Чтобы выбрать подходящий термопластавтомат для тонкостенного литья, необходимо уделять первостепенное внимание четырем ключевым рабочим параметрам: скорости впрыска, давлению впрыска, производительности пластикации и усилию смыкания. Эти характеристики не являются независимыми; они должны работать согласованно, чтобы преодолеть основную проблему тонкостенного литья, заключающуюся в полном и стабильном заполнении полости формы до того, как расплавленный пластик затвердеет. Машина, не соответствующая требованиям хотя бы по одному из этих параметров, не сможет надежно производить качественные детали с конкурентоспособным временем цикла.
Основная цель состоит не просто в покупке машины с высокими техническими характеристиками, а в выборе интегрированной системы, обеспечивающей исключительную точность и повторяемость. Правильная машина минимизирует время цикла и обеспечивает стабильность процесса, которые являются краеугольными камнями прибыльности в крупносерийном тонкостенном производстве.

Основные столпы производительности тонкостенного литья
Физика тонкостенного литья — продавливание расплавленного полимера через очень узкое поперечное сечение — предъявляет экстремальные требования к термопластавтомату. Понимание этих требований является ключом к принятию обоснованного выбора.
Скорость впрыска: Необходимое требование
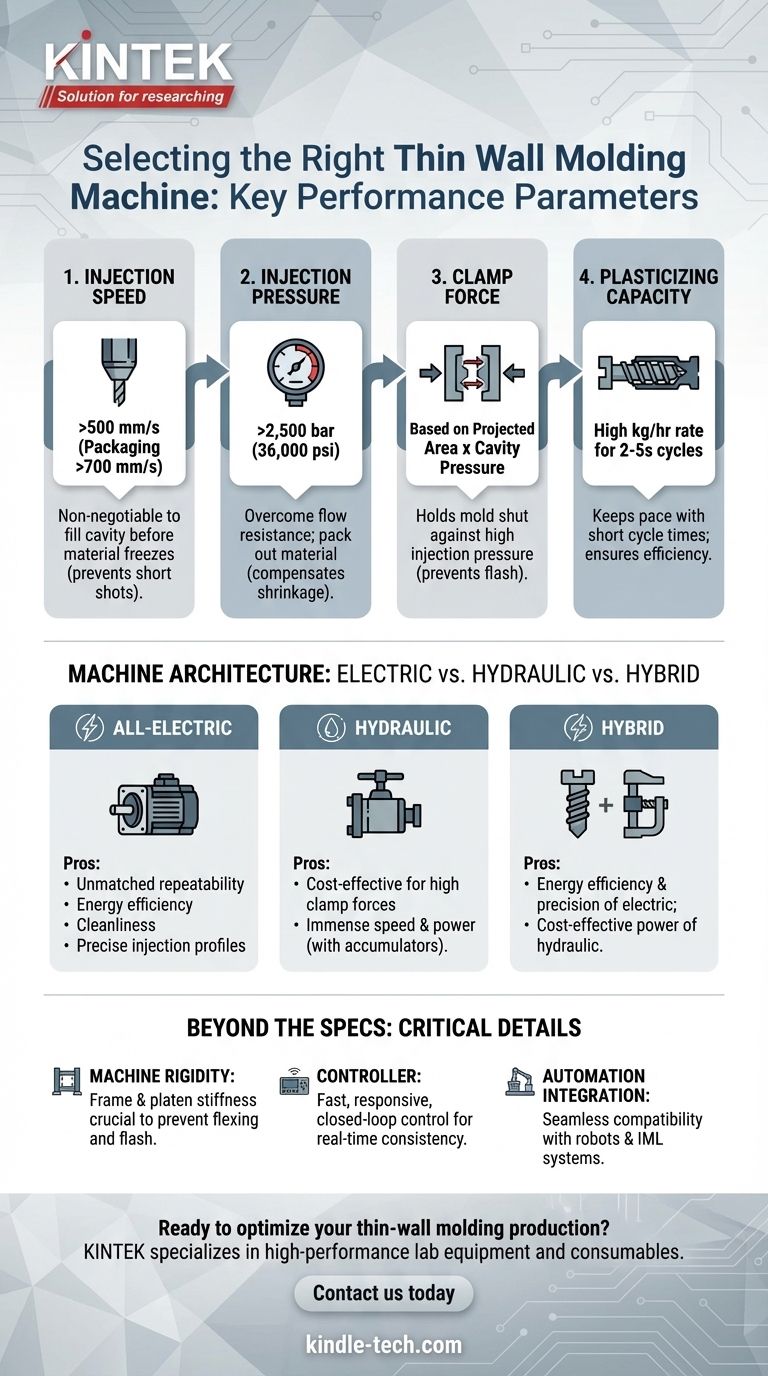
Тонкостенные изделия требуют исключительно высоких скоростей впрыска, часто превышающих 500 мм/с, а специализированные упаковочные изделия требуют 700 мм/с и более.
