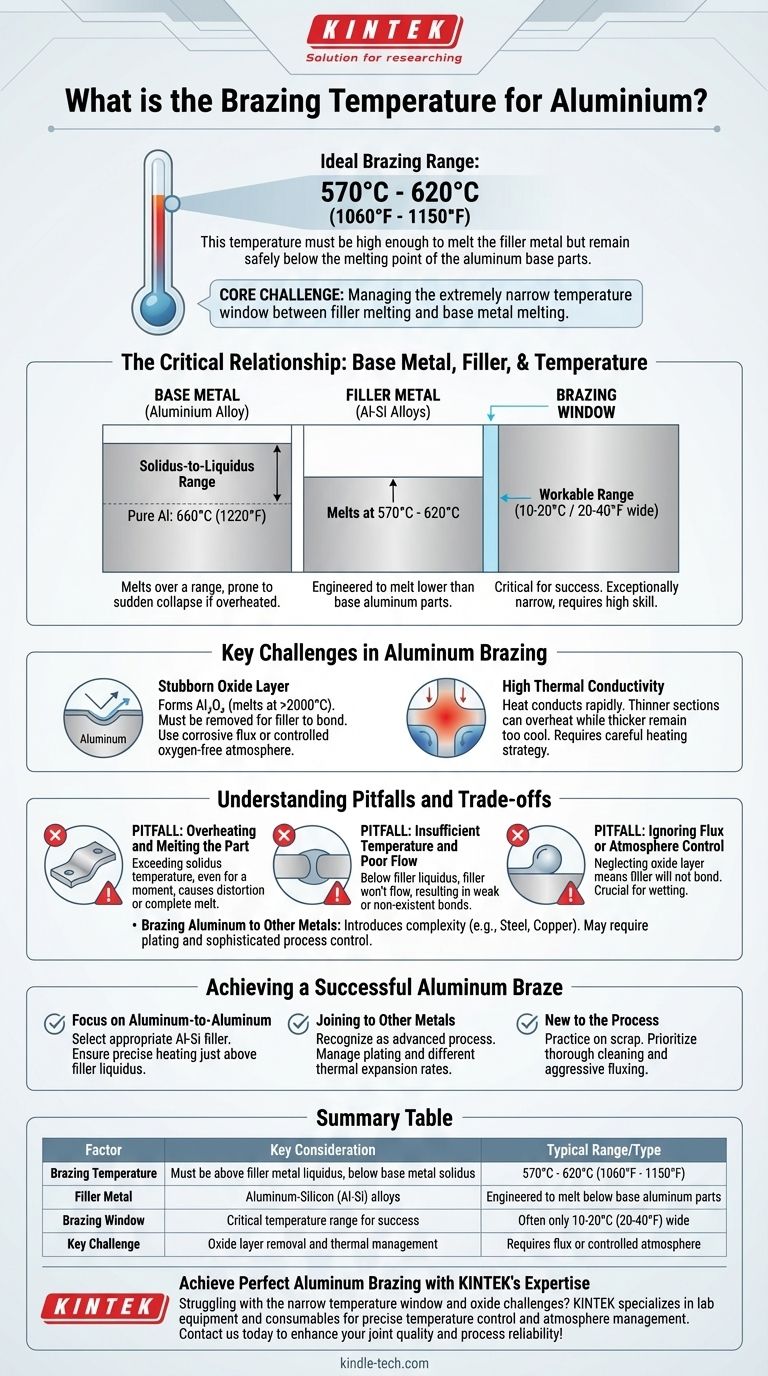
Идеальная температура пайки алюминия — это не одно конкретное значение, а узкий диапазон, определяемый используемым припоем. Как правило, этот процесс происходит при температуре от 570°C до 620°C (от 1060°F до 1150°F). Эта температура должна быть достаточно высокой, чтобы расплавить присадочный металл, но при этом оставаться значительно ниже температуры плавления основных алюминиевых деталей, чтобы предотвратить их разрушение.
Основная проблема пайки алюминия — управление чрезвычайно узким температурным окном между температурой плавления припоя и температурой плавления основного металла. Успех зависит не столько от достижения одного конкретного числа, сколько от точного контроля температуры по всему соединению.

Критическая взаимосвязь: основной металл, припой и температура
Чтобы спаять любой металл, необходимо нагреть сборку до температуры, при которой плавится присадочный металл, который затем заполняет соединение за счет капиллярного действия. Для алюминия этот процесс особенно чувствителен.
Понимание температуры плавления алюминия
Чистый алюминий имеет четкую температуру плавления 660°C (1220°F). Однако сплавы, используемые в производстве, не имеют ее; они плавятся в диапазоне от солидуса до ликвидуса.
Солидус — это температура, при которой сплав начинает плавиться. Ликвидус — это температура, при которой он становится полностью жидким. Этот диапазон может быть очень узким, что делает материал склонным к внезапному разрушению при перегреве.
Роль присадочного металла
Для пайки алюминия используются припои, которые обычно представляют собой алюминиево-кремниевые (Al-Si) сплавы. Они разработаны таким образом, чтобы плавиться при более низкой температуре, чем основные алюминиевые детали.
