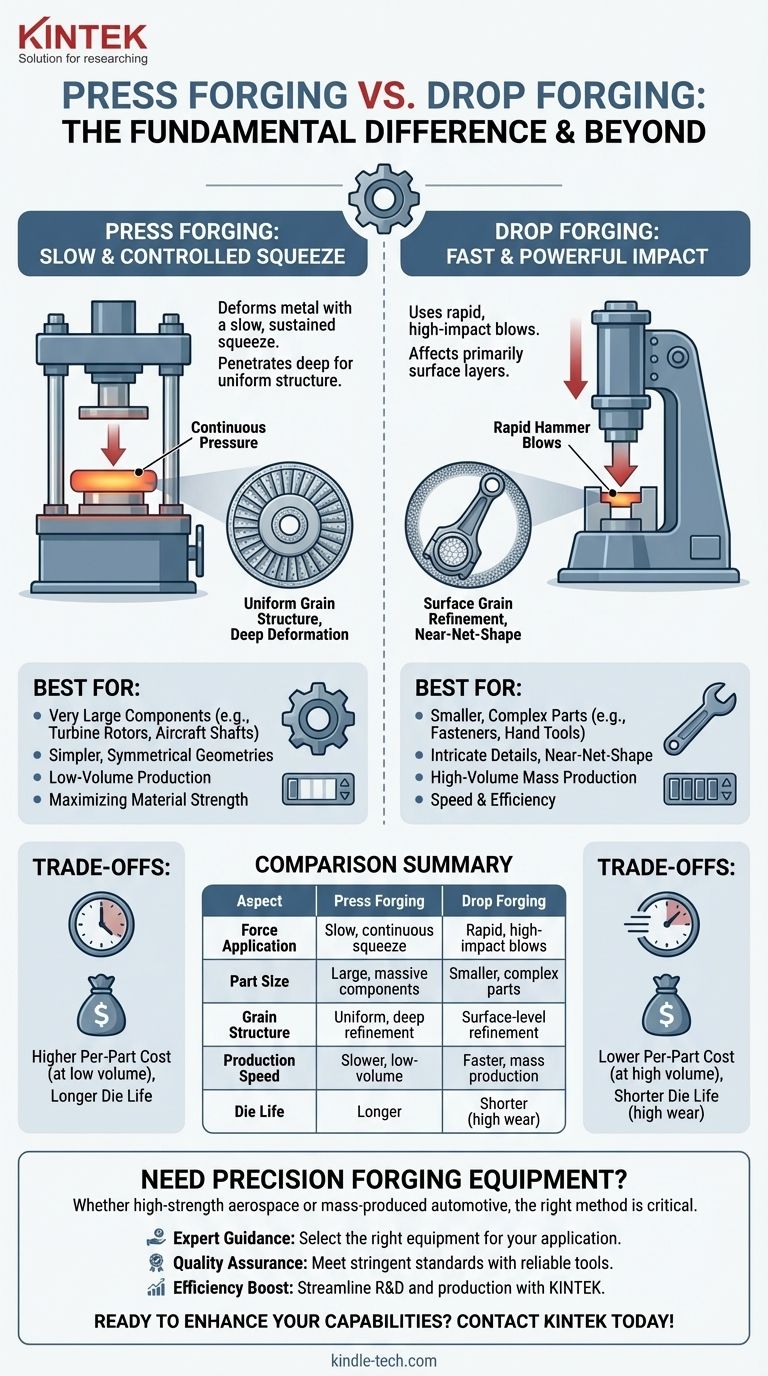
Фундаментальное различие между прессовой ковкой и штамповкой молотом заключается в приложении силы. Прессовая ковка использует медленное, непрерывное и контролируемое давление для придания формы металлу, тогда как штамповка молотом использует быстрый, высокоэнергетический удар падающего молота. Это единственное различие в приложении силы приводит к значительным различиям в свойствах материала, скорости производства и подходящих областях применения.
Основное решение заключается не в том, какой процесс превосходит другой, а в том, какой из них подходит для конкретной задачи. Штамповка молотом отлично подходит для массового производства небольших, сложных деталей на высокой скорости, в то время как прессовая ковка является окончательным выбором для крупных компонентов, где глубокая, равномерная деформация материала критически важна для прочности.