Эта скорость критически важна для заполнения полости формы до того, как материал затвердеет, явление, известное как «недолив». Тонкое поперечное сечение детали приводит к тому, что расплавленный пластик почти мгновенно охлаждается и застывает при контакте с более холодной поверхностью формы.
Для достижения этой цели высокопроизводительные гидравлические машины полагаются на аккумуляторы, которые накапливают гидравлическое давление для обеспечения взрывного увеличения скорости. Современные полностью электрические машины достигают этого с помощью мощных серводвигателей, обеспечивающих превосходный контроль и ускорение.
Давление впрыска: Преодоление сопротивления потоку
Узкий путь течения тонкостенной детали создает огромное сопротивление. Машина должна обладать достаточным давлением впрыска — часто превышающим 2500 бар (36 000 фунтов на кв. дюйм) — чтобы преодолеть это сопротивление.
Это высокое давление необходимо не только для заполнения детали, но и для ее уплотнения, компенсируя усадку материала по мере его охлаждения. Недостаточная мощность давления приведет к утяжинам, пустотам и нестабильности размеров.
Усилие смыкания: Удержание формы закрытой
Высокие давления впрыска создают равную и противоположную силу, которая пытается раздвинуть две половины формы. Узел смыкания машины должен обеспечивать достаточное усилие, чтобы удерживать форму закрытой под этим давлением.
Требуемое усилие смыкания рассчитывается путем умножения общей проекционной площади детали (включая литниковую систему) на максимальное давление впрыска внутри полости. Машина с недостаточным усилием смыкания позволит форме слегка приоткрыться, что приведет к образованию облоя (избытка пластика, вытекающего по линии разъема).
Не менее важна жесткость плит. Даже при адекватном усилии смыкания плиты, прогибающиеся под давлением, вызовут облой и нестабильное качество деталей.
Производительность пластикации: Соответствие коротким циклам
Тонкостенное литье характеризуется чрезвычайно короткими циклами, часто от 2 до 5 секунд. Шнековая пара машины должна успевать расплавить достаточное количество полимерного сырья для следующего цикла за это короткое время восстановления.
Это называется скоростью пластикации и измеряется в кг/ч или фунтах/час. Машина с недостаточной производительностью пластикации не сможет поддерживать темп, что вынудит вас увеличить время цикла и уничтожит вашу производственную эффективность. Ищите машины с шнеком, разработанным для высокой пропускной способности, и мощным двигателем привода шнека.
Архитектура машины: Электрическая против гидравлической
Выбор между полностью электрической, гидравлической или гибридной машиной является центральным решением, продиктованным вашим конкретным применением и приоритетами.
Аргументы в пользу полностью электрических машин
Полностью электрические машины используют высокоточные серводвигатели для всех перемещений. Их основные преимущества — непревзойденная повторяемость, энергоэффективность и чистота.
Цифровое управление каждой осью позволяет точно настраивать профили впрыска и параллельные функции (например, извлечение деталей во время открытия узла смыкания), что может значительно сократить время цикла. Их тихая и чистая работа делает их идеальными для медицинских и пищевых упаковок.
Роль высокопроизводительных гидравлических машин
Гидравлические машины, особенно оснащенные аккумуляторами, являются «рабочими лошадками», известными своей огромной скоростью впрыска и мощностью. Они могут быть более экономичным решением для применений, требующих очень высокого усилия смыкания.
Хотя они могут не обеспечивать такого же уровня микроточности, как полностью электрические модели, современные гидравлические машины с замкнутым контуром управления обеспечивают превосходную производительность для многих крупносерийных тонкостенных применений.
Преимущество гибридов
Гибридные машины предлагают убедительный компромисс, сочетая электрический привод шнека и узел впрыска с гидравлическим узлом смыкания. Такая архитектура дает вам энергоэффективность и точность электрического впрыска, сохраняя при этом экономичную мощность гидравлического смыкания. Гибриды становятся все более популярным выбором для тонкостенной упаковки.
