
В производстве, как и в жизни, нас часто соблазняет путь наименьшего сопротивления. Мы хотим получить готовый продукт за один шаг, идеальную форму прямо из формы.
Это желание немедленной точности может быть ловушкой. Оно заставляет нас упускать из виду тонкие, невидимые дефекты, которые образуются под давлением — дефекты, которые проявляются только позже, катастрофически.
Представьте себе высокопроизводительное керамическое лопаточное колесо турбины, только что из печи для спекания. Оно выглядит безупречно. Но под нагрузкой появляется тонкая трещина, рожденная скрытой неоднородностью глубоко внутри материала. Отказ произошел не в печи; он был запечатан в детали с самого первого прессования.
Недостаток прямого воздействия
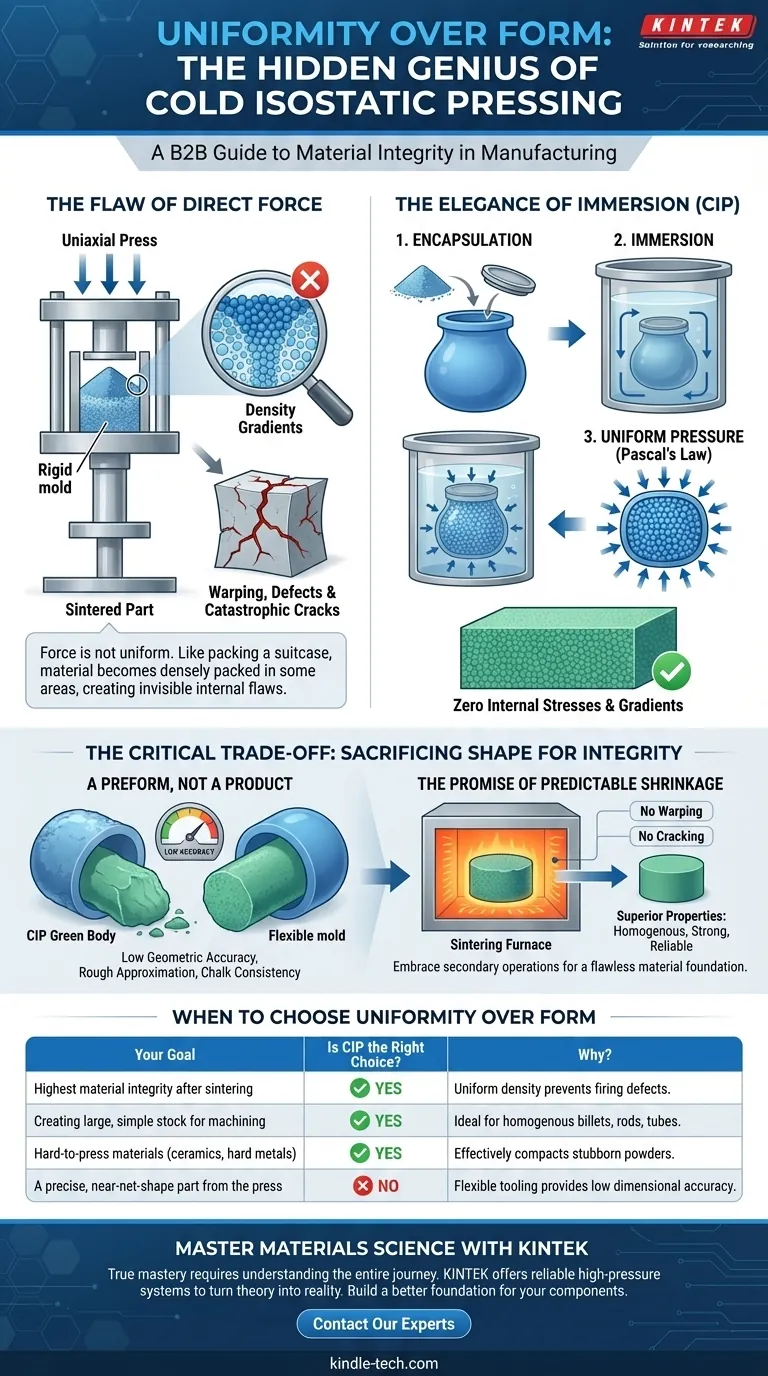
Большинство традиционных методов прессования, таких как одноосное прессование, интуитивно понятны. Вы прилагаете огромное усилие с одного или двух направлений, чтобы уплотнить порошок в желаемую форму.
Проблема в том, что сила неравномерна. Подобно упаковке чемодана, надавливая сверху, материал непосредственно под прессом становится плотно упакованным, в то время как материал в углах и снизу остается более рыхлым.
Это создает градиенты плотности — невидимые внутренние границы между областями высокой и низкой плотности. Когда это «зеленое тело» обжигается, эти области сжимаются с разной скоростью. Возникающее напряжение вызывает деформацию, дефекты и катастрофические трещины, которые поражают высокопроизводительные компоненты.
