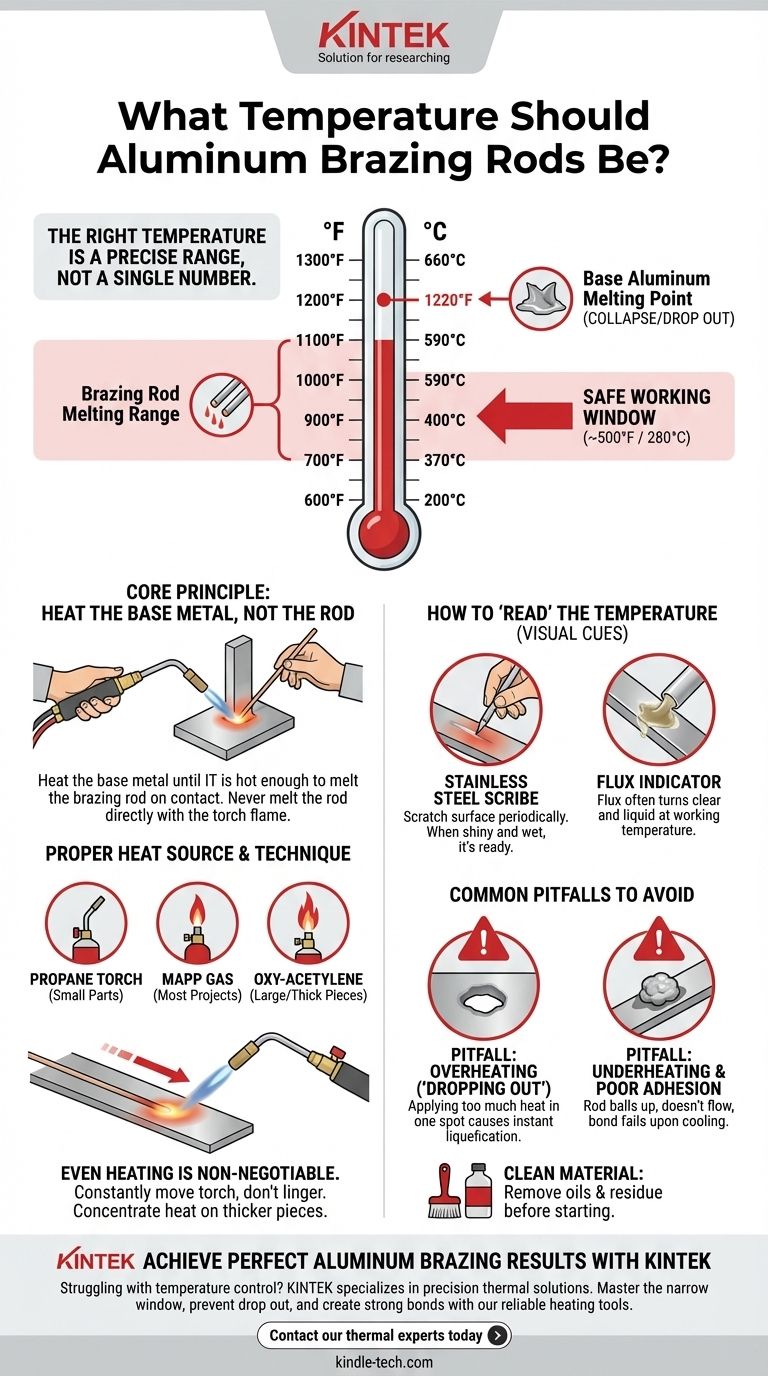
Правильная температура для пайки алюминия — это точный диапазон, а не одно число. Большинство припоев или паяльных прутков для алюминия плавятся при температуре от 700°F до 1100°F (от 370°C до 590°C). Однако ключ к успеху — нагреть основные алюминиевые детали до этой рабочей температуры, поскольку сам алюминий расплавится и разрушится при температуре около 1220°F (660°C), оставляя чрезвычайно узкое окно для ошибки.
Основной принцип пайки алюминия заключается в следующем: вы должны нагреть основной металл до тех пор, пока он не станет достаточно горячим, чтобы расплавить припой при контакте. Никогда не плавите припой напрямую горелкой. Это фундаментальное различие отделяет прочное, постоянное соединение от слабого, неудачного опыта.

Почему контроль температуры — это всё
Успешная пайка алюминия в меньшей степени зависит от используемого инструмента и в большей степени от вашей способности управлять теплом. Свойства металла делают этот процесс уникально сложным по сравнению со сталью.
Критическое температурное окно
Зазор между температурой плавления припоя (например, 730°F) и температурой плавления основного металла (1220°F) — это весь ваш рабочий диапазон.
В отличие от стали, алюминий не светится красным, предупреждая о приближении к температуре плавления. Он сохранит свой внешний вид до тех пор, пока внезапно не «провалится» или не превратится в жидкое состояние почти без предупреждения.
Нагрев основного металла, а не припоя
Цель состоит в том, чтобы использовать горелку для доведения алюминиевых деталей — заготовки — до температуры плавления припоя.
Когда основной металл достаточно горячий, вы просто касаетесь припоем соединения. Тепло от металла мгновенно расплавит припой, позволяя ему глубоко проникнуть в соединение за счет капиллярного действия, создавая прочную связь. Плавление припоя пламенем горелки приведет к тому, что он соберется шариком на поверхности без адгезии.
Как «прочитать» температуру
Без промышленного оборудования вам придется полагаться на визуальные и физические признаки для оценки температуры.
Обычный и эффективный метод — использовать царапалку или щетку из нержавеющей стали. Нагревая соединение, периодически царапайте поверхность. Когда металл достаточно горячий, чтобы разрушить поверхностный оксидный слой, царапина будет выглядеть блестящей и влажной. Это сигнал о том, что алюминий готов принять припой.
