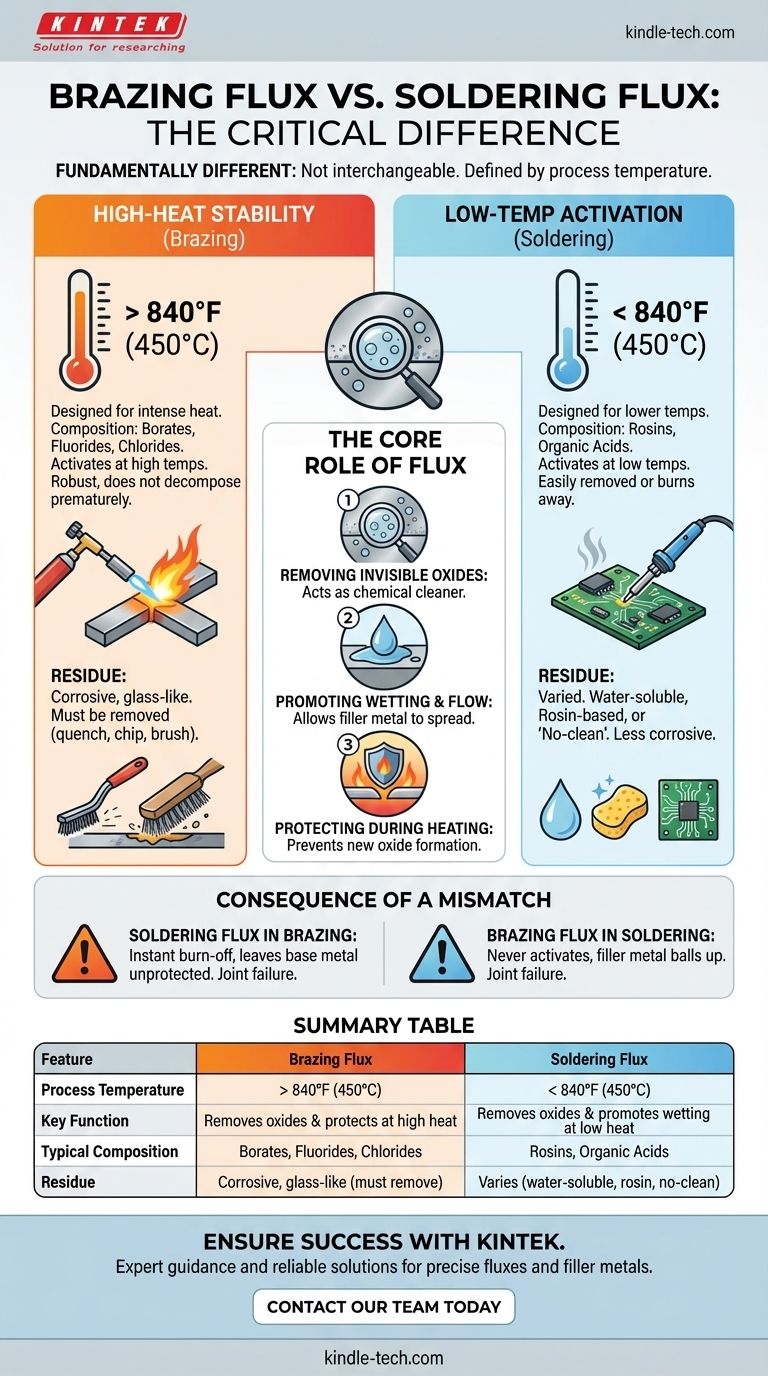
Да, флюс для пайки твердым припоем и флюс для пайки мягким припоем принципиально отличаются и не могут использоваться взаимозаменяемо. Основное различие заключается в их химическом составе, который разработан для соответствия различным температурным диапазонам каждого процесса. Флюс для пайки твердым припоем разработан для сохранения стабильности и активности при температурах выше 840°F (450°C), в то время как флюс для пайки мягким припоем предназначен для работы при значительно более низких температурах, характерных для пайки мягким припоем.
Основной принцип, который необходимо понять, заключается в том, что флюс должен быть активным при рабочей температуре вашего припоя. Использование неподходящего флюса приведет к тому, что он либо не активируется, либо выгорит до того, как будет сформировано соединение, что приведет к немедленному разрушению соединения.
Основная роль флюса: невидимый партнер
Чтобы понять, почему флюсы различаются, вы должны сначала понять, что делает флюс. Это не необязательная добавка; это химическое условие для успешного соединения.
Удаление невидимых оксидов
Все металлы, даже если они кажутся чистыми, покрыты тонким невидимым слоем оксида. Этот оксидный слой препятствует связыванию расплавленного припоя с основным металлом. Флюс действует как химический очиститель, удаляя этот оксидный слой по мере нагревания детали.
Содействие смачиванию и растеканию
После удаления оксидов флюс создает чистую, защищенную поверхность. Это позволяет расплавленному припою «смачивать» основные металлы, то есть равномерно распределяться по поверхности и втягиваться в соединение капиллярным действием.
Защита соединения во время нагрева
По мере нагревания металлических деталей скорость окисления резко возрастает. Флюс создает защитное покрытие над областью соединения, предотвращая образование новых оксидов во время работы.
