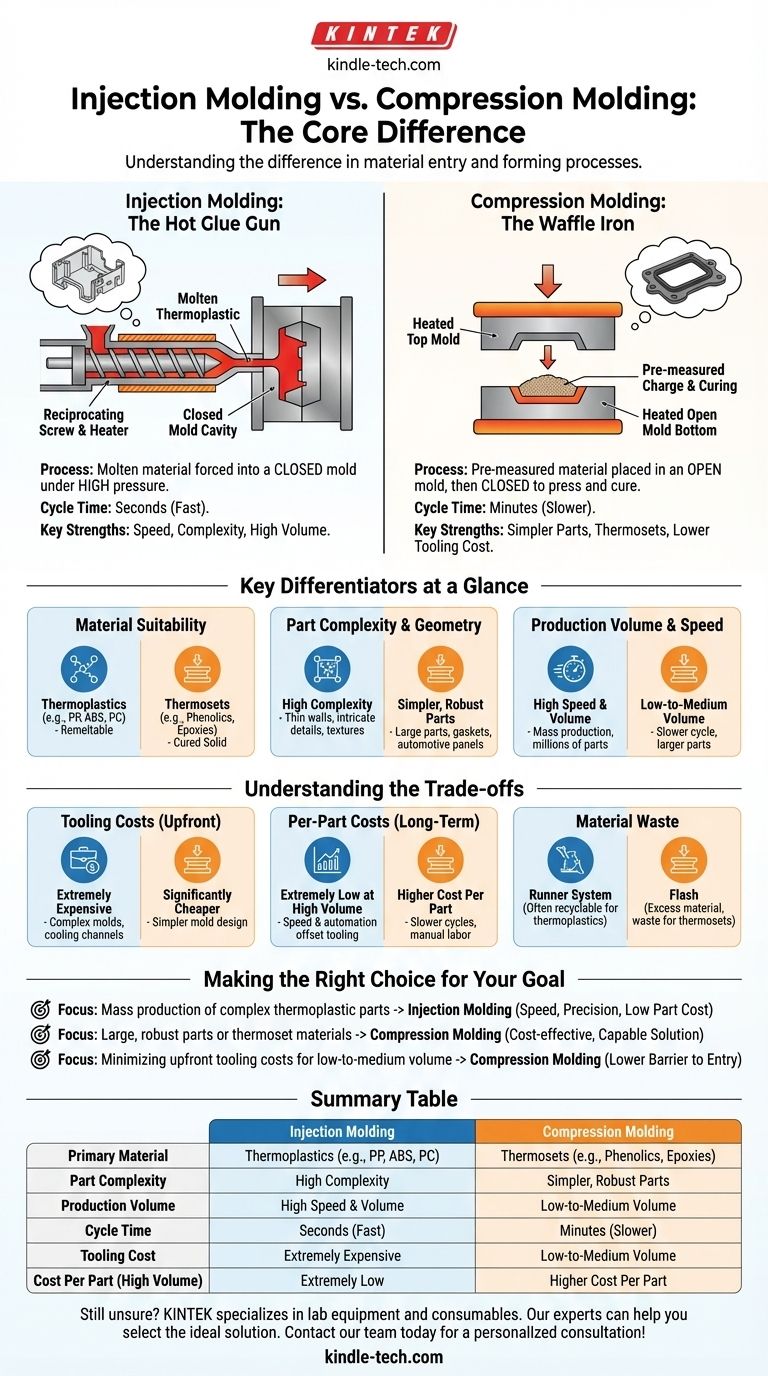
По своей сути, фундаментальное различие между литьем под давлением и тем, что обычно называют «прессованием» (точнее, компрессионным формованием), заключается в том, как материал попадает в форму. Литье под давлением нагнетает расплавленный материал под высоким давлением в закрытую полость формы. Компрессионное формование помещает предварительно отмеренное количество материала в открытую, нагретую форму, которая затем закрывается, чтобы спрессовать материал в его окончательную форму.
Выбор между этими двумя процессами — это классический инженерный компромисс. Литье под давлением создано для скорости, сложности и крупносерийного производства термопластичных деталей, требуя высоких первоначальных затрат на оснастку. Компрессионное формование — экономичный выбор для более простых, крупных деталей, низких и средних объемов, а также является доминирующим процессом для реактопластов.

Фундаментальное различие в процессах
Чтобы по-настоящему понять, какой процесс подходит для ваших нужд, вы должны сначала представить, как работает каждый из них. Их механика определяет их сильные и слабые стороны.
Как работает литье под давлением: высокотехнологичный клеевой пистолет
Представьте себе литье под давлением как высокотехнологичный, автоматизированный клеевой пистолет.
Гранулированный пластиковый сырьевой материал (термопласт) плавится в нагретом цилиндре. Затем шнек с возвратно-поступательным движением впрыскивает этот расплавленный пластик под экстремальным давлением в точно обработанную, закрытую металлическую форму.
Пластик заполняет все детали внутренней полости формы. После короткого периода охлаждения форма открывается, и готовая деталь извлекается. Этот цикл чрезвычайно быстр и часто занимает всего несколько секунд.
Как работает компрессионное формование: вафельница
Компрессионное формование лучше всего сравнивать с вафельницей.
Предварительно отмеренное количество формовочного материала, называемое «загрузкой», помещается в нижнюю половину нагретой, открытой формы. Эта загрузка может быть в виде порошка, пасты или предварительно сформированного куска.
