Несмотря на невероятную универсальность для создания кривых большого радиуса, вальцовка не является универсальным решением для всех потребностей в формовке металла. Процесс принципиально ограничен геометрией валков, что приводит к появлению неизогнутых участков в начале и конце заготовки. Кроме того, он с трудом позволяет получить малые радиусы, поддерживать точные допуски и предотвращать деформацию материала без значительного мастерства оператора и специализированного оборудования.
Основное ограничение вальцовки проистекает из ее "свободной" природы. Хотя это позволяет эффективно создавать большие, плавные кривые, оно обеспечивает меньшую жесткость, чем другие методы, что затрудняет контроль точности, малых радиусов и геометрии на самых концах материала.

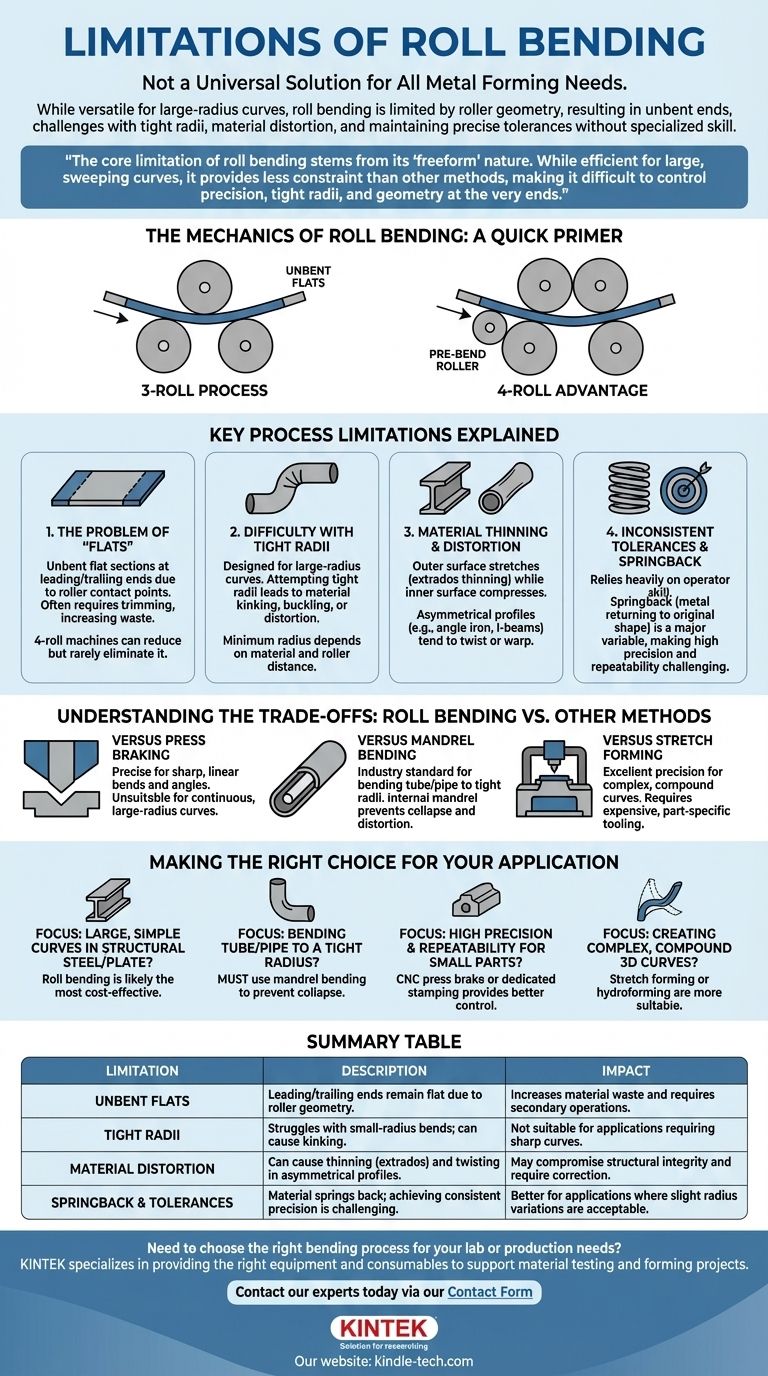
Механика вальцовки: краткий обзор
Чтобы понять ограничения, вы должны сначала понять сам процесс. Вальцовка использует серию из трех или четырех валков для постепенного изгиба металлического прутка, листа или профиля.
Трехвалковый процесс
В типичной трехвалковой системе два нижних валка поддерживают материал, в то время как верхний валок прижимается, вызывая изгиб. По мере подачи материала через валки эта точка давления создает непрерывную, постепенную кривую.
Преимущество четырехвалковой системы
Четырехвалковая машина добавляет четвертый валок, который может предварительно изгибать передний край материала до начала основного процесса вальцовки. Это помогает смягчить одно из ключевых ограничений трехвалковой системы, но не устраняет его полностью.
Объяснение ключевых ограничений процесса
Каждое ограничение вальцовки является прямым следствием ее механики. Понимание этих ограничений поможет вам определить, является ли это правильным процессом для вашего проекта.
Проблема "плоских участков"
Наиболее существенным ограничением является создание неизогнутых плоских участков на переднем и заднем концах заготовки. Поскольку материал должен проходить между как минимум двумя точками контакта валков для начала изгиба, первые и последние несколько дюймов не могут быть должным образом изогнуты.
Эти плоские участки часто приходится обрезать как отходы, что увеличивает потери материала и трудозатраты. Хотя четырехвалковые машины или вторичная операция предварительного изгиба могут уменьшить этот эффект, они редко устраняют его полностью.
