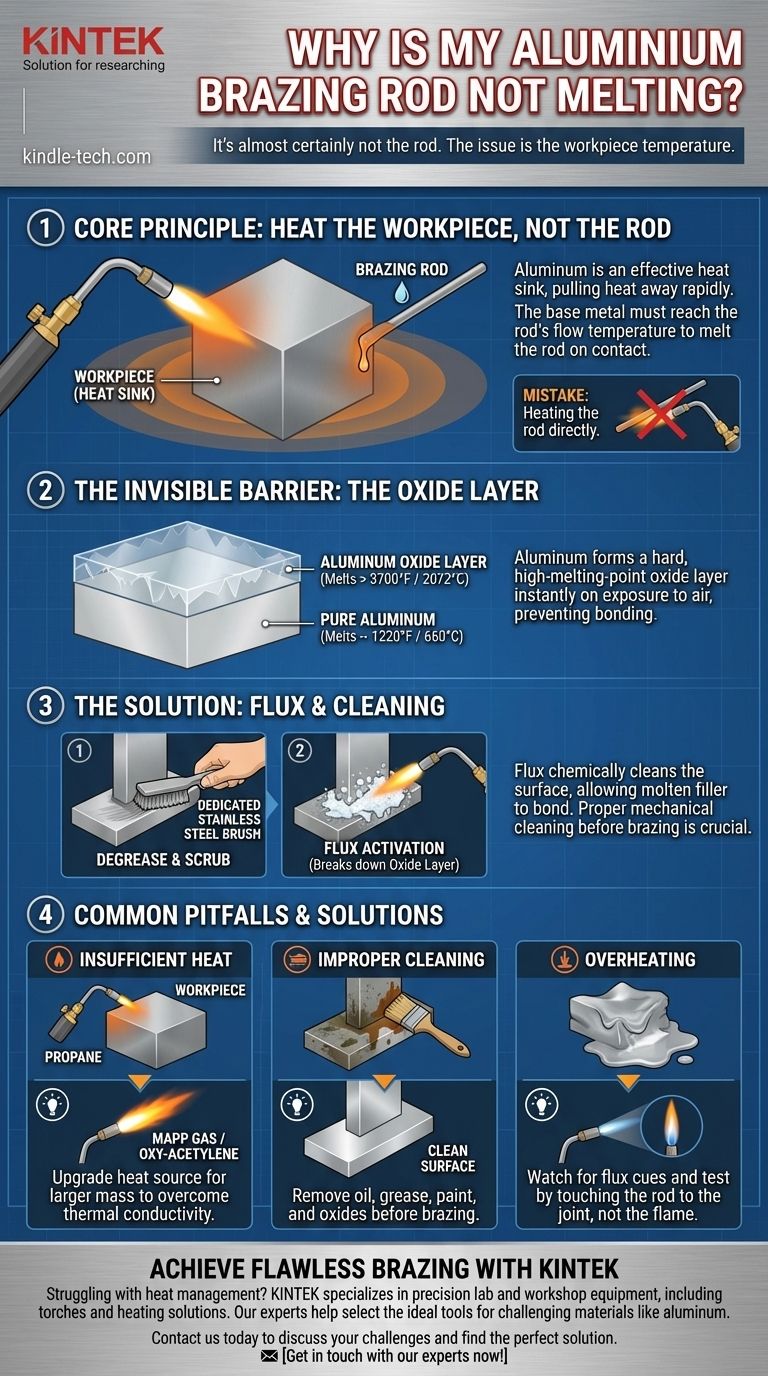
Дело почти наверняка не в прутке. Ваш алюминиевый припой не плавится, потому что алюминиевая заготовка, которую вы пытаетесь паять, недостаточно горячая. Алюминий является невероятно эффективным теплоотводом, что означает, что он отводит тепло от соединения быстрее, чем ваша горелка может его подавать, — принцип, известный как высокая теплопроводность. Вы должны нагреть основной металл до тех пор, пока он не станет достаточно горячим, чтобы расплавить пруток при контакте.
Основная ошибка при пайке алюминия заключается в прямом нагреве присадочного прутка горелкой. Вместо этого вы должны нагревать заготовку широко и равномерно. Сам основной металл должен достичь температуры текучести прутка, в результате чего пруток расплавится и потечет в соединение, когда вы прикоснетесь им к заготовке.

Основной принцип: нагревайте заготовку, а не пруток
Понимание того, как алюминий ведет себя при нагревании, является ключом к успешной пайке. Его свойства принципиально отличаются от стали, что сбивает с толку многих людей.
Высокая теплопроводность алюминия
Представьте себе алюминиевую деталь как большую губку для тепла. Когда вы прикладываете горелку к одному месту, металл быстро распространяет эту тепловую энергию по всей своей массе.
Это означает, что небольшая горелка, сфокусированная на соединении, часто ведет проигрышную битву. Заготовка постоянно отводит тепло, не давая области соединения достичь температуры плавления прутка.
Заблуждение о температуре "текучести"
Каждый припой имеет определенную рабочую температуру, часто называемую его "температурой текучести". Это температура, которую должен достичь основной металл.
Недостаточно просто расплавить пруток в пламени. Если вы это сделаете, расплавленный алюминий просто скатится в шарик и отвалится, так как более холодная заготовка не даст ему прилипнуть или растечься. Заготовка должна быть достаточно горячей, чтобы притянуть присадочный металл в соединение за счет капиллярного действия.
Невидимый барьер: оксидный слой
Даже если вы правильно настроите температуру, есть еще один критический фактор: невидимый слой оксида алюминия.
Что такое оксид алюминия?
В тот момент, когда алюминий подвергается воздействию воздуха, он образует очень твердый, прозрачный слой оксида алюминия. Этот слой защищает металл, но является серьезной проблемой для пайки.