Роль источника тепла и техники
Правильное управление температурой требует правильного инструмента и правильного метода нанесения.
Выбор горелки
Для очень маленьких или тонких деталей может быть достаточно простой пропановой горелки.
Однако для большинства проектов вам понадобится горелка, обеспечивающая больше тепла, например, газовая горелка MAPP. Для более крупных или толстых деталей часто требуется газовая горелка с кислородом и ацетиленом с нейтральным или слегка науглероживающим пламенем, чтобы быстро и равномерно нагреть всю область соединения.
Равномерный нагрев не подлежит обсуждению
Вы должны постоянно перемещать горелку по всей области соединения. Задержка в одном месте приведет к перегреву этой области и ее расплавлению задолго до того, как окружающий металл достигнет требуемой температуры.
При соединении деталей разной толщины сосредоточьте большую часть тепла на более толстой детали, позволяя теплу проводить его в более тонкую деталь.
Функция флюса
Алюминий мгновенно образует прочный, прозрачный слой оксида, который препятствует сцеплению паяльного сплава. Флюс, наносимый отдельно или в виде сердцевины внутри прутка, представляет собой химический агент, предназначенный для удаления этого оксидного слоя при температурах пайки.
Наблюдение за флюсом также может служить индикатором температуры. Он часто становится прозрачным и жидким, когда основной металл достигает правильной рабочей температуры.
Распространенные ошибки, которых следует избегать
Понимание того, что может пойти не так, имеет решающее значение для правильного выполнения работы. Процесс не прощает ошибок в подготовке или контроле тепла.
Ошибка: перегрев и «проваливание»
Это самая частая причина неудачи. Приложение слишком большого количества тепла в одном месте приведет к мгновенному расплавлению алюминия и образованию отверстия. Всегда держите пламя в движении и нагревайте широкую область.
Ошибка: недогрев и плохое сцепление
Если основной металл слишком холодный, припой не потечет. Он либо не расплавится, либо расплавится от прямого пламени и соберется на поверхности. Это не создает соединения, и материал просто отвалится после остывания.
Ошибка: грязный или неподготовленный материал
Пайка не удастся на грязном алюминии. Прежде чем начать, соединение должно быть механически очищено специальной щеткой из нержавеющей стали (никогда не используемой для стали) и протерто растворителем, таким как ацетон, для удаления всех масел и остатков.
Практический контрольный список для успеха
Используйте эти рекомендации, чтобы сопоставить свою технику с конкретной целью.
- Если вы ремонтируете тонкий материал (например, трубки или лист): Используйте припой с более низкой температурой и более мягкое, широкое пламя, чтобы осторожно нагреть область и избежать прожигания металла.
- Если вы соединяете толстые и тонкие детали: Сосредоточьте 80% тепла на более толстой детали, позволяя теплу проводить его к более тонкой детали, чтобы равномерно довести все соединение до температуры.
- Если ваш припой не течет в соединение: Ваш основной металл недостаточно горячий. Уберите припой, приложите больше тепла к заготовке широким узором и повторите попытку.
- Если вы прожгли отверстие в алюминии: Вы перегрели основной металл. Немедленно прекратите, отведите горелку и дайте детали полностью остыть, прежде чем оценивать повреждения.
Освоение контроля температуры — это ключ, который превращает пайку алюминия из разочаровывающей лотереи в надежный навык.
Сводная таблица:
| Ключевой температурный параметр | Значение |
|---|---|
| Температура плавления припоя | 700°F - 1100°F (370°C - 590°C) |
| Температура плавления основного алюминия | 1220°F (660°C) |
| Безопасное рабочее окно | ~500°F (280°C) |
| Критическая техника | Нагревать основной металл, а не припой |
Достигайте идеальных результатов пайки алюминия с KINTEK
Испытываете трудности с контролем температуры при пайке алюминия? KINTEK специализируется на прецизионном лабораторном оборудовании и тепловых решениях, которые помогают техническим специалистам и производителям поддерживать точные температурные параметры для безупречного соединения металлов. Наши надежные нагревательные инструменты и экспертная поддержка гарантируют, что вы работаете в узком окне в 500°F между плавлением припоя и разрушением основного металла.
Мы помогаем вам:
- Предотвратить «проваливание» основного металла с помощью точного управления температурой
- Создавать прочные, постоянные соединения посредством правильного подвода тепла
- Освоить визуальные температурные подсказки для стабильных результатов
Готовы превратить пайку алюминия из разочаровывающей в надежную? Свяжитесь с нашими экспертами по теплотехнике сегодня для получения решений по оборудованию и технической поддержки, адаптированных к вашим конкретным потребностям проекта.
Визуальное руководство
Связанные товары
- Инженерные усовершенствованные керамические стержни из тонкого оксида алюминия Al2O3 с изоляцией для промышленного применения
- Прецизионно обработанный стабилизированный цирконием керамический стержень из оксида циркония для производства передовой тонкой керамики
- Производитель нестандартных деталей из ПТФЭ-тефлона для стержневого извлекателя мешалок из ПТФЭ
Люди также спрашивают
- Почему диски из оксида алюминия используются в качестве опор для образцов? Оптимизация эффективности осаждения в катодной клетке
- Почему диски из оксида алюминия используются в качестве опор для образцов в CCPN? Обеспечение равномерного плазменного азотирования без дуговых разрядов
- Как производится глиноземная керамика? Руководство по методам производства и свойствам материала
- Как долго служит керамическая изоляция? Откройте для себя 20+ лет производительности
- Какова удельная теплоемкость оксида алюминия? Она находится в диапазоне от 451 до 955 Дж/кг·К