Затем верхняя половина формы закрывается, оказывая огромное давление. Это заставляет материал растекаться и заполнять полость формы, при этом нагрев и давление отверждают его до твердого состояния. Этот процесс идеален для реактопластов — материалов, которые претерпевают необратимое химическое изменение при нагревании.
Примечание о терминологии: «Прессование»
Термин «прессование» неоднозначен в производстве. Однако при противопоставлении литью под давлением он почти всегда относится к компрессионному формованию. Оба процесса используют давление, но «впрыск» указывает на то, как подается материал, в то время как «компрессия» указывает на то, как формируется окончательная форма.
Ключевые различия вкратце
Механические различия приводят к существенным различиям в выборе материалов, конструкции деталей и экономической эффективности производства.
Пригодность материалов: термопласты против реактопластов
Литье под давлением является доминирующим процессом для термопластов — полимеров, таких как полипропилен (ПП), АБС и поликарбонат (ПК), которые можно многократно плавить и затвердевать.
Компрессионное формование — основной метод для реактопластов — материалов, таких как фенолы, эпоксидные смолы и силиконы, которые отверждаются до необратимого твердого состояния и не могут быть повторно расплавлены. Его также можно использовать для некоторых термопластов, но это менее распространено.
Сложность и геометрия деталей
Литье под давлением отлично подходит для изготовления деталей высокой сложности. Сюда входят тонкие стенки, замысловатые ребра, тонкие текстуры и сложные элементы, такие как винтовые выступы и защелкивающиеся соединения. Высокое давление впрыска гарантирует, что материал заполнит каждую мельчайшую деталь.
Компрессионное формование лучше всего подходит для более простых, часто более крупных и прочных деталей. Оно отлично подходит для прокладок, уплотнений, электротехнического оборудования и автомобильных панелей. Оно плохо справляется с очень тонкими, замысловатыми деталями, которые литье под давлением обрабатывает с легкостью.
Объем производства и скорость
Литье под давлением — это процесс высокой скорости и большого объема. При циклах, измеряемых секундами, он создан для массового производства, где миллионы одинаковых деталей могут быть изготовлены эффективно.
Компрессионное формование — это более медленный процесс для низких и средних объемов. Время цикла значительно дольше, часто измеряется минутами, из-за времени, необходимого для загрузки материала и отверждения реактопласта.
Понимание компромиссов
Выбор процесса заключается в балансировании первоначальных затрат с долгосрочными целями и проектными ограничениями.
Стоимость оснастки: первоначальные инвестиции
Формы для литья под давлением чрезвычайно дороги. Это сложные инструменты, рассчитанные на выдерживание огромного давления, и они требуют сложной системы охлаждения и извлечения. Одна форма может стоить десятки или даже сотни тысяч долларов.
Формы для компрессионного формования значительно дешевле. Поскольку им не нужно управлять потоком расплавленного пластика через литники и впускные отверстия, их конструкция и механическая обработка намного проще, что приводит к значительно меньшим первоначальным инвестициям.
Стоимость за деталь: долгосрочная экономика
При больших объемах литье под давлением обеспечивает чрезвычайно низкую стоимость за деталь. Скорость процесса и высокая степень автоматизации компенсируют первоначальную стоимость оснастки.
Компрессионное формование имеет более высокую стоимость за деталь. Это связано с более медленным временем цикла и часто более высокой долей ручного труда, необходимого для загрузки формы и финишной обработки детали.
Отходы материала
Литье под давлением создает отходы через систему литников (каналы, по которым пластик поступает в полость детали), хотя в случае термопластов это часто можно измельчить и повторно использовать.
Компрессионное формование может производить «облой» — избыточный материал, выдавливаемый по линии разъема формы. Для реактопластов этот облой является отходом и не может быть переработан обратно в процесс.
Принятие правильного решения для вашей цели
Конкретные требования вашего применения четко укажут на один процесс в ущерб другому.
- Если ваш основной фокус — массовое производство сложных термопластичных деталей: Литье под давлением — это окончательный выбор благодаря его скорости, точности и низкой стоимости за деталь в масштабе.
- Если ваш основной фокус — производство крупных, прочных деталей или работа с реактопластами: Компрессионное формование предлагает более экономичное и функциональное решение.
- Если ваш основной фокус — минимизация первоначальных затрат на оснастку для низких и средних объемов производства: Более низкая стоимость форм для компрессионного формования обеспечивает значительно более низкий порог входа.
Понимание этих основных различий дает вам возможность выбрать производственный процесс, который идеально соответствует техническим и финансовым целям вашего проекта.
Сводная таблица:
| Характеристика | Литье под давлением | Компрессионное формование |
|---|---|---|
| Основной материал | Термопласты (ПП, АБС, ПК) | Реактопласты (Фенолы, Эпоксидные смолы) |
| Сложность детали | Высокая (тонкие стенки, замысловатые детали) | Низкая и средняя (более простые, крупные детали) |
| Объем производства | Высокий (массовое производство) | Низкий и средний |
| Время цикла | Секунды | Минуты |
| Стоимость оснастки | Высокая | Низкая |
| Стоимость за деталь (большой объем) | <Низкая | Выше |
Все еще не уверены, какой метод формования подходит для вашего проекта? KINTEK специализируется на лабораторном оборудовании и расходных материалах, обслуживая нужды лабораторий. Наши эксперты могут помочь вам выбрать идеальное решение для ваших материалов, дизайна и производственных целей. Свяжитесь с нашей командой сегодня для получения индивидуальной консультации!
Визуальное руководство