Этот оксидный слой имеет температуру плавления более 3700°F (2072°C), в то время как алюминий под ним плавится при температуре около 1220°F (660°C). Вы расплавите заготовку в лужу задолго до того, как сможете расплавить оксидный слой на ее поверхности.
Роль флюса
Именно здесь флюс становится незаменимым. Будь то отдельная паста или сердечник внутри припоя (пруток с флюсовым сердечником), его задача — действовать как мощное химическое чистящее средство.
При нагревании заготовки флюс активируется. Он агрессивно разрушает и удаляет оксидный слой, позволяя расплавленному присадочному металлу напрямую соединяться с чистым алюминием под ним. Без эффективного действия флюса правильное соединение невозможно.
Распространенные ошибки и технические недочеты
Если вы нагреваете заготовку, а она все еще не работает, проблема, вероятно, кроется в одной из этих распространенных ошибок.
Недостаточный источник тепла
Ваша горелка может быть просто недостаточно мощной для работы. Базовая пропановая горелка может быть достаточной для очень тонкой алюминиевой трубки, но она не справится с более толстой пластиной или блоком.
Масса металла определяет необходимое количество тепла. Для более крупных деталей вам потребуется более горячее топливо, такое как газ MAPP или даже установка кислородно-ацетиленовой сварки, чтобы обеспечить достаточное количество БТЕ для преодоления теплопроводности металла.
Неправильная очистка
Флюс не может работать через масло, смазку, краску или сильное анодирование. Процесс должен начинаться с идеально чистого металла.
Сначала обезжирьте область растворителем, таким как ацетон или очиститель тормозов. Затем используйте специальную щетку из нержавеющей стали, чтобы энергично очистить область соединения. Это механически разрушает поверхностный оксид и создает чистую, необработанную поверхность для работы флюса. Использование щетки, которая использовалась для стали, загрязнит алюминий и испортит пайку.
Перегрев заготовки
Существует тонкая грань между нагревом детали до температуры текучести прутка и расплавлением самой детали. Это самая сложная часть обучения.
Следите за флюсом, чтобы получить визуальные подсказки; он часто становится водянистым или прозрачным, когда нужная температура близка. Вы также можете проверить, периодически прикасаясь прутком к соединению (вдали от пламени). Если заготовка достаточно горячая, пруток мгновенно расплавится и потечет. Если нет, уберите его и примените больше тепла.
Практический контрольный список для успешной пайки
Применяйте эти принципы по порядку, чтобы решить проблему и добиться прочного, надежного соединения.
- Если ваша основная цель — прочное соединение: Начните с тщательной очистки. Обезжирьте деталь, затем очистите соединение специальной щеткой из нержавеющей стали непосредственно перед пайкой.
- Если ваша основная цель — добиться текучести прутка: Нагревайте заготовку широко и равномерно, сосредоточившись на области вокруг соединения, а не на самом соединении. Дайте теплу "впитаться" в деталь.
- Если ваша основная цель — избежать поломки на толстых деталях: Убедитесь, что ваш источник тепла соответствует массе металла. Если пропановая горелка не работает через минуту, вам, вероятно, потребуется перейти на газ MAPP.
Освойте нагрев заготовки, и вы освоите искусство пайки алюминия.
Сводная таблица:
| Распространенная проблема | Основная причина | Ключевое решение |
|---|---|---|
| Пруток не плавится | Заготовка слишком холодная | Нагревайте основной металл широко и равномерно |
| Пруток скатывается в шарик, не прилипает | Оксидный слой препятствует сцеплению | Используйте правильный флюс и очищайте щеткой из нержавеющей стали |
| Процесс не удается на толстых деталях | Горелка недостаточно мощная | Перейдите на газ MAPP или кислородно-ацетиленовую сварку |
| Слабое, неудачное соединение | Недостаточная очистка перед пайкой | Обезжирьте и очистите область соединения непосредственно перед нагревом |
Добейтесь безупречных результатов пайки алюминия с помощью правильного оборудования и опыта.
Сталкиваетесь с проблемами управления теплом или отказами соединений? KINTEK специализируется на прецизионном лабораторном и цеховом оборудовании, включая горелки и нагревательные решения, идеально подходящие для сложных материалов, таких как алюминий. Наши эксперты помогут вам выбрать идеальные инструменты для вашего конкретного применения, обеспечивая прочные и надежные соединения каждый раз.
Свяжитесь с нами сегодня, чтобы обсудить ваши проблемы с пайкой и найти идеальное решение для вашей лаборатории или мастерской.
Свяжитесь с нашими экспертами прямо сейчас!
Визуальное руководство
Связанные товары
- Инженерные усовершенствованные керамические стержни из тонкого оксида алюминия Al2O3 с изоляцией для промышленного применения
- Прецизионно обработанный стабилизированный цирконием керамический стержень из оксида циркония для производства передовой тонкой керамики
- Керамический стержень из нитрида бора (BN) для высокотемпературных применений
- Теплый изостатический пресс для исследований твердотельных батарей
- Производитель нестандартных деталей из ПТФЭ (тефлона) для воронок Бюхнера и треугольных воронок из ПТФЭ
Люди также спрашивают
- Какова максимальная температура для оксида алюминия (глинозема)? Раскройте весь его потенциал с помощью высокой чистоты
- В чем преимущество керамики перед металлом? Раскройте превосходную производительность в экстремальных условиях
- Какую температуру выдерживает керамика? Руководство по работе в условиях экстремального нагрева
- Какова максимальная рабочая температура глинозема? Критическая роль чистоты и формы
- Каковы свойства и меры предосторожности при работе с порошком оксида алюминия в качестве полировального материала? Достижение безупречной отделки с точностью



