Обычные припои Al-Si плавятся в диапазоне от 570°C до 620°C (от 1060°F до 1150°F). Точная температура процесса пайки выбирается так, чтобы она была немного выше температуры ликвидуса используемого вами припоя.
Определение «Окна пайки»
«Окно пайки» — это рабочий температурный диапазон выше температуры плавления припоя, но ниже температуры солидуса основного металла.
Для алюминия это окно исключительно узкое, часто всего 10–20°C (20–40°F). Эта нетерпимость является основной причиной, по которой пайка алюминия считается высококвалифицированным процессом.
Ключевые проблемы при пайке алюминия
Достижение правильной температуры — лишь часть решения. Вы также должны преодолеть присущие алюминию химические и физические свойства.
Упрямый оксидный слой
Алюминий мгновенно образует на своей поверхности прочный, прозрачный слой оксида алюминия (Al₂O₃). Этот оксид плавится при температуре более 2000°C (3600°F), что намного выше температуры пайки.
Этот оксидный слой необходимо удалить, чтобы припой смачивал и скреплялся с основным алюминием. Это достигается с помощью коррозионного флюса или путем пайки в контролируемой бескислородной атмосфере (вакуум или инертный газ).
Высокая теплопроводность
Алюминий очень быстро и эффективно проводит тепло. Это может затруднить равномерный прогрев всей паяемой сборки до рабочей температуры пайки.
Более тонкие участки могут легко перегреться и расплавиться, в то время как более толстые участки остаются слишком холодными для правильного течения припоя. Это требует тщательно спланированной стратегии нагрева.
Понимание подводных камней и компромиссов
Точный контроль температуры не подлежит обсуждению. Даже небольшие отклонения могут привести к полному сбою.
Подводный камень: перегрев и плавление детали
Это наиболее распространенный и катастрофический режим отказа. Превышение температуры солидуса основного металла, даже на мгновение, может привести к деформации или полному расплавлению детали, особенно учитывая узкий рабочий диапазон.
Подводный камень: недостаточная температура и плохое растекание
Если сборка не будет доведена до температуры немного выше температуры ликвидуса припоя, припой не станет достаточно текучим. Он не сможет проникнуть в соединение за счет капиллярного действия, что приведет к частичному, слабому или отсутствующему соединению.
Подводный камень: игнорирование контроля флюса или атмосферы
Сосредоточение внимания только на температуре при игнорировании оксидного слоя — это путь к неудаче. Без надлежащего флюсования или контроля атмосферы припой просто соберется в шарики на поверхности и не припаяется к алюминию.
Пайка алюминия к другим металлам
Хотя это возможно, соединение алюминия с разнородными металлами, такими как сталь или медь, сопряжено со значительной сложностью. Как отмечается в справочных материалах, такие металлы, как титан и никель, можно паять напрямую, но другие требуют предварительного нанесения покрытия. Это изменяет тепловые характеристики и требует еще более сложного контроля процесса.
Достижение успешной пайки алюминия
Ваш подход должен определяться материалами, которые вы соединяете, и вашим уровнем опыта. Стройте свою стратегию на основе принципов, а не только на одном значении температуры.
- Если ваше основное внимание уделяется соединению алюминий-алюминий: Выберите подходящий припой Al-Si и убедитесь, что ваш процесс нагрева может точно поддерживать температуру чуть выше температуры ликвидуса этого припоя.
- Если ваше основное внимание уделяется соединению алюминия с другими металлами: Признайте, что это сложный процесс, в котором нанесение покрытия на разнородный металл и управление различными коэффициентами теплового расширения так же важны, как и контроль температуры.
- Если вы новичок в этом процессе: Практикуйтесь на отработанном материале, чтобы почувствовать, как быстро алюминий поглощает тепло, и уделите первостепенное внимание тщательной очистке и интенсивному флюсованию для удаления оксидного слоя.
В конечном счете, успешная пайка алюминия — это демонстрация контроля — над температурой, химией и распределением тепла.
Сводная таблица:
| Фактор | Ключевое соображение | Типичный диапазон/тип |
|---|---|---|
| Температура пайки | Должна быть выше ликвидуса припоя, ниже солидуса основного металла | 570°C – 620°C (1060°F – 1150°F) |
| Присадочный металл | Алюминиево-кремниевые (Al-Si) сплавы | Разработаны для плавления ниже основных алюминиевых деталей |
| Окно пайки | Критический температурный диапазон для успеха | Часто всего 10–20°C (20–40°F) в ширину |
| Ключевая проблема | Удаление оксидного слоя и управление теплом | Требует флюса или контролируемой атмосферы |
Достигните идеальной пайки алюминия с опытом KINTEK
Испытываете трудности с узким температурным окном и проблемами с оксидным слоем при пайке алюминия? KINTEK специализируется на лабораторном оборудовании и расходных материалах, которые обеспечивают точный контроль температуры и управление атмосферой, необходимые вашей лаборатории для безупречных результатов пайки. Наши решения помогут вам избежать распространенных ошибок, таких как плавление деталей и плохое растекание припоя.
Свяжитесь с нами сегодня, чтобы обсудить, как наше специализированное паяльное оборудование может повысить качество ваших соединений и надежность процесса!
Визуальное руководство