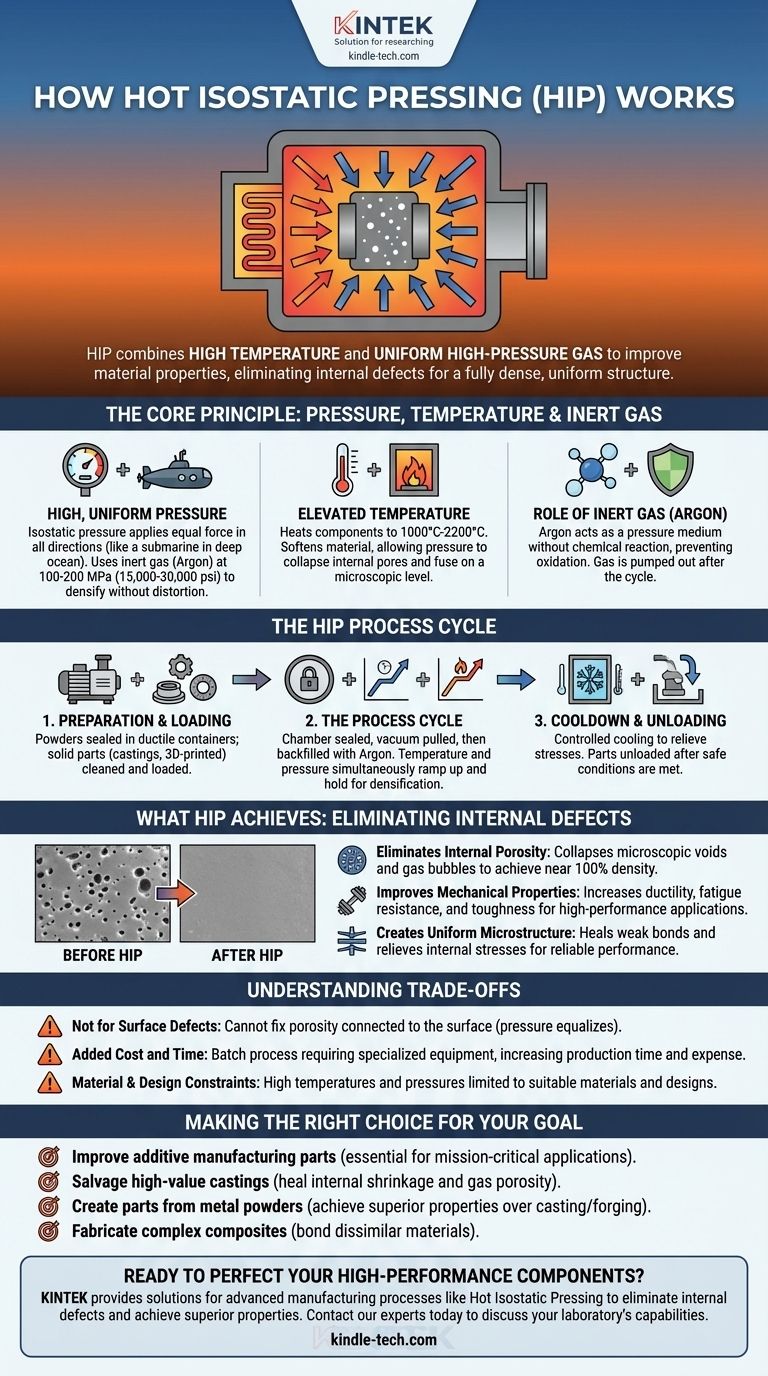
По своей сути, горячее изостатическое прессование (ГИП) — это производственный процесс, который использует комбинацию высокой температуры и равномерного высокого давления газа для улучшения свойств металлов, керамики и других материалов. Он действует как печь высокого давления, одновременно нагревая компонент и сжимая его со всех сторон для устранения внутренних дефектов и создания полностью плотной, однородной структуры.
