Точные значения температуры и давления для горячего прессования не являются универсальными; они полностью зависят от конкретных обрабатываемых материалов и желаемого результата. Параметры процесса должны быть точно настроены под конкретное применение, будь то склеивание гибких печатных плат, ламинирование композитов или уплотнение порошковых материалов.
Успешное горячее прессование достигается не использованием единственного, заранее заданного набора чисел. Оно достигается пониманием критически важных свойств материала и целей процесса, которые затем определяют правильную температуру, давление и время для вашего конкретного применения.

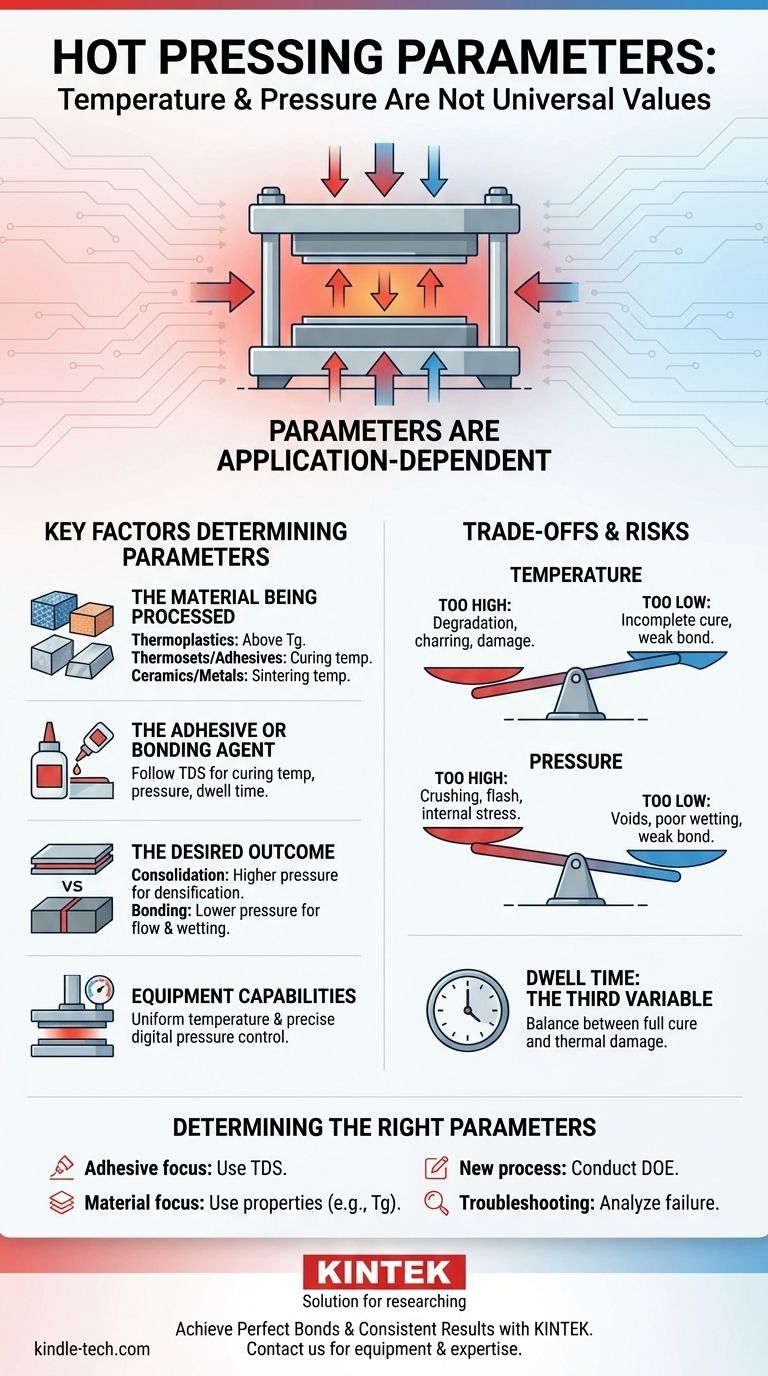
Ключевые факторы, определяющие параметры горячего прессования
Чтобы определить правильное рабочее окно, вы должны сначала проанализировать основные характеристики ваших материалов и конечную цель. Параметры являются прямой функцией этих факторов.
Обрабатываемый материал
Основным фактором выбора температуры является сам материал. Различные типы материалов имеют совершенно разные термические требования.
Для термопластов температура обработки обычно устанавливается выше температуры стеклования (Tg) материала, при которой он становится мягким и податливым, но ниже температуры его разложения.
Для термореактивных полимеров или клеев температура должна быть достаточной для инициирования и завершения реакции химического сшивания (отверждения), как указано производителем.
Для керамики или порошковых металлов цель часто состоит в уплотнении посредством спекания. Это требует очень высоких температур и давлений для уменьшения пористости и формирования твердой массы.
Клей или связующий агент
Если вы используете горячее прессование для склеивания двух компонентов с помощью клеевой пленки, свойства клея будут определять весь ваш процесс.
Технический паспорт (TDS) производителя является вашим самым важным документом. В нем будет указана требуемая скорость нарастания температуры, точная температура отверждения, рекомендуемое давление и необходимое время выдержки для достижения полного прочного соединения.
Желаемый результат
«Зачем» вашего процесса имеет решающее значение. Пытаетесь ли вы сплавить материалы вместе или просто приложить давление во время отверждения клея?
Консолидация и уплотнение (например, формирование композитной панели) часто требуют более высокого давления для устранения пустот и обеспечения плотного контакта между слоями.
Склеивание (например, прикрепление гибкой печатной платы к дисплею) может потребовать более низкого давления. Цель состоит лишь в том, чтобы клей равномерно растекся и смачил поверхности, не повредив при этом чувствительные компоненты.
