Продолжительность горячего изостатического прессования (ГИП) не является фиксированной величиной. Хотя полный цикл может занимать от нескольких часов до более чем 24 часов, точное время сильно зависит от конкретного применения. Общая продолжительность — это тщательно спроектированный процесс, определяемый обрабатываемым материалом, размером и массой компонентов, а также требуемыми конечными металлургическими свойствами.
Общее время цикла горячего изостатического прессования в меньшей степени определяется оборудованием и в большей степени — физикой самого материала. Это сумма времени, необходимого для нагрева детали, выдержки ее при пиковой температуре и давлении для достижения уплотнения, а затем ее безопасного охлаждения — все эти этапы сильно варьируются.

Структура цикла ГИП
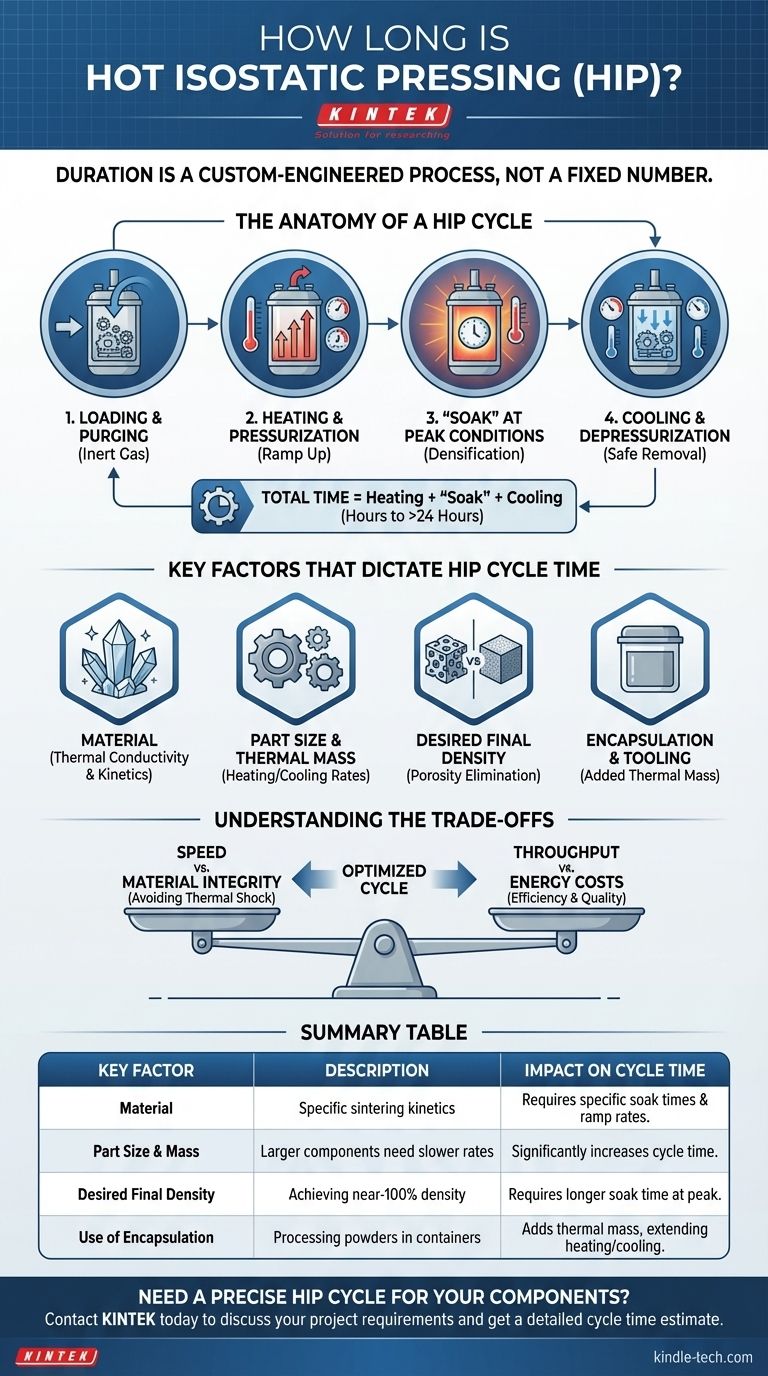
Чтобы понять продолжительность, вы должны сначала осознать, что процесс — это не просто выдержка детали при высокой температуре и давлении. Цикл ГИП состоит из нескольких отдельных, требующих времени фаз.
Фаза 1: Загрузка и продувка
Прежде чем начнется какой-либо нагрев, детали загружаются в цилиндрическую сосуд под давлением. Затем сосуд герметизируется, а окружающий воздух удаляется и заменяется инертным газом, обычно аргоном. Это гарантирует отсутствие реактивных газов, таких как кислород, при высоких температурах.
Фаза 2: Нагрев и повышение давления
Нагревательная печь внутри сосуда начинает повышать температуру. По мере роста температуры также увеличивается давление заключенного аргона. Этот этап нарастания должен тщательно контролироваться, чтобы избежать термического удара компонентов.
Фаза 3: «Выдержка» при пиковых условиях
Это ядро процесса. Компоненты выдерживаются при целевой температуре (от 1000 до 2200°C) и давлении (от 100 до 200 МПа) в течение определенного периода. Это «время выдержки» позволяет закрыть внутренние поры и уплотнить материал.