Почему температура диктует состав флюса
Огромная разница в температурах процесса между пайкой мягким припоем и пайкой твердым припоем является наиболее важным фактором, определяющим химию флюса.
Проблема флюса для пайки твердым припоем: стабильность при высоких температурах
Пайка твердым припоем происходит при высоких температурах, обычно от 1100°F до 2200°F (от 600°C до 1200°C). Флюс для пайки твердым припоем должен быть достаточно прочным, чтобы выдерживать этот интенсивный нагрев без разложения или преждевременного выгорания.
Эти флюсы обычно изготавливаются из сложных химических соединений, таких как бораты, фториды и хлориды. Они неактивны при комнатной температуре и становятся агрессивными химическими очистителями только при высокой температуре.
Проблема флюса для пайки мягким припоем: активация при низких температурах
Пайка мягким припоем происходит при гораздо более низких температурах, обычно ниже 840°F (450°C). Флюс для пайки твердым припоем был бы здесь бесполезен, так как он оставался бы сухим, инертным порошком и никогда не активировался.
Флюсы для пайки мягким припоем состоят из канифоли или органических кислот, которые активируются при этих более низких температурах. Они предназначены для эффективной очистки поверхности, а затем либо выгорают, либо легко удаляются.
Последствия несоответствия
Если вы используете флюс для пайки мягким припоем для операции пайки твердым припоем, он мгновенно выгорит и испарится задолго до того, как расплавится припой для пайки твердым припоем, оставляя основной металл незащищенным и гарантируя разрушение соединения.
Если вы используете флюс для пайки твердым припоем для операции пайки мягким припоем, температура никогда не поднимется достаточно высоко, чтобы активировать флюс. Припой будет скатываться и отказываться растекаться, как если бы вы пытались паять на грязной поверхности.
Понимание компромиссов и остатков
Химические различия также влияют на то, что остается после завершения работы.
Остатки флюса для пайки твердым припоем: коррозионные и стекловидные
Поскольку они содержат мощные химические соли, остатки флюса для пайки твердым припоем очень коррозионны. Их необходимо тщательно удалить после остывания соединения. Этот остаток часто твердый и стекловидный, требующий закалки, скалывания или зачистки проволочной щеткой для удаления.
Остатки флюса для пайки мягким припоем: спектр вариантов
Флюсы для пайки мягким припоем предлагают большее разнообразие. Водорастворимые флюсы агрессивны, но легко очищаются водой. Флюсы на основе канифоли гораздо мягче и менее коррозионны. В современной электронике часто используются флюсы «без отмывки», где минимальный остаток не является коррозионным и может быть оставлен на плате.
Правильный выбор для вашего процесса
Чтобы обеспечить успешное и долговечное соединение, ваш выбор должен быть обдуманным и соответствовать температуре процесса.
- Если ваша основная цель — высокопрочное соединение с серебряными или бронзовыми сплавами (пайка твердым припоем): Вы должны использовать флюс для пайки твердым припоем, химически разработанный для выдерживания и активации при температурах выше 840°F (450°C).
- Если ваша основная цель — соединение с низкоплавкими сплавами на основе олова (пайка мягким припоем): Вы должны использовать флюс для пайки мягким припоем, разработанный для активации при температурах ниже 840°F (450°C).
- Если ваша основная цель — послепроцессная очистка и безопасность: Всегда удаляйте коррозионные остатки флюса для пайки твердым припоем, а для пайки мягким припоем выбирайте самый мягкий флюс (например, канифольный или без отмывки), который может выполнить работу.
Всегда рассматривайте флюс и припой как единую, неразделимую систему, чтобы гарантировать надежное соединение.

Сводная таблица:
| Характеристика | Флюс для пайки твердым припоем | Флюс для пайки мягким припоем |
|---|---|---|
| Температура процесса | > 840°F (450°C) | < 840°F (450°C) |
| Основная функция | Удаляет оксиды и защищает при высокой температуре | Удаляет оксиды и способствует смачиванию при низкой температуре |
| Типичный состав | Бораты, фториды, хлориды | Канифоль, органические кислоты |
| Остаток | Коррозионный, стекловидный (должен быть удален) | Различается (может быть водорастворимым, канифольным или без отмывки) |
Обеспечьте успех ваших проектов по пайке твердым и мягким припоем с помощью правильных материалов от KINTEK.
Выбор правильного флюса имеет решающее значение для создания прочных, надежных соединений. KINTEK специализируется на поставке высококачественного лабораторного оборудования и расходных материалов, включая точные флюсы и припои, необходимые для вашей лаборатории или мастерской. Наши эксперты помогут вам выбрать идеальные продукты для вашего конкретного применения и температурных требований.
Не рискуйте разрушением соединения — свяжитесь с нашей командой сегодня для получения экспертной консультации и надежных решений!
Визуальное руководство
Связанные товары
Люди также спрашивают
- Какова стоимость печи для вакуумной пайки твердым припоем? Руководство по ключевым факторам и стратегии инвестирования
- Что такое вакуумная печь для термообработки? Достижение непревзойденной чистоты и контроля
- Можно ли использовать пайку для черных металлов? Да, и вот как обеспечить прочное соединение.
- Как работает вакуумная термообработка? Достижение превосходных свойств материала в чистой среде
- Какова температура вакуумной термообработки? Достижение превосходных свойств материала и безупречной отделки
