально подходит для |
|---|---|---|
| Непревзойденное соотношение глубины к ширине | Однопроходные сварные швы глубиной до 2 дюймов | Эффективное соединение толстых секций |
| Минимальная зона термического влияния (ЗТВ) | Низкие деформации и усадка | Прецизионные компоненты и чувствительные узлы |
| Превосходная чистота сварного шва | Отсутствие окисления в вакуумной среде | Реактивные материалы (титан, цирконий) |
| Низкое общее подводимое тепло | Защита близлежащих чувствительных к теплу деталей | Электроника, стеклометаллические уплотнения |
Нужно сварочное решение, обеспечивающее точность и прочность для ваших критически важных компонентов?
В KINTEK мы специализируемся на передовом лабораторном и производственном оборудовании, включая системы сварки электронным лучом. Наши решения разработаны для таких отраслей, как аэрокосмическая промышленность, медицина и оборона, где целостность сварного шва имеет первостепенное значение. Мы можем помочь вам достичь:
- Более высокой прочности соединения и усталостной долговечности для сложных применений.
- Сокращения времени производства за счет соединения толстых материалов за один проход.
- Исключительной чистоты сварного шва для реактивных и разнородных металлов.
Позвольте нашим экспертам помочь вам определить, является ли сварка электронным лучом правильной инвестицией для ваших задач по прецизионному соединению. Свяжитесь с KINTEK сегодня для консультации!
Визуальное руководство
Связанные товары
- Оборудование системы HFCVD для нанесения наноалмазного покрытия на волочильные фильеры
- Пресс-форма против растрескивания для лабораторного использования
- Лабораторные сита и просеивающие машины
- Высокоэнергетическая вибрационная лабораторная шаровая мельница однобарабанного типа
- Настольная лабораторная вакуумная сублимационная сушилка
Люди также спрашивают
- Что такое МПХНП? Руководство по синтезу высокочистых алмазов и материалов
- Как рассчитать расход покрытия? Практическое руководство по точному расчету материала
- Как растут алмазы CVD? Пошаговое руководство по созданию лабораторно выращенных алмазов
- Что такое магнетронное распыление постоянного тока (DC)? Руководство по высококачественному осаждению тонких пленок
- Является ли распыление методом ФЭС? Узнайте о ключевой технологии нанесения покрытий для вашей лаборатории



