Механика приложения силы
Понимание того, как сила передается на заготовку, является ключом к пониманию различий между этими двумя фундаментальными методами ковки. Весь процесс, от проектирования оснастки до конечных свойств материала, определяется этим первоначальным действием.
Прессовая ковка: Медленное и контролируемое сжатие
При прессовой ковке гидравлический или механический пресс прикладывает постепенное и постоянное давление к заготовке. Представьте, что вы медленно сжимаете глину в руке.
Эта непрерывная сила проникает глубоко в центр металла, вызывая равномерную пластическую деформацию по всему объему. Штампы остаются в контакте с заготовкой в течение более длительного периода, что также позволяет значительно и контролируемо течь материалу.
Штамповка молотом: Быстрый и мощный удар
Штамповка молотом, также известная как молотовая ковка, использует силу падающего бойка или молота для нанесения серии коротких, чрезвычайно быстрых ударов по заготовке. Это больше похоже на удар молотком по глине.
Сила является мгновенной и интенсивной, в основном воздействуя на поверхностные слои материала. Время контакта штампа измеряется в миллисекундах, и окончательная форма достигается одним или несколькими последовательными ударами.
Влияние на материал и характеристики детали
Метод приложения силы напрямую влияет на размер, сложность и, что наиболее важно, на внутреннюю металлургическую структуру конечного компонента.
Зерновая структура и деформация
Медленное сжатие при прессовой ковке деформирует материал равномерно от поверхности до сердцевины. Это создает высокоочищенную и однородную зерновую структуру по всей детали, что идеально подходит для высокопрочных, усталостностойких применений.
Внезапный удар при штамповке молотом в основном измельчает зерновую структуру вблизи поверхности компонента. Хотя это производит прочную деталь, деформация может быть не такой равномерной или глубокой, как при прессовой ковке.
Точность и сложность
Штамповка молотом исключительно хорошо подходит для производства сложных и замысловатых форм с высокой точностью. Быстрый удар заставляет металл заполнять каждую деталь полости штампа, часто создавая детали почти окончательной формы, которые требуют минимальной последующей механической обработки.
Прессовая ковка обычно используется для более простых, часто симметричных геометрий, таких как диски, кольца и крупные блоки, где основной целью является объемная деформация, а не замысловатые детали.
Размер и масштаб детали
Прессовая ковка является доминирующим процессом для производства очень крупных компонентов. Огромная, непрерывная сила ковочного пресса необходима для деформации массивных слитков весом в многие тонны в такие детали, как роторы турбин, крупномасштабные промышленные валы и конструктивные элементы самолетов.
Штамповка молотом обычно ограничивается более мелкими деталями, от ручных инструментов и автомобильных шатунов до мелкой арматуры и крепежа. Энергии удара молота недостаточно для эффективной ковки очень крупных заготовок.
Понимание компромиссов: Производство и стоимость
Ваш выбор метода ковки будет иметь прямые и значительные последствия для скорости производства, затрат на оснастку и общей экономики вашего проекта.
Скорость производства и объем
Штамповка молотом — гораздо более быстрый процесс. Быстрый цикл ударов молота делает его очевидным выбором для высокообъемного, массового производства, где требуются тысячи или миллионы идентичных деталей.
Прессовая ковка — более медленный, более обдуманный процесс. Время цикла значительно дольше, что делает его более подходящим для мелкосерийного производства или единичного изготовления специализированных, крупномасштабных компонентов.
Оснастка и срок службы штампов
Повторяющиеся, высокоинтенсивные удары при штамповке молотом чрезвычайно жестко воздействуют на штампы. Это приводит к более быстрому износу и сокращению срока службы оснастки, что необходимо учитывать в общей стоимости.
Контролируемое сжимающее действие прессовой ковки гораздо бережнее относится к штампам, что приводит к значительному увеличению срока службы инструмента.
Первоначальные инвестиции и стоимость за деталь
Хотя штампы могут изнашиваться быстрее, оборудование для штамповки молотом (молоты) обычно имеет более низкую первоначальную капитальную стоимость, чем массивные гидравлические прессы, необходимые для прессовой ковки.