Возможности оборудования
Само оборудование играет свою роль. Как отмечалось, такие особенности, как головка из титанового сплава, предназначены для быстрого и, самое главное, равномерного распределения температуры по всей прижимной поверхности.
Аналогично, система с цифровым манометром позволяет точно и повторяемо прикладывать усилие. Способность машины поддерживать равномерное давление необходима для предотвращения локальных точек напряжения и обеспечения постоянного соединения.
Понимание компромиссов и рисков
Выбор параметров — это балансирование. Отклонение от оптимального диапазона несет значительные риски для качества вашей продукции.
Температура: Слишком высокая против Слишком низкой
Слишком высокая: Превышение термического предела материала может вызвать необратимую деградацию, обугливание, расслоение или повреждение чувствительных электронных компонентов.
Слишком низкая: Недостаточный нагрев приведет к неполному отверждению клеев или недостаточному размягчению термопластов, что приведет к слабому или отсутствующему соединению.
Давление: Слишком высокое против Слишком низкого
Слишком высокое: Чрезмерное давление может раздавить или повредить хрупкие детали, вызвать «выдавливание» материала или клея по бокам или создать внутреннее напряжение, приводящее к преждевременному разрушению.
Слишком низкое: Недостаточное давление не позволит обеспечить плотный контакт между поверхностями, что приведет к пустотам, плохому смачиванию клеем и слабой прочности соединения.
Время выдержки: Третья критическая переменная
Температура и давление неполны без времени. «Время выдержки» — это то, как долго поддерживаются целевая температура и давление.
Короткое время выдержки может не обеспечить полного отверждения клея или полного теплопереноса через толстую деталь. Чрезмерно долгое время выдержки может привести к термическому повреждению и снижению производительности производства.
Как определить правильные параметры для вашего применения
Нет замены методичному, основанному на данных подходу к определению вашего процесса горячего прессования.
- Если ваш основной фокус — склеивание с помощью клея: Начните с Технического паспорта (TDS) клея. Это ваша исходная истина для температуры, давления и времени.
- Если ваш основной фокус — формование или консолидация сырья: Начните с документированных свойств материала, таких как температура стеклования (Tg) или диапазон температур спекания.
- Если вы разрабатываете новый процесс: Проведите Экспериментальное проектирование (DOE), создав тестовую матрицу с небольшими вариациями температуры, давления и времени, чтобы определить оптимальное окно для вашей конкретной геометрии детали и материалов.
- Если вы устраняете неполадки в неудачном процессе: Проанализируйте режим отказа. Расслоение часто указывает на проблемы с температурой или подготовкой поверхности, в то время как поврежденные компоненты указывают на чрезмерное давление.
В конечном счете, горячее прессование — это точный термический и механический процесс, который должен быть точно настроен для каждой уникальной задачи.
Сводная таблица:
| Ключевой фактор | Почему это важно | Как это влияет на параметры |
|---|---|---|
| Тип материала | Различные материалы (пластики, керамика, металлы) имеют уникальные термические свойства. | Определяет требуемый диапазон температур (например, выше Tg для пластмасс). |
| Клей/Связующее вещество | Клеи имеют специфические требования к отверждению. | Температура, давление и время диктуются Техническим паспортом (TDS) клея. |
| Желаемый результат | Цель (например, склеивание, консолидация, уплотнение) различается. | Влияет на требуемый уровень давления (высокий для уплотнения, более низкий для деликатного склеивания). |
| Риски неправильных настроек | Использование неправильных параметров может повредить детали или создать слабые соединения. | Слишком высокая: Деградация, повреждение. Слишком низкая: Слабое соединение, неполное отверждение. |
Достигайте идеальных соединений и стабильных результатов с KINTEK
Определение точных параметров горячего прессования для ваших конкретных материалов и применения имеет решающее значение для успеха. KINTEK специализируется на предоставлении лабораторного оборудования и опыта, необходимых вам для освоения этого процесса.
Наши передовые горячие прессы, отличающиеся равномерным нагревом и точным цифровым контролем давления, разработаны для работы со всем: от деликатных гибких печатных плат до прочных композитных материалов. Позвольте нашей команде помочь вам оптимизировать ваш процесс для достижения максимальной прочности соединения и выхода годной продукции.
Свяжитесь с нами сегодня, используя форму ниже, чтобы обсудить ваше применение, и мы поможем вам определить идеальные параметры и оборудование для уникальных задач вашей лаборатории.
Визуальное руководство
Связанные товары
- Гидравлический пресс с подогревом и нагревательными плитами, ручной лабораторный горячий пресс
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования 25Т 30Т 50Т
- Автоматический гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования
- Гидравлический пресс с подогревом и нагревательными плитами для лабораторного горячего прессования в вакуумной камере
- Нагреваемый гидравлический пресс с нагревательными плитами для вакуумной камеры, лабораторный горячий пресс
Люди также спрашивают
- Как лабораторный гидравлический пресс горячего прессования обеспечивает качество композитов из ПГБВ/натуральных волокон? Руководство эксперта
- Каково назначение лабораторного термопресса на этапе герметизации при сборке солнечных элементов? Обеспечение герметичности
- Каковы основные преимущества использования лабораторного горячего прессования для производства Bi2Se3? Достижение плотности 93% и высокой проводимости
- Каковы основные преимущества использования лабораторного термопресса при формировании PEO/LLZTO? Раскройте эффективность без растворителей
- Как трехступенчатая программа давления влияет на древесностружечные плиты из рисовой шелухи? Оптимизация прочности сцепления и стабильности


