Основная цель ГИП — устранить внутреннюю пористость. Подвергая деталь воздействию температур, близких к температуре спекания, и прикладывая экстремальное, равномерное давление инертным газом, процесс схлопывает внутренние пустоты, сплавляет металлургические связи и создает материал с превосходными механическими свойствами.

Основной принцип: температура, давление и инертный газ
Эффективность ГИП заключается в точном контроле трех ключевых элементов, работающих согласованно внутри герметичной камеры высокого давления.
Высокое, равномерное давление
Горячее изостатическое прессование создает изостатическое давление, что означает, что оно одинаково во всех направлениях. Представьте себе подводную лодку глубоко в океане — давление воды одинаково на каждой точке ее корпуса.
ГИП достигает этого с помощью инертного газа, обычно аргона, с давлением от 100 до 200 МПа (15 000–30 000 фунтов на квадратный дюйм). Это равномерное давление гарантирует уплотнение детали без искажения ее конечной формы.
Повышенная температура
Внутри сосуда под давлением высокотемпературная печь нагревает компоненты. Целевая температура, варьирующаяся от 1000°C до 2200°C, выбирается в зависимости от обрабатываемого материала.
Этот нагрев смягчает материал, делая его достаточно пластичным, чтобы высокое давление могло схлопнуть внутренние поры и сварить материал на микроскопическом уровне.
Роль инертного газа
Инертный газ, такой как аргон, имеет решающее значение, поскольку он действует как среда для передачи давления, не вступая в химическую реакцию с деталью.
Использование реактивного газа, такого как кислород, вызвало бы окисление и разрушение материала при таких высоких температурах. Аргон просто создает давление, выполняет свою работу, а затем откачивается, оставляя химический состав материала неизменным.
Пошаговый процесс ГИП
Хотя конкретные параметры настраиваются для каждого применения, последовательность операций следует постоянному и строго контролируемому пути.
1. Подготовка и загрузка
Для деталей, изготовленных из металлических порошков, порошок сначала герметизируют в вакууме в металлическом или стеклянном контейнере, который станет пластичным при температуре ГИП.
Для существующих твердых деталей, таких как литье или компоненты, напечатанные на 3D-принтере, их просто очищают и загружают непосредственно в камеру установки ГИП.
2. Цикл процесса
После герметизации камеры начинается управляемая компьютером программа. Система сначала создает вакуум для удаления любых реактивных газов.
Затем она заполняет камеру аргоном и начинает одновременно повышать температуру и давление. Компоненты выдерживаются при целевой температуре и давлении в течение определенного времени, что позволяет материалу полностью уплотниться.
3. Охлаждение и выгрузка
После завершения цикла компоненты контролируемо охлаждаются для снятия термических напряжений. После возвращения к безопасной температуре и давлению детали выгружаются.
Весь процесс, от загрузки до выгрузки, может занять несколько часов, в зависимости от материала и размера загрузки.
Что дает ГИП: устранение внутренних дефектов
Основная цель ГИП — устранить микроскопические дефекты, которые ухудшают производительность и структурную целостность детали.
Устранение внутренней пористости
Будь то крошечные газовые пузырьки в литье или микроскопические пустоты между слоями в напечатанной на 3D-принтере детали, ГИП заставляет эти пустые пространства схлопываться и исчезать. Это повышает плотность детали почти до 100% от ее теоретического максимума.
Улучшение механических свойств
Устраняя дефекты, ГИП резко улучшает характеристики материала. Результатом является повышение пластичности, усталостной прочности и общей прочности. Это критически важно для высокопроизводительных деталей, используемых в аэрокосмической, медицинской и энергетической отраслях.
Создание однородной микроструктуры
Процесс «залечивает» слабые связи между слоями в деталях, изготовленных аддитивным способом, и снимает внутренние напряжения в литье. Это создает гомогенную, однородную структуру материала, обеспечивающую надежную и предсказуемую работу под нагрузкой.