Элегантность погружения
Изостатическое прессование в холодных условиях (CIP) предлагает совершенно иную, более элегантную философию. Вместо прямого приложения силы, оно окружает материал ею.
Этот процесс является прекрасным применением фундаментального принципа физики.
- Инкапсуляция: Исходный порошок сначала герметизируется в гибкой эластомерной форме. Эта форма действует как барьер, а не жесткая граница.
- Погружение: Герметичная форма погружается в жидкость внутри аппарата высокого давления.
- Равномерное давление: Затем жидкость находится под давлением, иногда экстремальным, превышающим 100 000 фунтов на квадратный дюйм. Важно отметить, что жидкость передает давление одинаково во всех направлениях — принцип, известный как закон Паскаля.
Давление сжимает форму со всех мыслимых углов одновременно с одинаковой силой. Частицы порошка внутри не имеют выбора, кроме как перестроиться в состояние удивительно однородной плотности.
В результате получается «зеленое тело» без внутренних напряжений и градиентов, созданных направленной силой. Это идеальная основа.
Критический компромисс: жертва формой ради целостности
Здесь мы подходим к центральному парадоксу CIP. То, что делает его таким эффективным — гибкая форма — также является его основным ограничением.
Заготовка, а не продукт
Поскольку форма деформируется, CIP не может производить детали с высокой геометрической точностью или мелкими деталями. Деталь, выходящая из аппарата CIP, не является готовым компонентом; это заготовка. Она имеет консистенцию мела и форму, которая является грубым приближением окончательного дизайна.
Многие инженеры, сосредоточенные на производстве деталей с близкой к конечной формой, могут рассматривать это как фатальный недостаток. Но они упускают суть.
CIP намеренно обменивает немедленную точность размеров на максимальную целостность материала.
Обещание предсказуемой усадки
Истинная ценность заготовки, сформированной методом CIP, раскрывается в печи. Поскольку ее плотность однородна по всей массе, она предсказуемо и равномерно сжимается во время спекания.
- Отсутствие деформации: Равномерная усадка предотвращает скручивание и искажение, обычные для деталей, прессованных одноосно.
- Отсутствие трещин: Отсутствие внутренних градиентов плотности устраняет точки напряжения, ведущие к растрескиванию.
- Превосходные свойства: Конечная спеченная деталь является однородной, прочной и надежной.
Процесс принимает необходимость вторичных операций. Он признает, что «размытая» заготовка потребует окончательной механической обработки для соответствия жестким допускам. Но он гарантирует, что обрабатываемый материал будет максимально приближен к совершенству.
Когда выбирать однородность вместо формы
Решение об использовании CIP является стратегическим, основанным на вашем конечном приоритете.
| Ваша цель | Является ли CIP правильным выбором? | Почему? |
|---|---|---|
| Максимальная целостность материала после спекания | Да | Однородная плотность — главный фактор в предотвращении дефектов обжига. |
| Создание больших, простых заготовок для механической обработки | Да | Идеально подходит для производства однородных слитков, стержней или труб. |
| Труднопрессуемые материалы (керамика, твердые металлы) | Да | Изостатическое давление эффективно уплотняет упорные порошки. |
| Точная деталь с близкой к конечной формой прямо из пресса | Нет | Гибкая оснастка по своей природе обеспечивает низкую точность размеров. |
Истинное мастерство материаловедения заключается в понимании всего пути компонента, от сыпучего порошка до готовой детали. Сосредотачиваясь на создании безупречной основы, изостатическое прессование в холодных условиях обеспечивает уровень качества, который методы прямого формования просто не могут обеспечить.
Достижение такого уровня целостности материала требует не только правильной философии, но и правильного оборудования. Для лабораторий, работающих на переднем крае материаловедения, наличие надежных систем высокого давления, таких как у KINTEK, имеет решающее значение для превращения теории в реальность. Если вы готовы создать лучшую основу для своих компонентов, Свяжитесь с нашими экспертами.
Визуальное руководство
Связанные товары
- Электрический лабораторный изостатический пресс с раздельной конструкцией для холодного изостатического прессования
- Электрическая лабораторная машина для холодного изостатического прессования CIP для холодного изостатического прессования
- Автоматический лабораторный инерционный пресс холодного действия CIP Машина для инерционного прессования холодного действия
- Ручная изостатическая прессовальная машина холодного изостатического прессования (ГИП)
- Теплый изостатический пресс для исследований твердотельных аккумуляторов
Связанные статьи
- Этапы операции разделенного изостатического прессования
- Принцип и процесс холодного изостатического прессования
- Цена единообразия: Стратегическое руководство по затратам на изостатические прессы холодного действия
- За пределами формы: Невидимое преимущество холодного изостатического прессования
- Технические аспекты холодного изостатического прессования