Для массово производимых изделий высокая скорость штамповки молотом приводит к значительно более низкой стоимости за деталь, даже при более высоких затратах на обслуживание оснастки. Для крупных, специализированных деталей эффективность прессовой ковки делает ее единственным жизнеспособным и экономически эффективным вариантом.
Правильный выбор для вашего применения
Выбор правильного процесса требует согласования сильных сторон метода с вашими основными целями проектирования и производства.
- Если ваша основная цель — крупносерийное производство небольших, сложных деталей (например, автомобильных компонентов): Штамповка молотом — лучший выбор из-за ее скорости, точности и более низкой стоимости за деталь в масштабе.
- Если ваша основная цель — создание очень крупных, критически важных компонентов (например, авиационных дисков, валов для производства электроэнергии): Прессовая ковка — единственный метод, который может обеспечить необходимую глубокую, равномерную деформацию и измельчение зерна.
- Если ваша основная цель — максимальный контроль над внутренней зерновой структурой для критически важного по усталости применения: Медленная, контролируемая деформация при прессовой ковке обеспечивает более точный металлургический контроль по всей детали.
- Если ваша основная цель — производство деталей почти окончательной формы для минимизации последующей механической обработки: Штамповка молотом обычно предлагает более высокую степень точности и сложности для небольших компонентов.
В конечном итоге, понимание фундаментального различия между внезапным ударом и контролируемым сжатием является ключом к выбору процесса ковки, который обеспечит производительность и экономическую жизнеспособность вашего проекта.
Сводная таблица:
| Аспект | Прессовая ковка | Штамповка молотом |
|---|---|---|
| Приложение силы | Медленное, непрерывное, контролируемое давление | Быстрые, высокоэнергетические удары молота |
| Лучше всего подходит для размера детали | Крупные компоненты (например, роторы турбин) | Более мелкие, сложные детали (например, крепеж) |
| Зерновая структура | Равномерная деформация от поверхности до сердцевины | Измельчение на уровне поверхности |
| Скорость производства | Медленнее, подходит для мелкосерийного производства | Быстрее, идеально для массового производства |
| Срок службы штампа | Дольше из-за более щадящей силы | Короче из-за высокоударного износа |
Нужно оборудование для точной ковки для вашей лаборатории или производственной линии?
Разрабатываете ли вы высокопрочные аэрокосмические компоненты или массово производите сложные автомобильные детали, правильный метод ковки критически важен для вашего успеха. В KINTEK мы специализируемся на предоставлении надежного лабораторного оборудования и расходных материалов, адаптированных к вашим потребностям в металлообработке и испытаниях материалов.
Позвольте нам помочь вам достичь превосходных результатов:
- Экспертное руководство: Наша команда поможет вам выбрать правильное оборудование для прессовой или штамповой ковки.
- Гарантия качества: Убедитесь, что ваши материалы соответствуют строгим стандартам с помощью наших надежных инструментов.
- Повышение эффективности: Оптимизируйте ваши исследования и разработки или производственный процесс с помощью решений KINTEK.
Готовы улучшить свои возможности ковки? Свяжитесь с нами сегодня, чтобы обсудить ваши конкретные требования и узнать, как KINTEK может поддержать ваши лабораторные или производственные цели!
Визуальное руководство
Связанные товары
- Пресс-форма кольцевая для лабораторных применений
- Круглая двунаправленная пресс-форма для лаборатории
- Пресс-форма против растрескивания для лабораторного использования
- Пресс-форма Assemble Square Lab для лабораторных применений
- Цилиндрическая пресс-форма для лабораторных применений
Люди также спрашивают
- Почему для тестирования батарей требуются пресс-формы с внутренними стенками из непроводящей смолы? Обеспечение точности данных
- Какова основная функция прессования для порошков LAGP? Достижение высокопроизводительных твердых электролитов
- Что такое процесс горячего прессования? Пошаговое руководство по компрессионному формованию
- Что такое метод прессования в форму (пресс-молдинг)? Руководство по получению стабильных и детализированных керамических форм
- Каково назначение специализированных устройств давления в твердотельных сульфидных батареях? Обеспечение хемомеханической стабильности

