Понимание компромиссов
Несмотря на свою огромную мощь, ГИП не является универсальным решением. Понимание его ограничений является ключом к его эффективному использованию.
Не исправляет поверхностные дефекты
Процесс ГИП зависит от внешнего давления для закрытия внутренних пустот. Он не может исправить пористость или трещины, которые связаны с поверхностью детали, поскольку давление внутри дефекта выровняется с давлением в камере.
Дополнительные затраты и время
ГИП — это периодический процесс, требующий специализированного, дорогостоящего оборудования. Он добавляет значительный этап в производственный рабочий процесс, увеличивая как стоимость одной детали, так и общее время выполнения заказа.
Ограничения по материалам и конструкции
Этот процесс лучше всего подходит для дорогостоящих компонентов, где производительность и надежность не подлежат обсуждению. Высокие температуры и давления также могут накладывать ограничения на конструкцию и выбор материалов для обрабатываемых деталей.
Принятие правильного решения для вашей цели
Решение об использовании ГИП полностью зависит от ваших материалов, метода производства и требований к производительности.
- Если ваша основная цель — улучшение деталей, изготовленных аддитивным способом: ГИП необходим для закрытия внутренней пористости и создания однородной микроструктуры, требуемой для критически важных применений.
- Если ваша основная цель — спасение дорогостоящих отливок: ГИП может устранить внутреннюю усадочную и газовую пористость, резко повышая выход годной продукции и надежность литых компонентов.
- Если ваша основная цель — изготовление деталей из металлических порошков: ГИП — мощный метод для достижения полной плотности и создания материалов со свойствами, превосходящими свойства, полученные литьем или ковкой.
- Если ваша основная цель — изготовление сложных композитов: ГИП обеспечивает необходимое тепло и давление для соединения разнородных материалов, например, при создании металломатричных композитов.
В конечном счете, горячее изостатическое прессование — это финишный инструмент, который превращает хорошие компоненты в исключительные, совершенствуя их внутреннюю структуру.
Сводная таблица:
| Ключевой элемент | Функция | Типичный диапазон |
|---|---|---|
| Давление | Прикладывает равномерную, изостатическую силу со всех направлений | 100 - 200 МПа (15 000 - 30 000 фунтов на кв. дюйм) |
| Температура | Смягчает материал для обеспечения уплотнения | 1000°C - 2200°C |
| Газовая среда | Инертный газ (аргон) передает давление без химической реакции | Аргон |
| Основное преимущество | Устраняет внутреннюю пористость, увеличивает усталостный ресурс и прочность | Достигает почти 100% плотности |
Готовы усовершенствовать свои высокопроизводительные компоненты?
KINTEK специализируется на лабораторном оборудовании и расходных материалах, предлагая решения для передовых производственных процессов, таких как горячее изостатическое прессование. Наш опыт поможет вам устранить внутренние дефекты в ваших отливках, деталях, напечатанных на 3D-принтере, и компонентах порошковой металлургии, что приведет к превосходным механическим свойствам и надежности.
Свяжитесь с нашими экспертами сегодня, чтобы обсудить, как наши решения могут расширить возможности вашей лаборатории и улучшить характеристики материалов.
Визуальное руководство
Связанные товары
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Автоматический гидравлический пресс с подогревом для высоких температур и нагревательными плитами для лаборатории
- Пресс-формы для изостатического прессования для лаборатории
Люди также спрашивают
- Что такое процесс изостатического прессования? Достижение однородной плотности для сложных деталей
- Почему для твердотельных аккумуляторов необходимы теплые изостатические прессы (WIP)? Достижение контакта на атомном уровне
- Как горячие изостатические прессы улучшают характеристики сухих электродов? Повышение проводимости ASSB с помощью тепла и давления
- Какова функция изостатического прессования при повышенной температуре (WIP) в полностью твердотельных ячейках типа "пакет"? Оптимизация плотности аккумулятора
- Для чего используется изостатический пресс? Достижение однородной плотности и устранение дефектов

