Фаза 4: Охлаждение и сброс давления
После завершения выдержки печь выключается, и компоненты начинают остывать. Эта фаза так же важна, как и фаза нагрева, и может быть очень долгой, особенно для крупных деталей или чувствительных материалов. Сосуд медленно сбрасывает давление по мере падения температуры до безопасного уровня для извлечения.
Ключевые факторы, определяющие время цикла ГИП
Значительные колебания времени цикла обусловлены несколькими ключевыми переменными. Понимание этих факторов имеет решающее значение для планирования и оценки затрат.
Обрабатываемый материал
Различные материалы имеют разную теплопроводность и кинетику спекания. Плотный суперсплав будет нагреваться и остывать иначе, чем порошкообразная керамика, такая как карбид кремния, который может быть запечатан в контейнере.
Размер детали и тепловая масса
Это часто самый значительный фактор. Массивному компоненту, потенциально весом в несколько тонн, требуется очень медленная и контролируемая скорость нагрева и охлаждения, чтобы обеспечить равномерность температуры от поверхности до сердцевины. Большая загрузка мелких деталей оказывает аналогичное влияние из-за общей тепловой массы.
Требуемая конечная плотность
Целью ГИП часто является достижение 100% теоретической плотности путем устранения внутренней пористости. Время, необходимое при пиковой температуре и давлении (время выдержки), зависит от начальной пористости и скорости, с которой внутренние пустоты материала будут ползти и закрываться под давлением.
Инкапсуляция и оснастка
При обработке порошков материал часто запечатывается в металлическую или стеклянную емкость в вакууме. Цикл ГИП должен учитывать дополнительное время, необходимое для нагрева этой емкости, которая затем передает это тепло находящемуся внутри порошку.
Понимание компромиссов
Оптимизация цикла ГИП включает в себя балансирование конкурирующих приоритетов. Это не просто стремление сделать процесс максимально быстрым.
Скорость против целостности материала
Спешка на этапах нагрева или охлаждения может вызвать огромные температурные градиенты внутри детали, что приведет к растрескиванию или другим дефектам. Это полностью сводит на нет цель процесса. Целостность конечного компонента имеет первостепенное значение.
Пропускная способность против затрат на энергию
Системы ГИП чрезвычайно дороги в эксплуатации, в основном из-за высокого энергопотребления. Более длительные циклы означают снижение пропускной способности оборудования и более высокие затраты на электроэнергию на деталь. Поэтому инженеры-технологи работают над поиском самого короткого возможного цикла, который все же соответствует требуемым стандартам качества.
Принятие правильного решения для вашей цели
Ваш подход к определению времени цикла ГИП зависит от вашей конкретной цели.
- Если ваш основной фокус — проектирование процесса: Ваша отправная точка — данные о материале и тепловое моделирование, за которым следуют эмпирические испытания с меньшими образцами для проверки требуемого времени выдержки и безопасных скоростей нагрева/охлаждения.
- Если ваш основной фокус — поиск услуг ГИП: Вы должны предоставить своему поставщику точную спецификацию материала, геометрию и вес компонента, а также желаемую конечную плотность или механические свойства. Они будут использовать это для разработки правильного цикла.
- Если ваш основной фокус — оценка затрат: Не забудьте учесть весь цикл — загрузку, нагрев, выдержку, охлаждение и выгрузку — поскольку оборудование занято в течение всего этого времени, что напрямую влияет на стоимость.
В конечном счете, горячее изостатическое прессование следует рассматривать как точную и контролируемую термообработку, где время является критической переменной, спроектированной для достижения конкретного результата.
Сводная таблица:
| Ключевой фактор | Влияние на время цикла ГИП |
|---|---|
| Материал | Различная кинетика спекания и теплопроводность требуют определенного времени выдержки и скоростей нарастания. |
| Размер и масса детали | Более крупные и тяжелые компоненты требуют более медленного нагрева/охлаждения для предотвращения термических напряжений, что значительно увеличивает время цикла. |
| Требуемая конечная плотность | Достижение почти 100% плотности из высокопористого состояния требует более длительного времени выдержки при пиковых условиях. |
| Использование инкапсуляции | Обработка порошков в контейнере увеличивает тепловую массу, продлевая время, необходимое для нагрева и охлаждения всей загрузки. |
Нужен точный цикл ГИП для ваших компонентов?
Определение оптимальных параметров горячего изостатического прессования имеет решающее значение для достижения полного уплотнения без ущерба для целостности материала. Эксперты KINTEK специализируются на разработке и выполнении процессов ГИП, адаптированных к вашим конкретным материалам — от передовых суперсплавов до технической керамики — и геометрии компонентов.
Мы предоставляем лабораторное оборудование и расходные материалы, необходимые для НИОКР, проверки процессов и производства. Позвольте нам помочь вам разработать идеальный цикл для превосходных характеристик материала.
Свяжитесь с KINTEL сегодня, чтобы обсудить требования вашего проекта и получить подробную оценку времени цикла.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Каков процесс изостатического прессования? Достижение однородной плотности и сложных форм
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Почему использование изостатического пресса для зеленых тел LSGM приводит к снижению температуры спекания? Повышение плотности
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов

