Понимание компромиссов и критических деталей
Помимо четырех основных технических характеристик, несколько других факторов могут обеспечить успех или провал вашей операции по тонкостенному литью.
За пределами листа спецификаций: Жесткость машины
Технический паспорт машины не рассказывает всей истории. Общая жесткость рамы и плит машины имеет первостепенное значение. Машина, которая скручивается или прогибается под высокими нагрузками тонкостенного литья, никогда не будет стабильной, что приведет к облою, вариациям размеров и преждевременному износу пресс-формы.
Контроллер: Мозг операции
Контроллер машины должен быть достаточно быстрым и отзывчивым, чтобы управлять процессом в режиме реального времени. Изменения давления и скорости на уровне миллисекунд являются обычным явлением. Мощный контроллер с замкнутым контуром управления процессом необходим для поддержания стабильности от цикла к циклу.
Интеграция с автоматизацией
Тонкостенное производство почти всегда автоматизировано. Машина должна быть спроектирована для бесшовной интеграции с роботами для извлечения деталей и внутриформового этикетирования (IML). Убедитесь, что контроллер и системы безопасности легко совместимы со сторонними системами автоматизации.
Принятие правильного решения для вашего применения
Используйте свои конкретные производственные цели для принятия окончательного решения.
- Если ваш основной приоритет — максимальная скорость для упаковки (например, контейнеры, крышки): Отдавайте предпочтение специализированной упаковочной машине (часто гибридной или полностью электрической) со скоростями впрыска более 700 мм/с и надежными параллельными функциями для минимизации времени цикла.
- Если ваш основной приоритет — высокоточные медицинские или электронные детали: Делайте акцент на управлении процессом и повторяемости от цикла к циклу полностью электрической машины с расширенными возможностями мониторинга процесса.
- Если вы производите крупные детали с очень высокими требованиями к усилию смыкания: Высокопроизводительная гидравлическая машина с аккумуляторами может предложить наиболее экономичное сочетание мощности смыкания и производительности впрыска.
- Если бюджет является ключевым ограничивающим фактором для менее экстремальных тонкостенных деталей: Хорошо укомплектованный универсальный гидравлический термопластавтомат, оснащенный пакетом аккумуляторов для высокоскоростного впрыска, может быть жизнеспособным и эффективным решением.
В конечном счете, выбор правильной машины — это системное решение, которое уравновешивает скорость, точность и стоимость для обеспечения прибыльного и надежного производства.
Сводная таблица:
| Параметр | Ключевое соображение | Типичный диапазон |
|---|---|---|
| Скорость впрыска | Должна заполнить полость до затвердевания пластика | >500 мм/с, до 700+ мм/с |
| Давление впрыска | Преодолевает сопротивление потоку в узких полостях | >2500 бар (36 000 фунтов на кв. дюйм) |
| Усилие смыкания | Удерживает форму закрытой под высоким давлением впрыска | На основе проекционной площади x давление в полости |
| Производительность пластикации | Расплавляет достаточно смолы для коротких циклов | Высокий показатель кг/ч для циклов 2-5 секунд |
Готовы оптимизировать свое тонкостенное литье? KINTEK специализируется на высокопроизводительном лабораторном оборудовании и расходных материалах, предлагая лабораториям решения для точного литья. Наши эксперты могут помочь вам выбрать идеальную машину для максимизации скорости, точности и прибыльности. Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные требования к тонкостенному применению!
Визуальное руководство
Связанные товары
- Малый термопластавтомат для лабораторного использования
- Двухшнековый экструдер для гранулирования пластика
- Цилиндрическая пресс-форма с шкалой для лаборатории
- Малая лабораторная резиновая каландровая машина
- Пресс-форма для шариков для лаборатории
Люди также спрашивают
- Что можно изготовить с помощью термопластавтомата? Эффективное массовое производство высококачественных пластиковых деталей
- Какая машина используется для формования? Термопластавтоматы для массового производства
- Каковы этапы процесса формования? Руководство по формованию пластика, металла и керамики
- Каковы 5 этапов литья под давлением? Руководство по эффективному, высококачественному производству
- Что такое объем впрыска (shot capacity) литьевой машины? Оптимизируйте размер впрыска для безупречных деталей