Трудности с малыми радиусами
Вальцовка по своей сути предназначена для кривых большого радиуса. Минимально достижимый радиус является функцией свойств материала, его поперечного сечения и расстояния между валками на машине.
Попытка сформировать радиус, который слишком мал для данного процесса, может привести к перегибу, короблению или деформации профиля материала. Для крутых изгибов, особенно труб или трубопроводов, превосходными являются такие процессы, как гибка с дорном.
Утонение и деформация материала
При изгибе материала внешняя поверхность растягивается и становится тоньше, в то время как внутренняя поверхность сжимается. Этот эффект, известный как утонение внешней поверхности, может быть критической точкой отказа в условиях высокого давления или в конструкционных применениях.
Кроме того, асимметричные профили, такие как уголки или двутавровые балки, имеют тенденцию к скручиванию или короблению во время прокатки, поскольку их сопротивление изгибу неоднородно. Исправление этого требует специализированного инструмента и вмешательства опытного оператора.
Непостоянные допуски и пружинение
Вальцовка — это скорее искусство, чем наука, сильно зависящая от опыта оператора. Пружинение, тенденция металла частично возвращаться к своей первоначальной форме после изгиба, является основной переменной.
Достижение высокоточных, повторяемых допусков от детали к детали является сложной задачей. Этот процесс лучше подходит для применений, где небольшие отклонения в конечном радиусе приемлемы, например, для архитектурных сооружений или больших корпусов резервуаров.
Понимание компромиссов: вальцовка против других методов
Выбор правильного метода гибки требует сравнения их сильных и слабых сторон для вашей конкретной цели.
Против листогибочного пресса
Листогибочный пресс использует пуансон и матрицу для создания острых, линейных изгибов. Он чрезвычайно точен для углов, но совершенно не подходит для создания непрерывной кривой большого радиуса. Это дополнительный процесс, а не прямой конкурент.
Против гибки с дорном
Для гибки труб и трубопроводов с малым радиусом гибка с дорном является отраслевым стандартом. Она использует внутренний дорн для поддержки внутренней части трубы, предотвращая разрушение и деформацию, которые произошли бы при вальцовке.
Против вытяжки
При вытяжке материал зажимается с обоих концов, растягивается до предела текучести, а затем оборачивается вокруг формовочной матрицы. Она обеспечивает отличную точность и идеально подходит для создания сложных, составных кривых (изогнутых в двух направлениях) на больших листах, но требует дорогостоящего инструмента, специфичного для детали.
Правильный выбор для вашего применения
Используйте эти рекомендации, чтобы определить, подходит ли вальцовка для основных требований вашего проекта.
- Если ваша основная цель — создание больших, простых кривых в конструкционной стали или листах: Вальцовка, вероятно, является наиболее экономичным и эффективным методом.
- Если ваша основная цель — гибка труб или трубопроводов с малым радиусом: Вы должны использовать гибку с дорном, чтобы предотвратить разрушение материала.
- Если ваша основная цель — высокая точность и повторяемость для небольших деталей: Листогибочный пресс с ЧПУ или специализированный процесс штамповки обеспечат лучший контроль.
- Если ваша основная цель — создание сложных, составных 3D-кривых: Вытяжка или гидроформовка более подходят, хотя они сопряжены с более высокими затратами на оснастку.
В конечном итоге, выбор правильного производственного процесса требует согласования возможностей метода с неустранимыми проектными ограничениями вашего проекта.
Сводная таблица:
| Ограничение | Описание | Влияние |
|---|---|---|
| Неизогнутые плоские участки | Передний/задний концы остаются плоскими из-за геометрии валков. | Увеличивает отходы материала и требует вторичных операций. |
| Малые радиусы | Трудности с изгибами малого радиуса; может вызвать перегиб. | Не подходит для применений, требующих крутых изгибов. |
| Деформация материала | Может вызвать утонение (внешней поверхности) и скручивание в асимметричных профилях. | Может поставить под угрозу структурную целостность и потребовать исправления. |
| Пружинение и допуски | Материал пружинит; достижение постоянной точности является сложной задачей. | Лучше подходит для применений, где допустимы небольшие отклонения радиуса. |
Нужно выбрать правильный процесс гибки для вашей лаборатории или производственных нужд?
В KINTEK мы специализируемся на предоставлении подходящего лабораторного оборудования и расходных материалов для поддержки ваших проектов по испытанию и формовке материалов. Независимо от того, оцениваете ли вы поведение материала или выбираете оптимальный производственный процесс, наш опыт поможет вам избежать дорогостоящих ошибок и добиться превосходных результатов.
Свяжитесь с нашими экспертами сегодня через нашу Контактную форму, чтобы обсудить, как мы можем поддержать ваши лабораторные и производственные задачи с помощью точного оборудования и индивидуальных решений.
Визуальное руководство
Связанные товары
Люди также спрашивают
- Как лабораторные шаровые мельницы способствуют механохимическому синтезу ZIF-8? Объяснение синтеза без растворителей
- Каким образом лабораторная шаровая мельница влияет на свойства материала при модификации композитов PHBV/древесное волокно?
- Какова функция лабораторной шаровой мельницы при предварительной обработке угля из отработанных шин (WTC)? Оптимизировать реакционную способность материала
- Какова основная функция лабораторной шаровой мельницы при модификации золы рисовой шелухи (ЗРШ)? Достижение пиковой плотности
- Почему для порошков сплава Fe-Cr-Mn-Mo-N необходима лабораторная шаровая мельница? Откройте для себя синтез высокопроизводительных сплавов
